

Тема 13. Сапр автоматизації технологічної підготовки виробництва та моделювання
13.1. Компас-автопроект
Цей програмний комплекс автоматизації технологічної підготов-ки виробництва призначений для вирішення широкого спектру за-вдань: автоматизованого проектування технологічних процесів, ро-зрахунку оптимальної кількості матеріалів для виробництва виробу, розрахунку режимів обробки для різних видів виробництв, розраху-нку оптимальних витрат праці, формування необхідного комплекту технологічних документів (рис. 13.1). Технологічна інформація з програмного комплексу передається в різні системи класів PDM/MRP/ERP для виробничого планування і управління.
При створенні на підприємстві єдиного комплексу автоматизації конструкторсько-технологічної підготовки, зберігання технологіч-ної інформації створеної в КОМПАС-Автопроект виконує система управління даними про виріб ЛОЦМАН:PLM (або інша PDM/PLM система).
При автономному використанні програмний комплекс склада-ється з двох підсистем: АВТОПРОЕКТ-технология і АВТОПРОЕКТ-спецификация.
Підсистема АВТОПРОЕКТ-технология забезпечує:
автоматизоване проектування технологічних процесів для різних видів виробництв (механічної обробки, збірки, зварки, термообро-бки, штампувального виробництва, литва, гальванічних покриттів і т.д.) або “крізних” техпроцесів, що включають операції різних виробництв:
розрахунок режимів різання для механічної обробки;
розрахунок режимів зварювання;
розрахунок норм часу на виконання операцій (трудове нормуван-ня);
114
формування необхідного комплекту технологічної докум ентації;
переклад т ехнологічного процесу іноземною мовою.
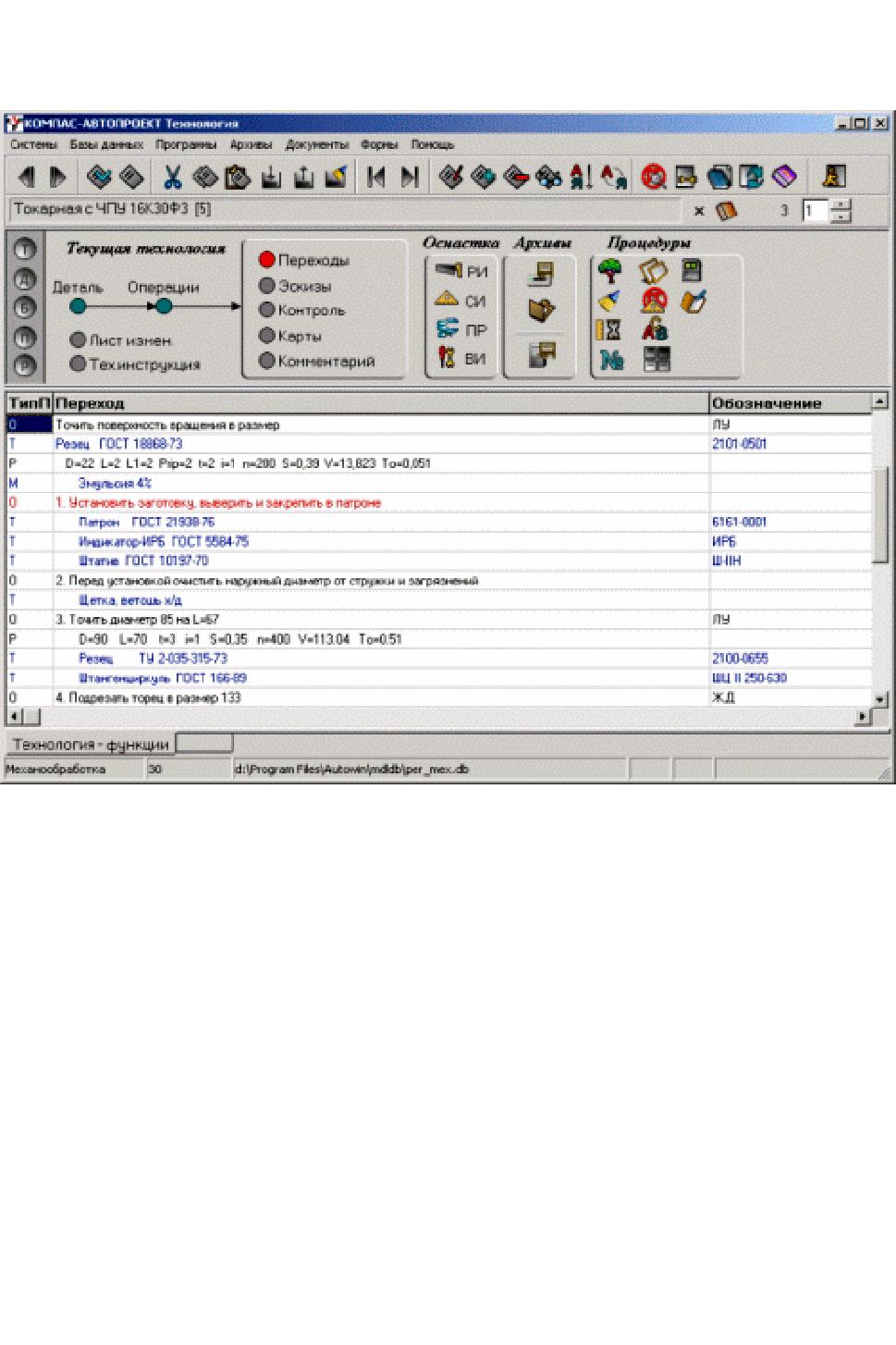
Рис. 13.1. Інтерфейс програ ми КОМПАС- АВТОПРОЕКТ
Автоматизоване проектування технологічних процесі в здійсню-ється у таких режимах:
використання техпроцесу-аналогу з автомати чним вибором відпо-відної технології з архіву за різними критеріями, у тому числі і за конструкторсько-технологічним кодом деталі, що забезпечує най-більш точний підбір;
використання типового техпроцесу;
використання бібліотеки типових технологі чних опера цій і пере-ходів;
автоматичного доопрацювання типової технології на основі даних,
переданих з праметричного креслення або ескіза КОМПАС-График; − автоматичного доопрацювання типової технології на основі роз-
11 5
рахункових даних або таблиці типорозмірів виготовлюваних дета-лей.
