Особенности проектирования приспособлений для станков автоматов, агрегатных станков и автоматических линий, состоящих из этих станков
При полной автоматизации цикла обработки на данных станках необходима автоматизация приспособлений
При автоматизированных приспособлений требуется так же дополнительно управляющее и транспортирующее устройство
Требования к автоматическим приспособлениям
Особое внимание при проектировании данных приспособлений должно быть обращено на удаление стружки.
Мелкую стружку удаляют из труднодоступных мест струей сжатого воздуха, отсасывая или смывая СОЖ
В других случаях, стружку удаляют механически.
При обработке вязких материалов для измельчения стружки применяют инструмент снабженный стружколомами
Должна быть исключена возможность неправильной установки заготовки, для этого применяют блокировочные и предохранительные устройства, а также контрольный габарит
Привод выполняют механическим, пневматическим, гидравлическим и д.р. Управление приводами осуществляется кулачками, упорами, конечными выключателями.
При автоматизации приспособлений на автоматических линиях применяют два типа приспособлений
Стационарные – жестко закрепляют на станциях автоматических линий, в них подаются, устанавливаются, закрепляются и обрабатываются заготовки. После выполнения обработки заготовки открепляются, удаляются из приспособления и передаются на транспортирующее устройство, для перемещения на следующую позицию. Установочные элементы здесь выполняются в виде опорных пластин, являющихся продолжением направляющих планок транспортирующего устройства и располагаются с ним на одном уровне. Для предотвращения брака обработки предусматривается автоматический контроль с использованием пневматических, электрических и д.р. датчиков. Требования – работа приспособлений должна быть согласована с действиями станка и транспортирующего устройства. Должны быть надежными и безопасными в работе особое внимание должно уделяться очистке приспособлений от стружки. Для обеспечения заданной точности обработки необходимо выполнять расчеты. Зажимное устройство должно быть надежным, его выполняют самотормозящимся, оно не должно вызывать деформацию заготовки.
Приспособления спутники – представляют устройства которое сопровождают закрепленную в них заготовку по всем позициям автоматической линии. Спутники применяют при обработке трудно транспортируемых заготовок, сложной конфигурации с постоянством баз. Все стадии обработки выполняются при одном установе. В простейшем случае, приспособление спутник представляет собой плиту прямоугольной формы, на которой закрепляется заготовка.
Автоматизированное проектирование станочной оснастки
Между параметрами оснащаемой детали и формируемой технологической оснасткой существует информационно-функциональная взаимосвязь. Все это создает предпосылки для комплексной автоматизации в эту основу положены следующие принципы.
Информация описывающая конструкцию приспособления является результатом переработки сведений об оснащаемой детали и технологических операциях ее изготовления.
Для конструкции любого приспособления существует возможность ее декомпозиции на определенное число составляющих – конструктивных элементов.
Конструкция всякого приспособления может быть синтезирована из определенного числа конструктивных элементов
Конструктивные элементы отличаются свойствами и характеристиками, которые можно представить в ЭВМ.
Между элементами в конструкции существуют некоторое кол-во моделированных отклонений, общих для всех приспособлений.
В каждом конструктивном элементе как разновидности твердого тела можно зафиксировать его положение для определения значений позиционных отношений между элементами.
Проектирование специального станочного приспособления.
Исходные данные
Большую часть исходных данных получают из чертежа детали и разработанного технологического процесса ее изготовления. К этим данным относятся
Эскиз заготовки на выполняемые операции с указанием габаритных размеров, материала заготовки, его характеристик, допусками и техническими требованиями.
Операционная карта с эскизами обработки и необходимыми сведениями о поверхностях которые должны обрабатываться при установке заготовки в проектируемое приспособление также должна быть указана или предложенна схема базирования заготовки в приспособлении с классификацией технологических баз и указанием их на эскизе в виде опорных точек.
Программа выпуска детали определяющая тип производства
Модель и технические характеристики оборудования на котором будет производится обработка с использованием проектируемого приспособления
Данные о режущем инструменте и технологических условий обработки на рассматриваемые операции. (тип режущего инструмента, инструментальный материал, режимы резания.)
