Примеры
.
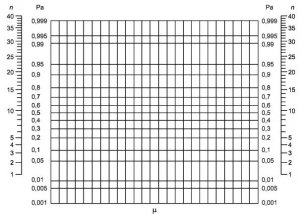
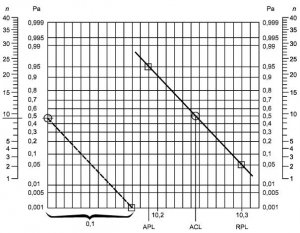
Рисунок А.1 - Номограммная бумага для построения приемочной контрольной карты
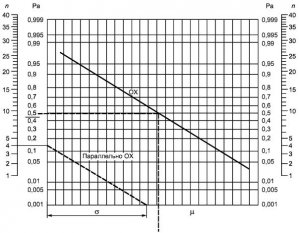
Рисунок А.2 - Построение приемочной контрольной карты. Односторонний допуск
Обозначения:
![]() -
дано;
-
дано;
![]() -
получено
-
получено
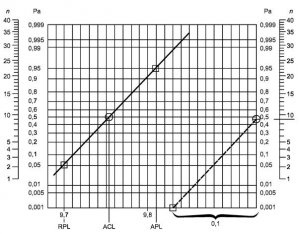
Дано: APL = 9,809 при Ра = 0,95;
RPL = 9,696 при Ра = 0,05;
s = 0,1.
Результат: n = 9; ACL = 9,755.
Рисунок А.3- Построение приемочной контрольной карты. Пример 1
Обозначения:
- дано;
- получено
Дано: APL = 10,191 при Ра = 0,95;
RPL = 10,304 при Ра = 0,05;
s = 0,1.
Результат: n = 9; ACL = 10,245.
Рисунок А.4 - Построение приемочной контрольной карты. Пример 1
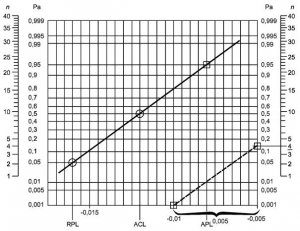
Обозначения:
![]() -
дано;
-
дано;
![]() -
получено
-
получено
Дано: APL = -0,008 при Ра = 0,95;
n = 4;
s = 0,005.
Результат:
RPL = -0,016 при Ра = 0,05;
ACL = -0,012.
Рисунок А.5 - Построение приемочной контрольной карты. Пример 2
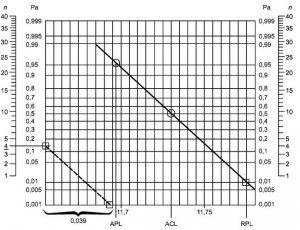
Обозначения:
![]() -
дано;
-
дано;
![]() -
получено
-
получено
Дано: RPL = 11,775 при Ра = 0,01;
n = 4;
s = 0,039.
Результат:
APL = 11,698 при Ра = 0,95;
ACL = 11,730.
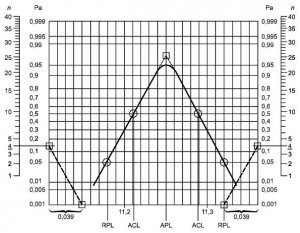
Рисунок А.6 - Построение приемочной контрольной карты. Пример 3
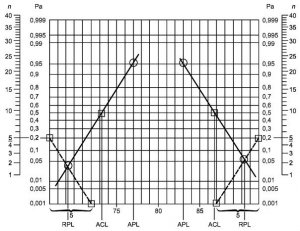
Обозначения:
![]() -
дано;
-
дано;
![]() -
получено
-
получено
Дано: ACL = 73,3 и 86,7;
n = 5;
? = 5.
Результат:
APL = 77,0 и 83,0 при Ра = 0,95;
RPL = 69,6 и 90,4 при Ра = 0,05.
Рисунок А.7 - Построение приемочной контрольной карты. Пример 4
Обозначения:
![]() -
дано;
-
дано;
![]() -
получено
-
получено
Дано: APL - номинальное значение = 11,250 при Ра =0,95;
n = 4;
? = 0,039.