Формування комплекту технологічної документації здійснюється в середовищі MS Excel. Забезпечується автоматична вставка опера-ційних ескізів, різна нумерація технологічних карт у складі компле-кту. У базове постачання входять бланки карт за ЕСКД (маршрутні і маршрутно-операційні карти, карти ескізів, контролю, карти техно-логічного процесу, відомості оснащення, карти комплектувань). При необхідності користувач за допомогою відповідного майстра має можливість самостійного створення нових форм технологічних документів, у тому числі і на вимогу стандарту підприємства.
У автоматизованому режимі розраховуються норми допоміжного часу на установку заготовки, на виконання переходу, на контрольні вимірювання після обробки деталей, підготовчо-завершальний і штучний час.
При необхідності всі розрахункові залежності і методики можуть бути відкоректовані користувачем або додані алгоритми розрахун-ків, що вже застосовуються на підприємстві.
Підсистема АВТОПРОЕКТ-технология дозволяє істотно розши-рювати без участі розробників можливості підсистеми, настроювати автоматизовану розробку техпроцесів для нового вигляду вироб-ництв.
Підсистема АВТОПРОЕКТ-спецификация забезпечує:
введення і управління інформацією про склад виробу;
централізоване ведення архіву конструкторсько-технологічної до-кументації;
пошук об’єктів складу виробу і документації, що відноситься до них, по різних критеріях;
розмежування прав доступу до технологічних документів;
створення багатоваріантних міжцехових маршрутів виготовлення виробу;
контроль вхідної і використовуваної номенклатури виробів, що випускаються;
матеріальне нормування по настроювальних алгоритмах;
автоматичну заміну даних в архіві технологічних процесів при зміні нормативній документації з автоматичним формуванням сповіщення про зміну;
формування зведених відомостей (подетально-специфікованих і
116
зведених норм витрати матеріалів, відомостей трудомісткості ви-готовлення виробу, завантаження устаткування, відомості техно-логічних маршрутів).
Для роботи з складом виробу передбачена можливість імпорту конструкторської специфікації з КОМПАС-3D і з інших джерел.
Унікальною особливістю системи КОМПАС-АВТОПРОЕКТ є можливість роботи з базами даних, що вже є на підприємстві без їх конвертації. Забезпечується підключення баз різних СУБД, зокрема
Access, Paradox, Foxpro і т.д.
Для інтеграції з іншими додатками використовується API КОМПАС-АВТОПРОЕКТ, що розроблений на основі COM-технології і включає близько 300 функцій.