

Определение стоимости заготовки из проката
За основу расчета промежуточных припусков принимаем наружный диаметр детали 41* мм.
Таблица 5- технологический маршрут обработки поверхности.
Размер поверхности по чертежу, мм |
Параметр шероховатости, мкм |
Квалитет точности |
Методы обработки |
Ø47,5 |
Ra 25 |
17 |
Заготовка прокат |
Определяем припуски на обработку наружной поверхности 2Z
2Z= Z.. (10)
2Z= 0 мм. [1, табл. 3.13, стр. 41]
Определяем расчетный диаметр заготовки
Dз.п.= Dдет.+ 2Z => Dз.п.= Dдет, (11)
Dз.п. =47,5+0= 47,5мм.
По расчетным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590-88
Размер шестигранного проката 47,5мм [1, табл. 3.14, стр. 43]
Выбираем припуски на подрезку торцевых поверхностей Zподр.
Zподр.= 0.6 мм. [1, табл. 3.12, стр. 40]
Определяем общую длину заготовки
Lз.п.= Lд+ 2 Zподр., (12)
Lз.п.= 126+ 2* 0.6= 32 мм.
Определяем объем заготовки с учетом плюсовых допусков
![]() ,
(13)
,
(13)
где r – вписанный диаметр шестигранника;
Lз.п. – длина заготовки с плюсовым допуском, см.
![]() .
.
Определяем массу заготовки
![]() ,
(14)
,
(14)
где - плотность материала, кг/см3 (для стали 0,00785 кг/см3);
Vз.п. – объем заготовки, см3.
![]() кг.
кг.
Определяем коэффициент использования материала
, (15)
где mд – масса детали, кг;
mз – масса заготовки, кг.
![]() .
.
Определяем стоимость заготовки из проката
![]() ,
(16)
,
(16)
где См – цена 1 кг материала заготовки; [1, прил. 7, стр. 142]
Сотх. – цена 1 т отходов материала; [1, прил. 9, стр. 144]
200 – коэффициент инфляции.
![]() руб.
руб.
Определение стоимости заготовки, изготовленной методом горячей объемной штамповки на горизонтально-ковочной машине (гкм)
Определяем класс точности – Т4 [7, прил.1, табл.19, стр.28]
Определяем группу стали – М2 [7, табл. 1, стр. 8]
Определяем степень сложности – С1 [7, прил. 2, стр. 29]
Определяем ориентировочную величину расчетной массы поковки mп.
![]() ,
(17)
,
(17)
где mд – масса детали, кг;
Кр – расчетный коэффициент. [7, прил.3, табл. 20,стр.31]
![]() кг
кг
Определяем массу геометрической фигуры в которую вписывается форма поковки mф
![]() ,
(18)
,
(18)
где – 3,14;
D – наружный диаметр детали, см;
L – длина детали, см.
![]() кг.
кг.
Определяем отношение mn/mф, затем определяем степень сложности
![]() .
(19)
.
(19)
Определяем степень сложности С1 [7, поз. 4, стр. 30]
Определяем исходный индекс
Исходный индекс – 7 [7, табл. 2, стр. 10]
Разрабатываем эскиз на штампованную заготовку [7, стр. 45]

Рис.1. Эскиз заготовки-штамповки
Определяем основные припуски на размеры: [7, стр. 12]
Диаметр 47 мм, параметр шероховатости 25 мкм, припуск 0 мм.
Длина 22 мм, параметр шероховатости 3,2 мкм, припуск 1 мм.
Диаметр 30 мм, параметр шероховатости 6,3 мкм, припуск 1 мм.
Длина 7 мм, параметр шероховатости 6,3 мкм, припуск 1 мм.
Диаметр 27 мм, параметр шероховатости 3,2 мкм, припуск 1 мм.
Длина 29 мм, параметр шероховатости 3,2 мкм, припуск 1 мм
Определяем размеры поковки:
Диаметр 47+0*2=47 мм.
Длина 22+1*2=24 мм.
Диаметр 30+1*2=32 мм.
Длина 7+1=8 мм.
Диаметр 27-1*2=25 мм.
Длина 29+1*2=31 мм.
Определяем допускаемые отклонения размеров ,мм: [7, табл. 18, стр. 17]
Диаметр
![]() Диаметр
Диаметр
![]() Диаметр
Диаметр
![]()
Длина
![]() Длина
Длина
![]() Длина
Длина
![]()
Условно разбиваем фигуру заготовки на простые элементы, проставляем на них размеры с учетом плюсовых допусков. [1, стр. 45]
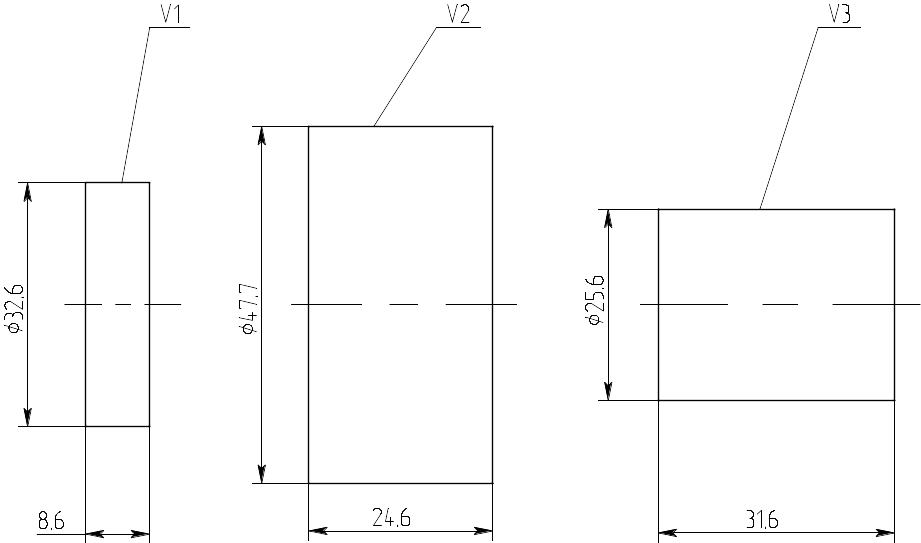
Рис. 2. Элементы заготовки-штамповки
Определяем объем отдельных элементов заготовки V1, V2 и V3
![]() ,
(20)
,
(20)
где D – диаметр поверхности заготовки, см.
![]() см3
см3
 см3
см3
 см3
см3
Определяем общий объем
![]() ,
(21)
,
(21)
![]() см3.
см3.
Определяем массу штампованной заготовки
![]() ,
(22)
,
(22)
где - плотность материала, кг/см3 (для стали 0,00785 кг/см3);
Vшт. – объем фигуры заготовки, см3.
![]() кг.
кг.
Определяем коэффициент использования материала на штампованную заготовку
![]() ,
(23)
,
(23)
![]() .
.
Определяем стоимость штампованной заготовки
![]() ,
(24)
,
(24)
где См – стоимость 1 кг горячей штамповки; [1, прил. 8, стр. 143]
Сотх. – цена 1 т отходов материала; [1, прил. 9, стр. 144]
200 – коэффициент инфляции.
![]() руб.
руб.