Результат:
RPL = 11,180 и 11,320 при Ра = 0,05;
ACL = 11,212 и 11,288.
Статистический приемочный контроль качества продукции с учетом требований ГОСТ Р 50779.30 при применении поставщиком приемочных контрольных карт
В тех случаях, когда поставщик и потребитель в договоре или поставщик или потребитель в одностороннем порядке установили, что приемка продукции должна проводиться с учетом требований ГОСТ 50779.30, следует соблюдать следующие правила:
1) Если p1, выбранная для расчета приемочной контрольной карты по настоящему стандарту, меньше или равна установленному нормативному уровню несоответствий NQL и если не отмечено нарушений процедуры ведения приемочной контрольной карты, то контроль готовой продукции поставщиком для целей приемки допускается не проводить (если иное не указано потребителем).
Планирование контроля потребителем - по его усмотрению.
2) Если p1 > NQL, то следует пересмотреть назначенное значение величины р1.Либо потребитель вправе потребовать проведения приемочного контроля готовой продукции перед поставкой для проверки соответствия назначенному NQL при установленной степени доверия.
Ключевые слова: стабильность технологических процессов, статистические методы контроля качества продукции, приемочные контрольные карты
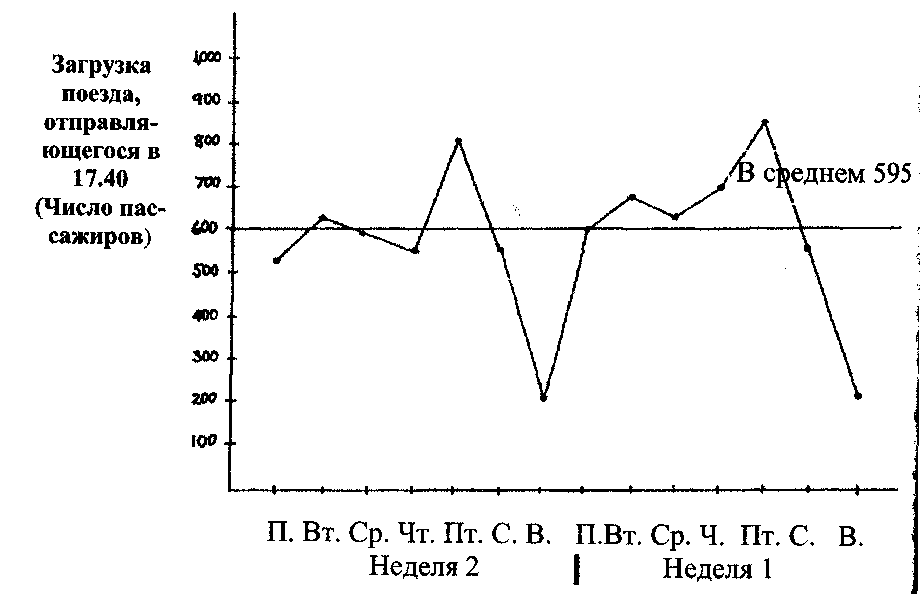
Карта динамики процесса
Простейшей формой контрольной карты является карта динамики процесса - (run chart). На ней ординатой является изменение результатов измерения выходного параметра процесса, а абсциссой -время. Карта поможет Вам выявлять отклонения выходного параметра от нормы. Пример такой контрольной карты показан на рисунке.
Контрольная карта на рисунке характеризует очевидный недельный цикл, указывай большой наплыв пассажиров по пятницам и значительное снижение нагрузки по субботам и воскресеньям. Возможно, это связано с тем, что по пятницам, наряду с обычными пассажирами поездом пользуются пассажиры, отправляющиеся за город на отдых. Продолжая строить диаграмму можно обнаружить годичный цикл, так же, как и еженедельный. Подобная контрольная карта проста, но может оказаться и весьма полезной. Она может послужить основанием для «усиления» поезда по пятницам (путем добавления дополнительных вагонов) или введением дополнительного поезда. Соответственно, по воскресеньям количество вагонов поезда может быть сокращено