

11 Вопрос
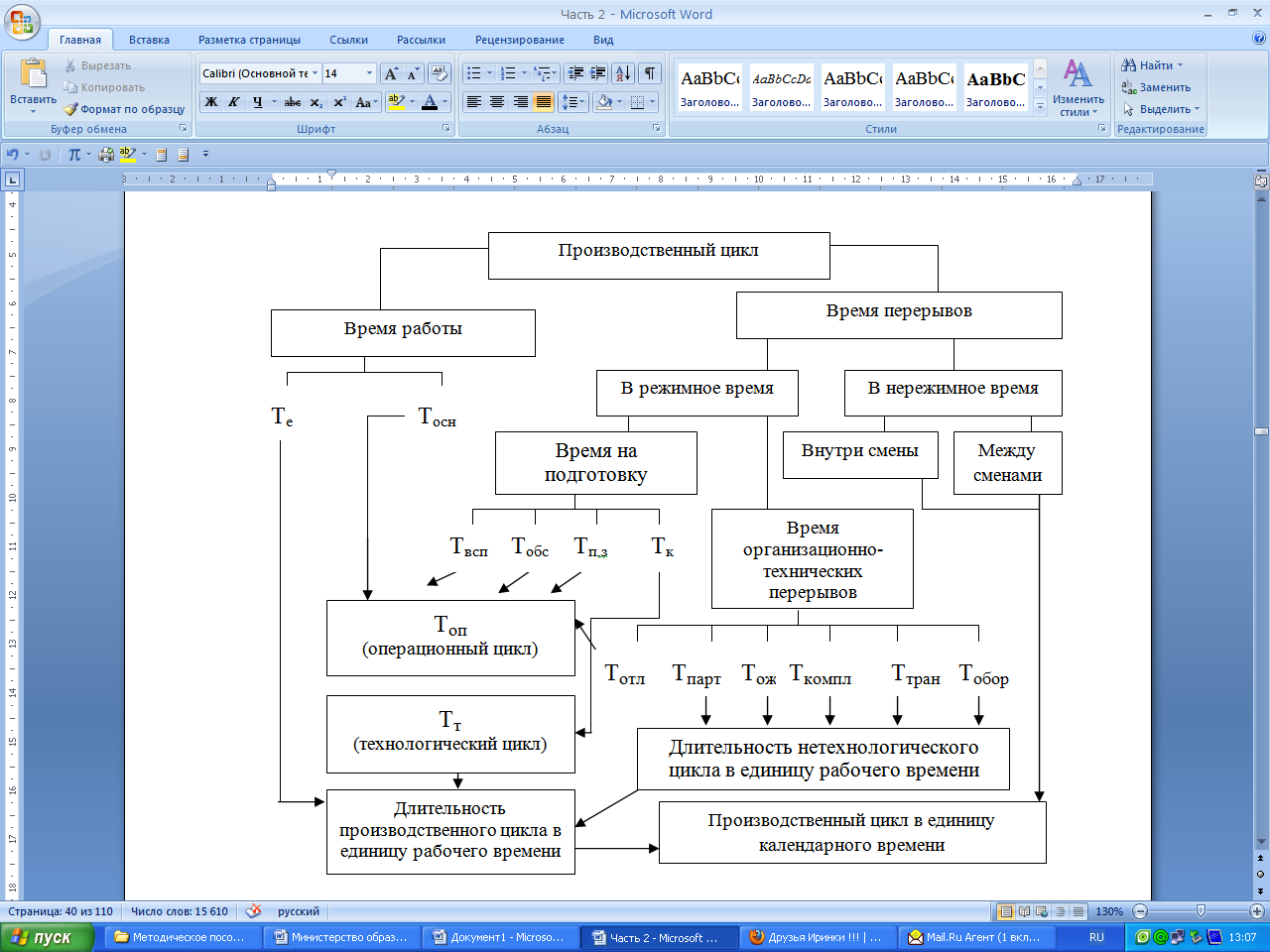
Те - время естественных процессов (охлаждение, сушка);
Тосн - время основных технических операции;
Т`всп - время вспомогательных процессов, не перекрываемое основным временем;
Тобс - время организационного и технического обслуживания;
Тотл - время на отдых и естественные надобности;
Тп.з. - время на подготовку и завершение задания, знакомство с работой и техдокументацией, наладку оборудования, сдачу продукции;
Тк - время контрольных операций;
Тпарт - пролеживание предметов труда в ожидании окончания обработки всей партии на операции;
Тож - пролеживание предмета труда вследствие различия в трудоемкости двух смежных операций; Ткомпл – время создания комплекта необходимых элементов единого целого;
Ттран - время межоперационной транспортировки, складирования;
Тобор - пролеживание партии деталей в линейных (межцеховых, межучастковых) заделах;
Твн см - время внутрисменных перерывов;
Тм см - время междусменных перерывов
Производственный цикл
Технологический цикл
Тт
=![]() суммарное время выполнения всех
технологических операций данного
техпроцесса,
суммарное время выполнения всех
технологических операций данного
техпроцесса,
Тт сумма операционных циклов Топi
m - общее число операций в многооперационном техпроцессе над изделием данного наименования
Тт многооперационного процесса зависит от степени параллельности выполнения смежных операций над партией изделий
Движение партии изделий по операциям может быть:
Последовательное;
Параллельное;
Параллельно - последовательное.
