

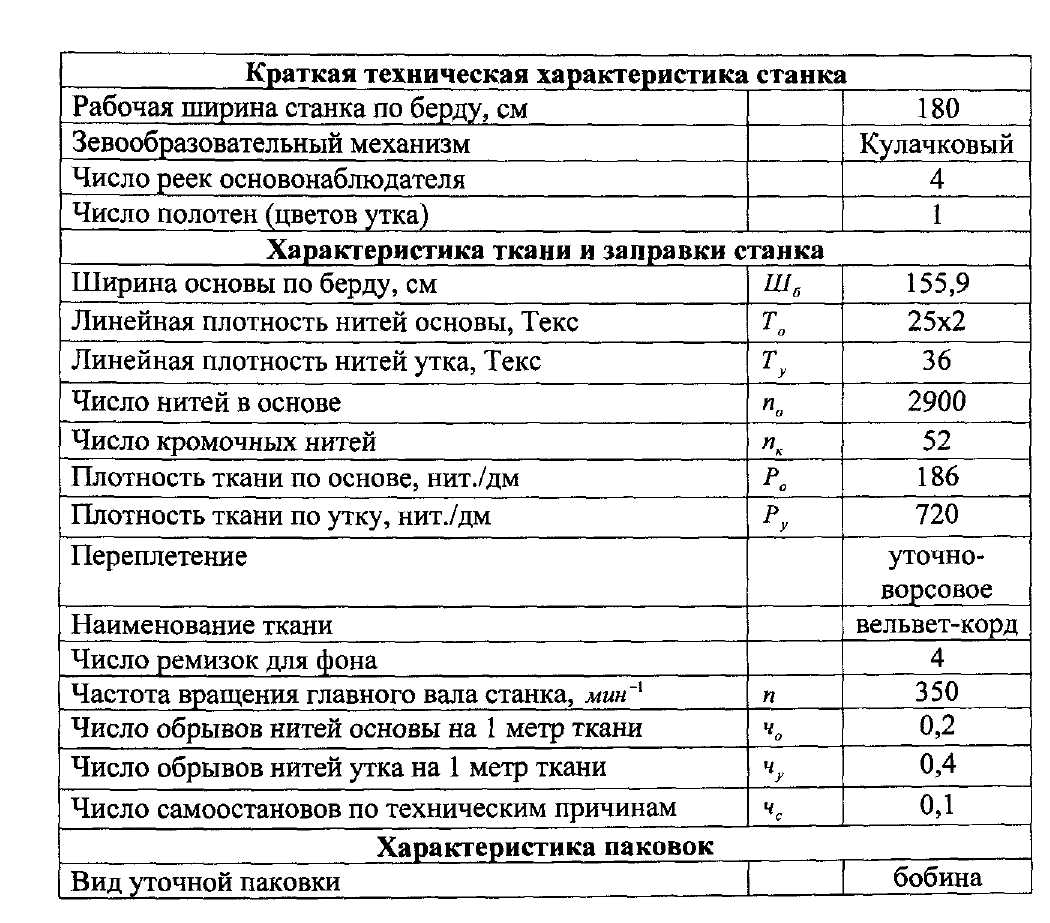
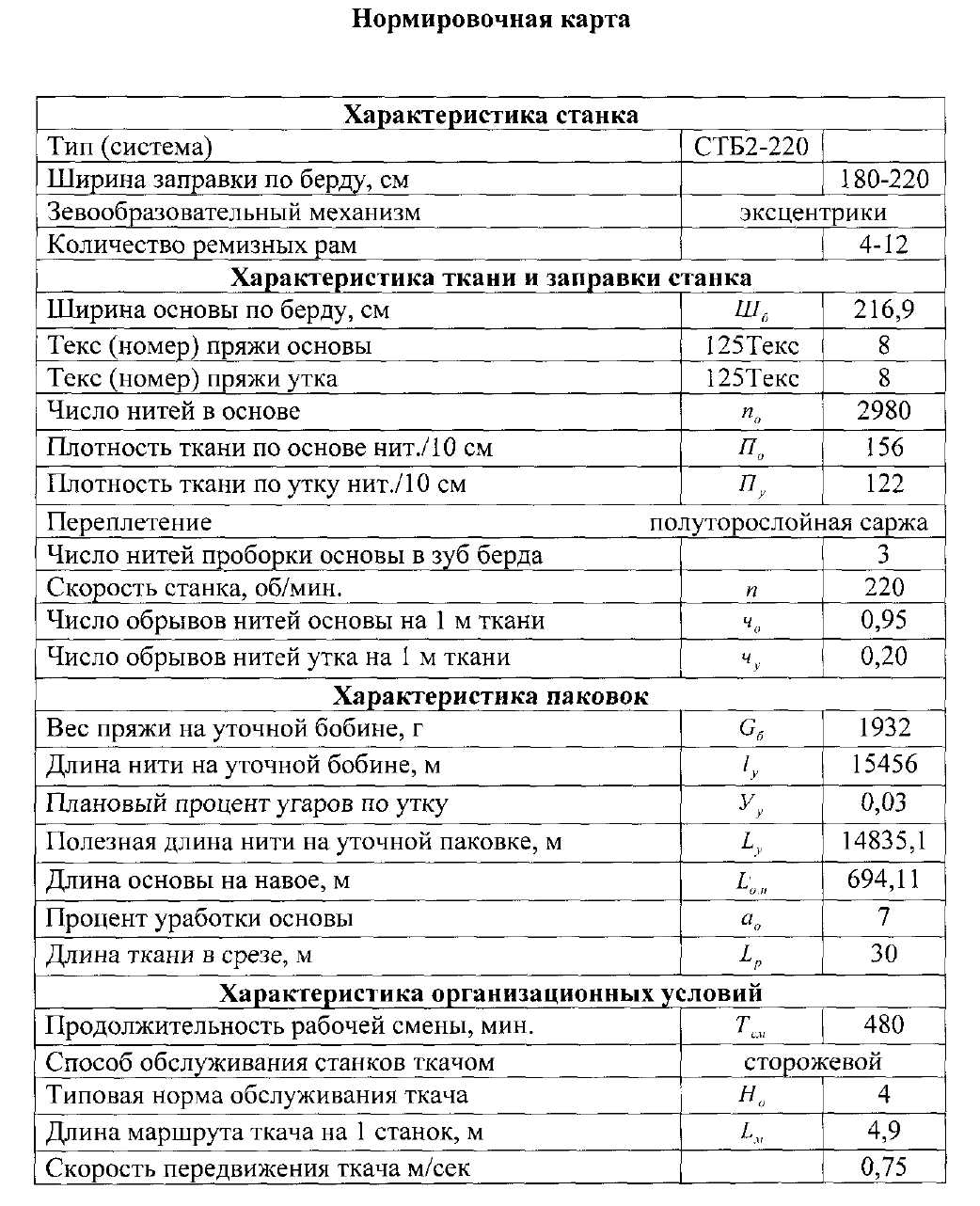
Нормировочная карта
238
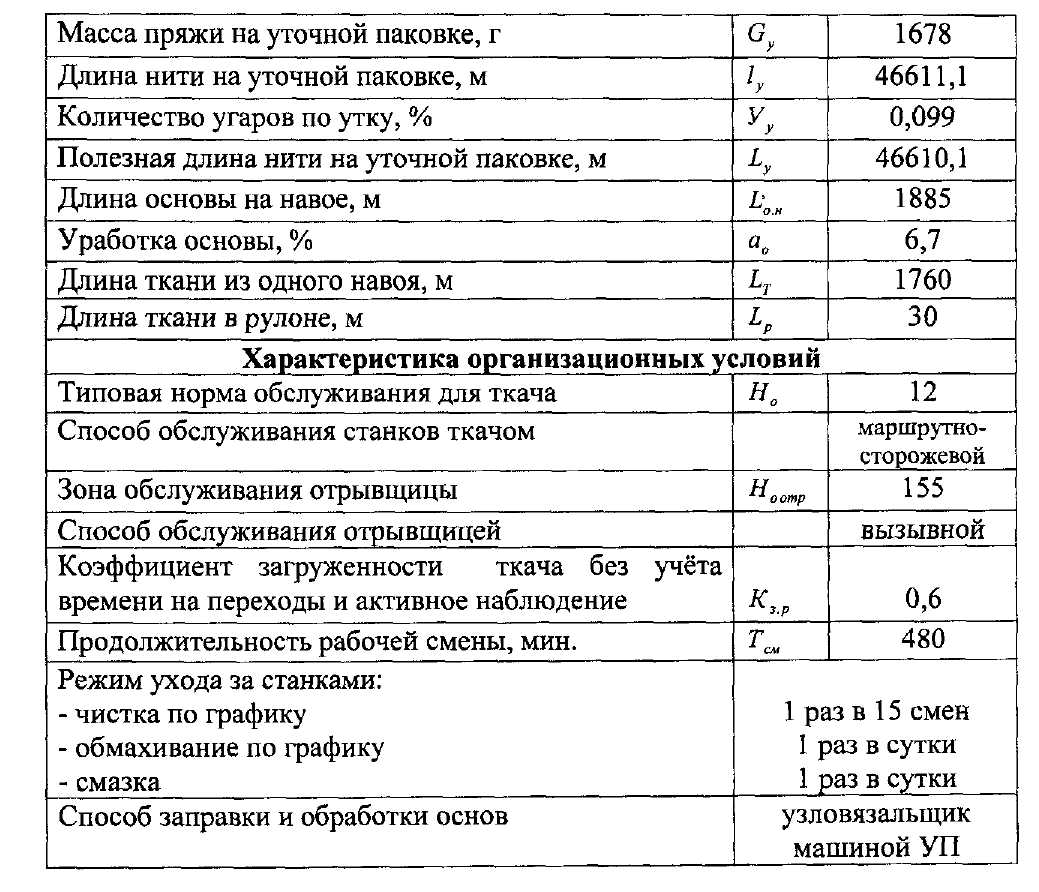
Расчёт
Теоретическая производительность станка
![]()
![]()
![]()
![]()
![]()

![]()
Число уточных паковок, необходимых для наработки 1 м ткани

![]()
![]()
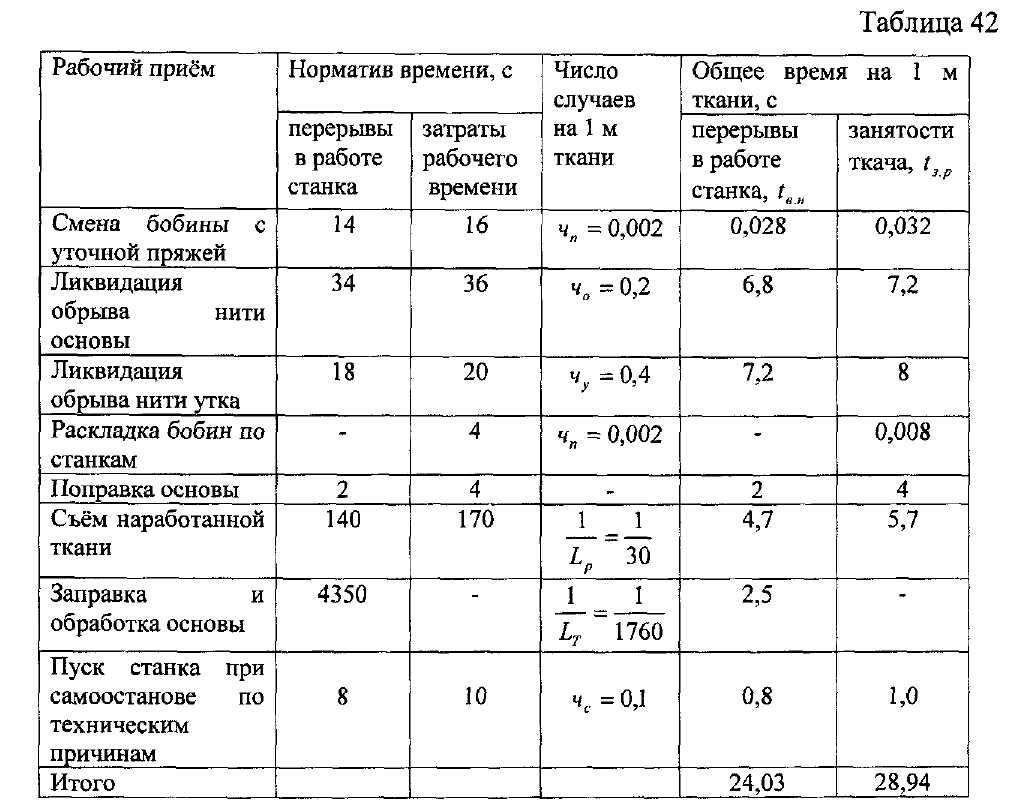
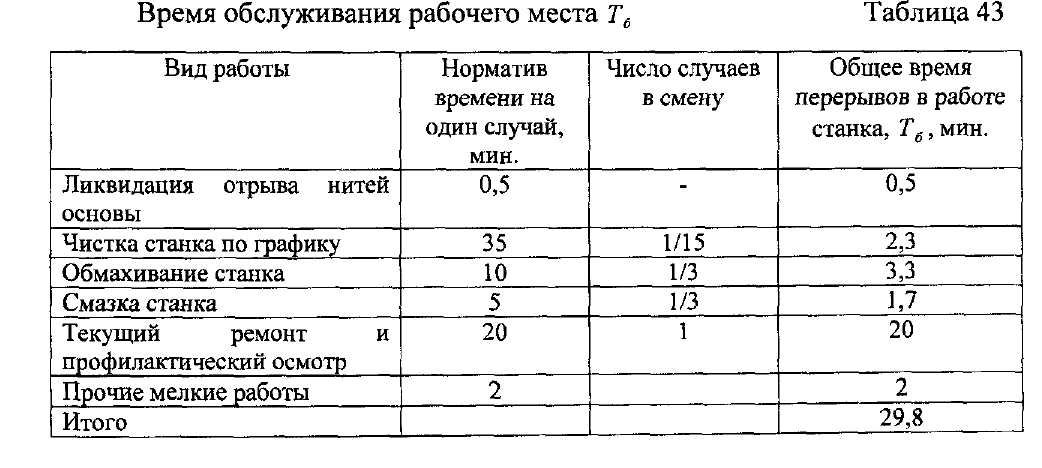
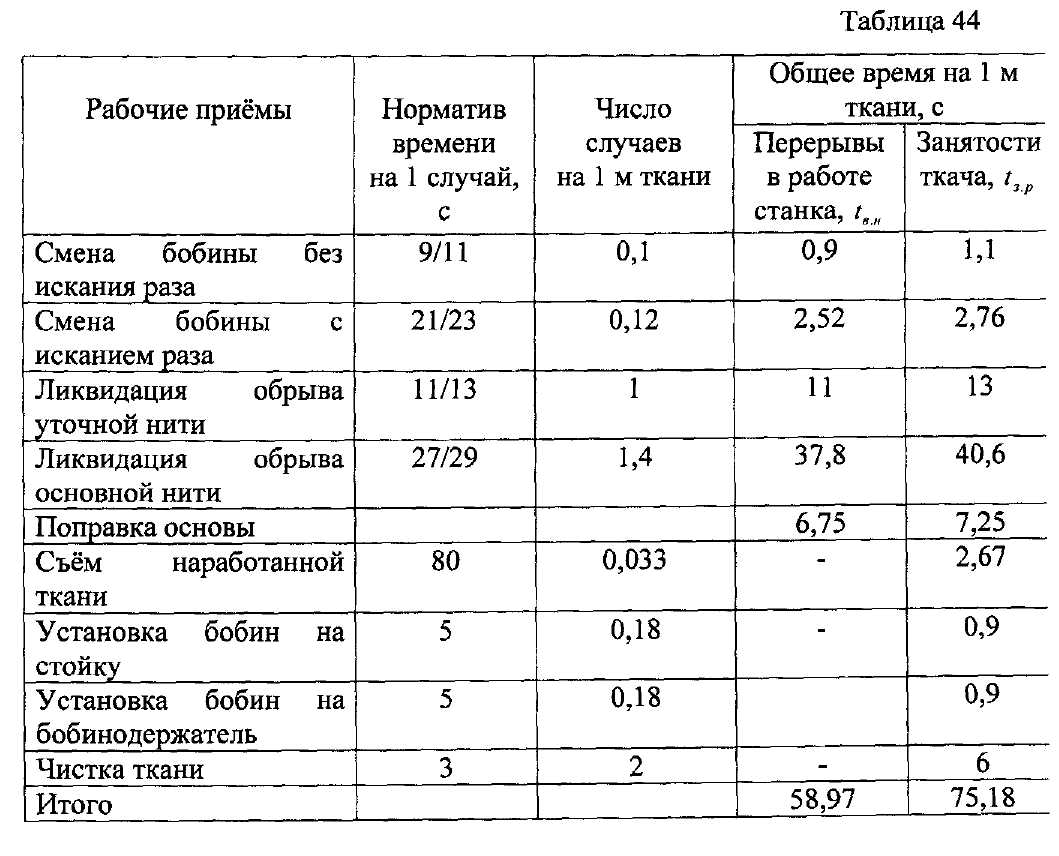
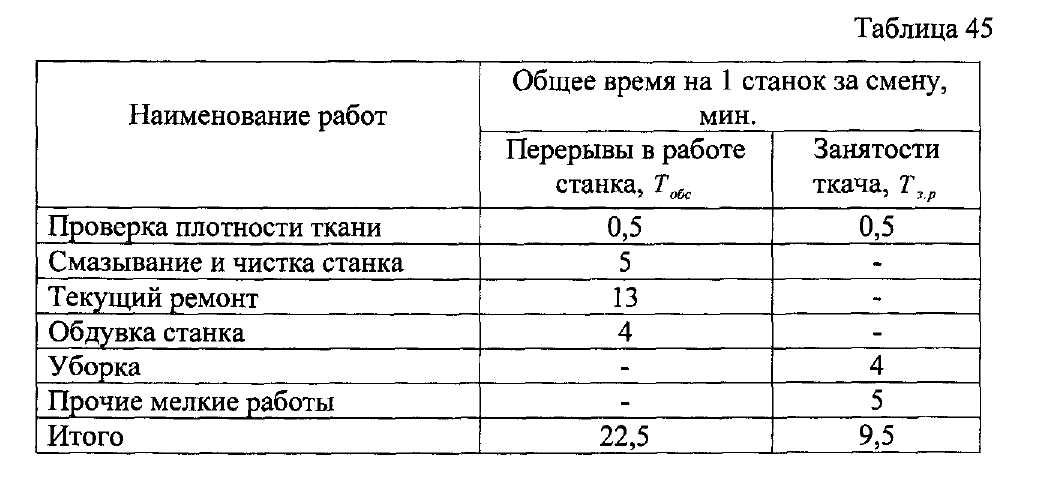
Вспомогательное технологическое время Перерывы в работе станка и загруженность ткача
