

4.2. Выбор схемы управления двигателя постоянного тока
Формовочный стан осуществляет непрерывную формовку полосы в трубную заготовку заданных размеров.
Формовочный стан состоит из семи приводных горизонтальных клетей, каждая из которых имеет индивидуальный привод от электродвигателя 4П-355-35-200-93. Соединение с приводом двигателя производится зубчатой передачей. Двигатель изготовляется с независимым возбуждением. Направление вращения двигателя – реверсивное.
При независимой системе возбуждения обмотка возбуждения питается от постороннего источника питания и ток возбуждения не зависит от режима работы и нагрузки машины. Частота вращения регулируется изменением напряжения на якоре (в сторону уменьшения) и ослаблением потока возбуждения (в сторону повышения).
В современных системах регулирования частоты вращения, двигателей постоянного тока применяются тиристорные схемы, которые позволяют осуществить регулирование частоты вращения в широких пределах по заданной программе. При регулировании датчиками частоты вращения для осуществления обратной связи может быть тахогенератор, размещенный на валу якоря двигателя.
Автоматическая система управления двигателем приведена на рис.11.
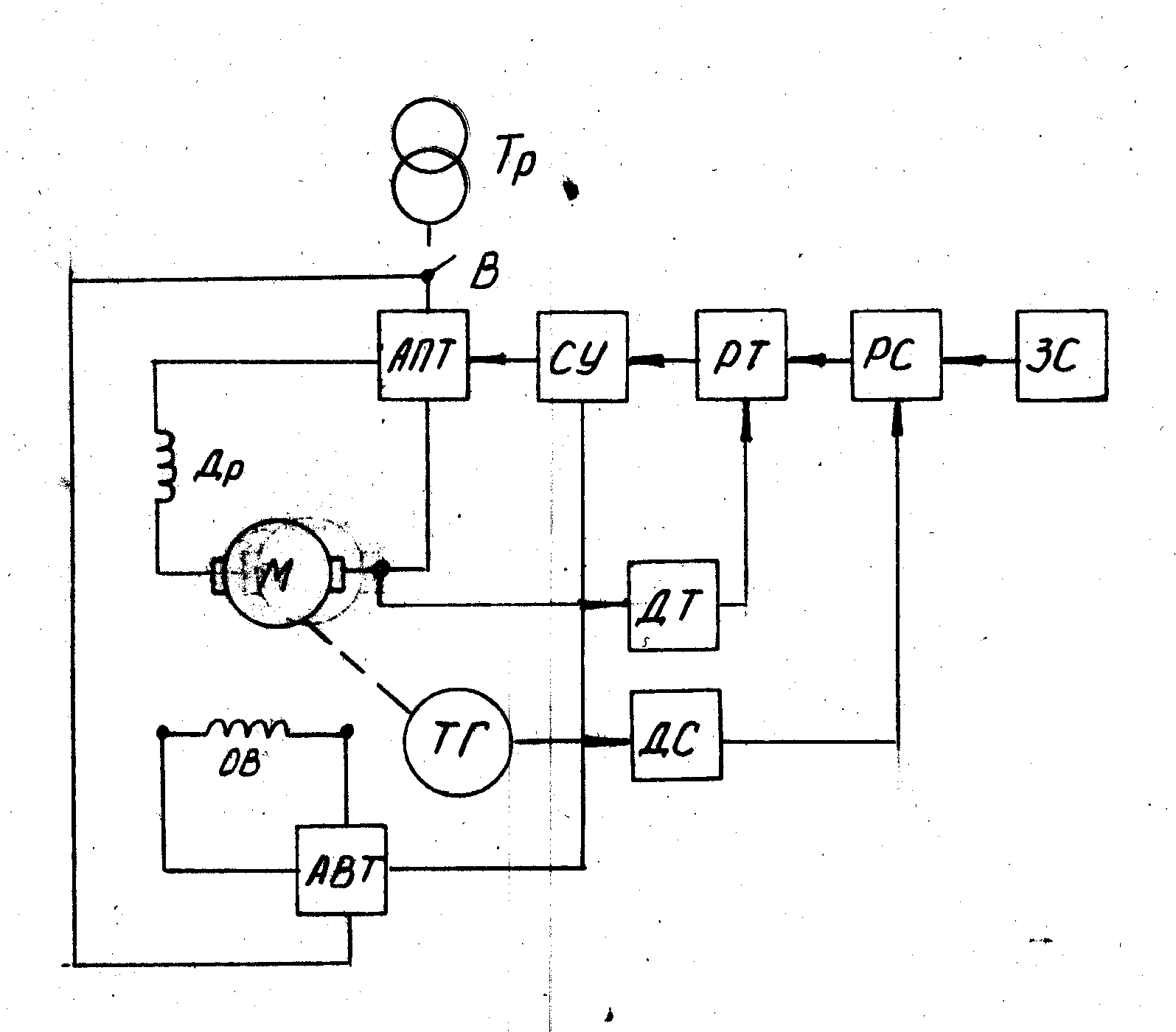
Рис.11
где В – выключатель;
АПТ – тиристорный агрегат силовой;
СУ – система управления;
РТ – регулятор тока;
РС – регулятор скорости;
ЗС – задатчик скорости;
Др – дроссель;
М – обмотка якоря;
ДТ – датчик тока;
ТГ – тахогенератор;
ДС – датчик скорости;
ОВ – обмотка возбуждения;
АВТ – тиристорный агрегат возбуждения
Принцип работы автоматической системы управления заключается в следующем. Сигнал задания скорости поступает на регулятор скорости, где он сравнивается с сигналом поступающим с тахогенератора через датчик скорости. Далее сигнал поступает в регулятор тока, где он сравнивается с сигналом, поступающим с датчика тока. Отклонения от заданных параметров поступают в систему управления. Система управления анализирует полученные данные и в случае отклонения от заданной скорости изменяет напряжение на якоре двигателя или магнитный поток обмотки возбуждения с помощью тиристорных преобразователей АПТ или АВТ соответственно.
Таким образом, автоматическая система управления и поддерживает заданную частоту вращения двигателя.
Общее электроснабжение цехов предприятия осуществляется с Куйбышевской энергосети на распределительную подстанцию «Радуга». С распределительной подстанции (РПС) электроэнергия напряжением 110 кВт подается на центральную подстанцию предприятия (ЦРП), от которой получают электроэнергию подстанции глубокого ввода ПГВ, расположенные вблизи мощных потребителей. От ПГВ электроэнергия напряжением 10кВ подводится к распределительным пунктам РП и трансформаторным подстанциям (ТП).
Схема питания ТЭСЦ №5 приведена на рис.12.
5. Организация производства
5.1. Сортамент труб
Структура сортамента производства труб за последние три года, а также за 2002 г. приведена в табл.14.
Таблица 14
Диаметр труб, мм |
Состав, % |
|||
1998 |
1999 |
2000 |
2002г. |
|
139,7 146,1 168,3 219,1 244,5 |
9 26 28 23 14 |
7 24 25 26 18 |
4 21 24 27 24 |
2 18 25 29 26 |
|
100 |
100 |
100 |
100 |
В связи с растущим спросом профильных труб есть необходимость модернизации ТЭСА 140-250, связанной с расширением сортамента труб.
В проект закладывается производство профильных труб, размером 110х110, толщиной стенки 7 мм.