12 Вопрос
Производственная структура предприятия
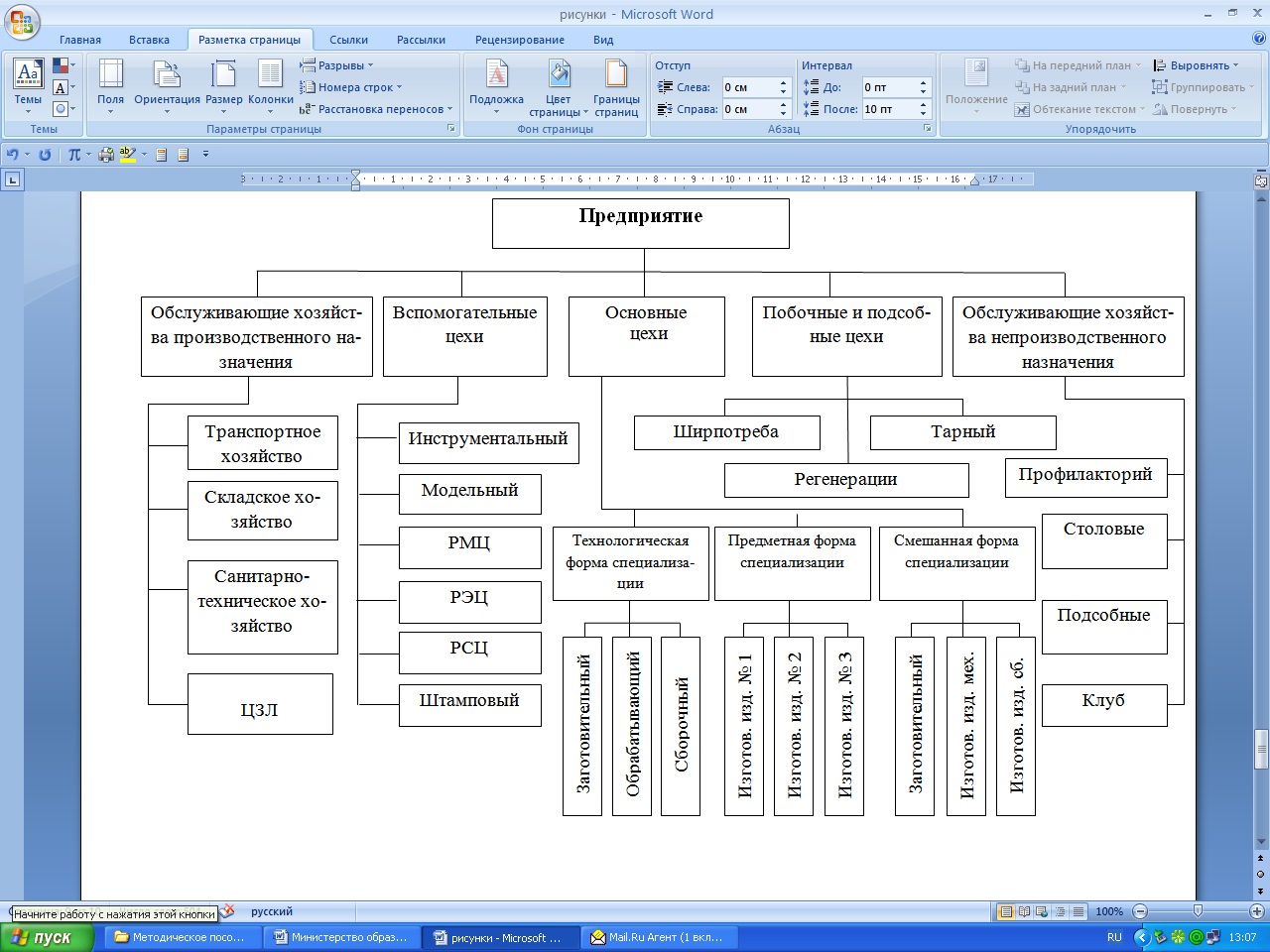
Пути организации производственных процессов:
Групповое расположение оборудования (технологическая специализация), маршрутный технологический процесс.
2. Произвольное (свободное) расположение оборудования в условиях гибкого производства. Концентрация операций на одном рабочем месте приводит к сочетанию преимуществ технологической и предметной специализации.
3. Организация предметно-замкнутых участков (ПЗУ) с предметным принципом специализации. Возможно построение ПЗУ со свободным маршрутом движения изделий либо с однонаправленным (поточным) перемещением изделий по оборудованию (переходная форма от непоточной к поточной).
13 Вопрос
Основные принципы планирования
Комплексность - система планирования должна охватывать деятельность предприятия во взаимосвязи всех его элементов.
2. Непрерывность - сопряжение плановых показателей на различных стадиях планирования (прогнозирования, перспективного и текущего), а также по уровням управления и функциональным направлениям деятельности предприятия.
3. Гибкость (адаптивность) - способность плана менять свою направленность при изменившихся условиях деятельности и иметь определенные резервы, т.е. иметь возможность корректировки для адаптации к изменившимся обстоятельствам бизнеса.
4. Обоснованность - планирование на основе информации о требованиях потребителей к техническому уровню к качеству продукции, уровню цен на нее и возможному объему поставок, нормативной базы планирования для расчета потребности в ресурсах.
5. Оптимальность - наиболее целесообразное использование производственных ресурсов путем обоснования наилучшего варианта плана деятельности предприятия.
Элементы планирования
Постановка целей;
2) Развернутое описание необходимых действий;
3) Ресурсное обеспечение;
4) Перечень участвующих исполнителей (служб) и определение их задач;
5) Сроки выполнения расчетных показателей.