239
240 Расчёт коэффициентов и норм :
Число
станков, которое может обслужить один
ткач при![]() и
и![]()


t 98 94
К3 = ^ К3й = =^ 0,6 = 0,038
Коэффициент перерывов из-за совпадения
![]()
Максимальное число
обслуживаемых станков при
число
обслуживаемых станков при![]()
(tM+teM) 3P (1234 + 24,03)
Принимаем
норму обслуживания ткача![]() Коэффициент
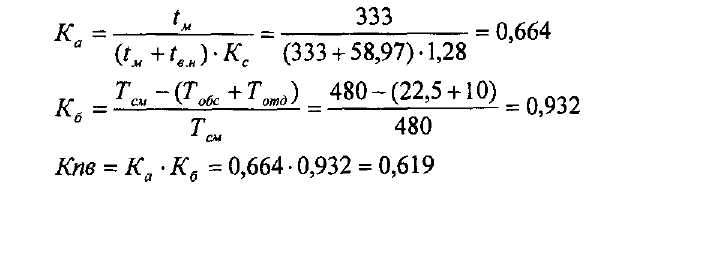
простоев по группе «а»
Коэффициент
простоев по группе «а»

Коэффициент простоев по группе «б»
![]()
Коэффициент
полезного времени Норма
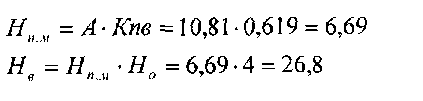
производительности станка
Норма
производительности станка
норма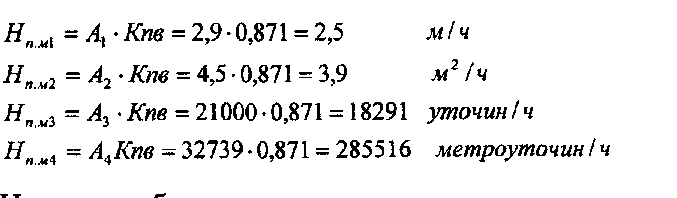 выраоотки
ткача
выраоотки
ткача
![]()
Пример расчёта нормы производительности ткацкого станка СТБ2-220 и нормы выработки ткача.
241

![]()
Теоретическая производительность станка
Машинное время наработки 1 м ткани
Число бобин, необходимых для наработки 1 м ткани

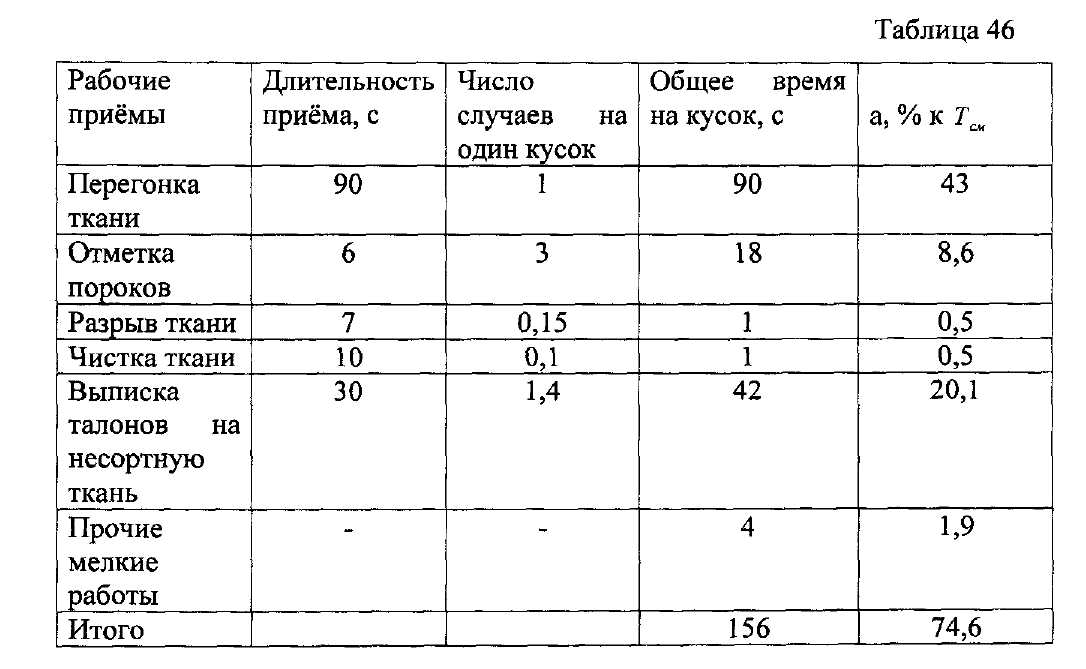
Расчёт вспомогательного технологического времени
242
243
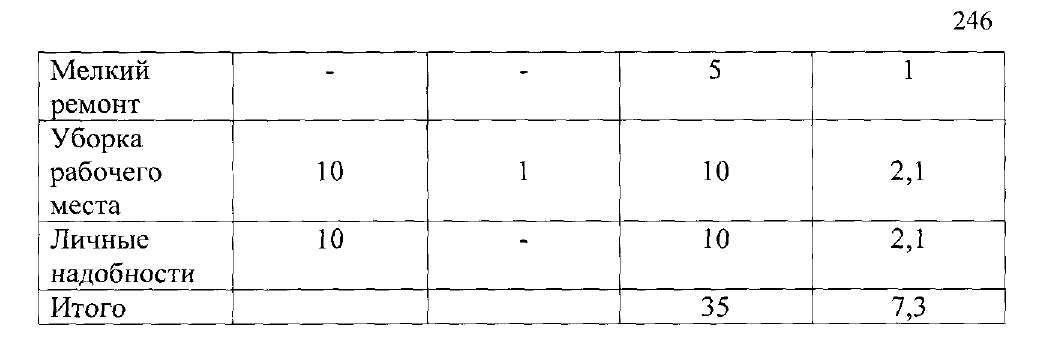
