

3. Оборудование и инструмент для реализации литья в постоянные формы.
В данном разделе прежде всего рассмотрим технологию литья в постоянные формы, т.е. формы, которые можно при заливке использовать многократно. К ним относя-тся литье в кокиль, литье под давлением, центробежное литье. Все эти виды литья, в настоящее, время щироко используюся для получения художественных отливок.
Рис. 4. Дуговая сталеплавильная печь ДСП-200 ёмкостью 200 т:
1 - графитированный электрод диаметром 710 мм; 2 - электрододержатель;
3 - свод; 4 - водоохлаждаемое сводовое кольцо; 5 - цилиндрический кожух;
6 - водоохлаждаемая вспомогательная дверка; 7 - электромеханический механизм поворота печи вокруг вертикальной оси; 8 - электромеханический механизм наклона печи; 9 - сливной носок; 10 - подвижный токоподвод из водоохлаждаемых гибких кабелей; 11 - шток для вертикального перемещения системы стойка - рукав - электродержатель - электрод; 12 - токоподвод из охлаждаемых медных труб.
3.1.Литье в кокиль.
Кокиль – (coquille, француз. – раковина, скорлупа) – металлическая литейная много-кратно используемая форма. Сущность метода заключается в том, что вместо разовой песчано-глинистой используют постоянную металлическую форму - кокиль (рис. 5). В кокиле можно отлить достаточно большое количество отливок, прежде чем его будет необходимо подвергнуть ремонту или утилизации. Обладая по сравнению с песчано-глинистыми формами приблизительно в 60 раз более высокой теплопроводностью, кокили обеспечивают мелкозерниструю структуру отливок, что повышает их прочность.
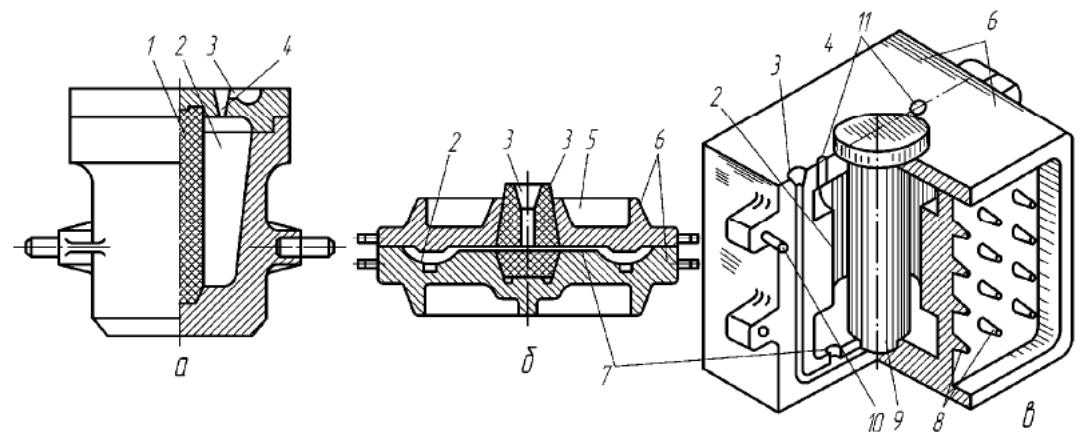
Рис. 5. Металлические формы – кокили.
Конструкция кокиля. По конструкции кокили различают неразъемные вытряхные (рис. 5а) и разъемные с горизонтальным (рис. 5б) и вертикальным (рис. 5в) разъемами. Разъемные кокили (б, в) состоят из двух половин 6, центрирующихся направляющими штырями 10. Чтобы избежать коробления, кокиль снабжают ребрами жесткости 5 (б) либо делают коробчатой формы (в). На наружной стенке кокиля для его ускоренного охлажде-ния иногда отливают пальцы 8 (в). Отверстие или внутреннюю полость в отливке образует песчаный стержень 1 (а) либо металлический – 9 (в). Металл заливают в литниковую чашу 3, и по стояку 4 и питателям 7 он заполняет полость формы 2. Так как металлические стер-жни неподатливы, то во избежание образования в отливке трещин их удаляют из формы до начала усадки металла. Если внутренняя конфигурация отливки очень сложна, то ме-таллические стержни делают из нескольких частей или заменяют песчаными. Литниковая система размещается в плоскости разъема кокиля. Для выхода воздуха из формы во время ее заливки, кроме выпоров 11 (в), в плоскости разъема по всей высоте кокиля прорезают щели глубиной 0,3-0,5 мм (на рисунке не показаны). Изготавливают кокили из серого чу-гуна, стали, а также из цветных сплавов литьем с последующей механической обработкой.
Обслуживание кокилей не требует рабочих высокой квалификации; значитетельно повышается производительность и уменьшаются необходимые производственные площади.
Технологический процесс кокильного литья можно легко механизировать. Ме-ханизированные кокили имеют устройство, позволяющее закрывать и раскрывать их с помощью пневматического или гидравлического привода. При массовом производстве несколько кокильных машин устанавливают на вращающиеся карусели, поворачиваю-щиеся на необходимый угол через определенное время, за которое производится заливка кокиля (рис. 6)
Кокильные машины бывают двух типов: однопозиционные и многопозиционные. К однопозиционным кокильным машинам относятся механизированные кокили, служащие для получения только одной отливки. Однако однопозиционные кокильные машины мо-гут быть и универсальные, на них кокили можно заменять и получать различные отливки.
Многопозиционные карусельные кокильные машины обычно состоят из группы однопозиционных машин, которые устанавливаются на вращающемся столе. При пово-роте стола последовательно совершаются следующие операции: закрывание кокилей, про-становка стержней, заливка расплава. После затвердевания и выбивки отливки кокили продуваются и покрываются облицовкой для следующего цикла. Конвейерные кокильные машины имеют транспортное устройство, по которому передвигаются тележки с однопо-зиционными кокильными машинами или кокили. На конвейере производится заливка кокилей сплавом и выбивка отливок.
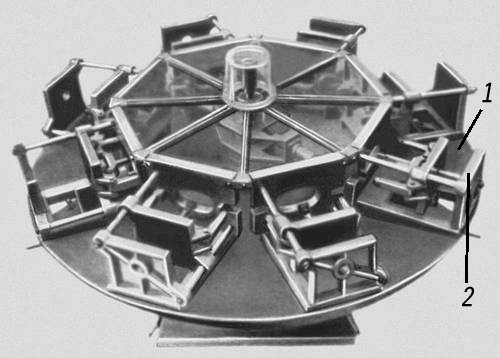
Рис. 6. Многопозиционная кокильная машина карусельного типа.
1 – однопозиционная машина; 2 – вращающийся стол.
Наряду с преимуществами у кокильного литья есть и недостатки: высокая стоимо-сть кокилей позволяет использовать их только в серийном и массовом производствах; опа-сность образования трещин в отливках из-за неподатливости металлического кокиля; чу-гунные отливки в кокиле получаются отбеленными и требуют длительного отжига для уменьшения твердости, что удорожает их производство. Кокильное литье применяют в условиях крупносерийного и массового производств при изготовлении несложных по ко-нфигурации отливок с толщиной стенок от 3 до 100 мм из чугуна, стали и цветных метал-лов.