Время обслуживания рабочего места
![]()
Число
станков, которое может обслуживать
один ткач при![]()
![]()

Пользуясь
табл.1 найдём кс
=
1,28![]()
![]()
![]()

Принимаем
норму обслуживания![]() Расчёт
коэффициентов
Расчёт
коэффициентов
ткача, м/ч
Агрегатно-поточные линии для чистки и разбраковки суровой
ткани
Из ткацкого цеха суровая ткань поступает в учётно-браковочный отдел, где она чаще всего проходит контроль на машинах типа БУ, чистку на стригально-чистильных машинах типа УСД, измерение и складывание на машинах типа МС. В свое время в учётно-браковочных отделах осуществлялся процесс механизации и автоматизации ручного труда -создавались агрегатно-поточные линии, предназначенные для измерения, разбраковки суровой ткани, а также её очистки. В состав линии обычно включалось раскатное приспособление, швейная машина для сшивания кусков ткани, стригально-чистильная машина, столы счётчиков меры, браковочно-учётные и мерильно-складальные машины. Минимальную производительность в поточной линии имеет браковочно-учётная машина. В связи с этим в линии чаще всего предусматриваются одна стригально-чистильная машина, 2-3 машины типа БУ и в необходимых случаях мерильно-складальная машина. Как правило, машины типа БУ соединяются последовательно.
Ниже приведён пример расчёта нормы производительности агрегатно-поточной линии для чистки и разбраковки суровой ткани.
Исходные
данные. Скорость
движения ткани при разбраковке на
машинах
типа БУ
![]() =
45м/мин, скорость
перегонки ткани
=
45м/мин, скорость
перегонки ткани![]() =100м/мин,
=100м/мин,
длина
ткани в рулоне
![]() =
150.и, норма производительности машины
УСД-140,
входящей в состав линии,
=
150.и, норма производительности машины
УСД-140,
входящей в состав линии,
![]() =
2881ти/ч (при скорости движения
=
2881ти/ч (при скорости движения
ткани
53 м/мин. и![]() =
0,906).
=
0,906).
245
Расчёт
Теоретическая производительность машины типа БУ, м/ч
![]()
Машинное время разбраковки рулона ткани, с


![]()
![]() см.
в табл.47
см.
в табл.47


![]()
![]()
Норма производительности машины типа БУ и норма выработки контролёра, м/ч
![]()
Число машин типа БУ, входящих в состав линии, равно 2881 : 1433,7 = 2 Норма производительности линии, м/ч
![]()