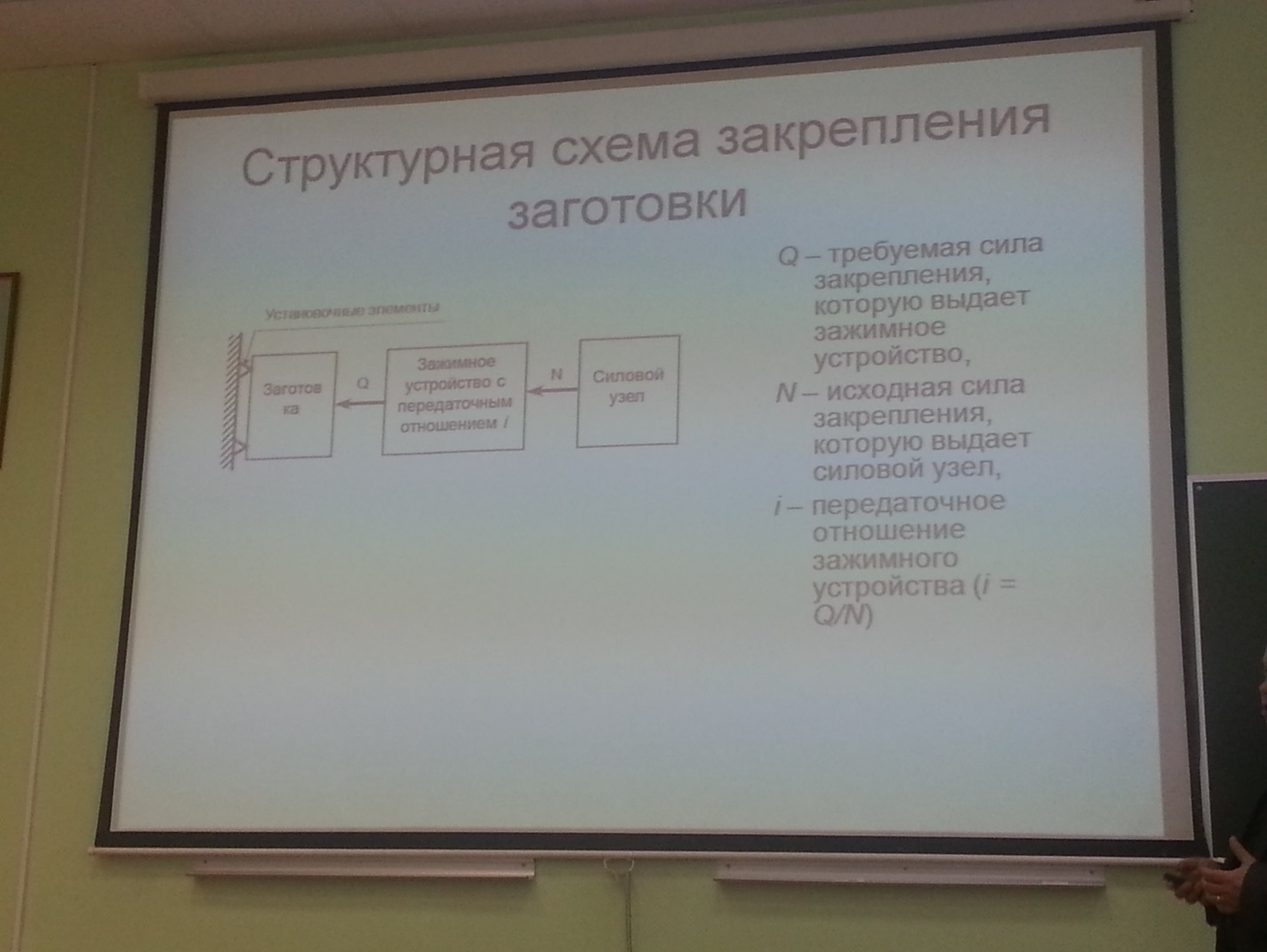
Принципиальная схема приспособления.
Под принципиальной схемой, понимают схему на которой изображен полный состав элементов и связи между ними, что позволяет получить полное представление о принципах действия приспособления.
В любом случае на принципиальной схеме должны быть представленны, установочные элементы, зажимные механизмы, силовые приводы, передаточные звенья и другие подвижные и не подвижные элементы
Расчеты силы закрепления с определением характеристик силового привода.
Необходимую величину силы закрепления определяет путем решения задачи статики, рассматриваем равновесие заготовки под действием приложенных к ней сил и моментов, для этого составляют расчетную схему
Расчетная схема должна содержать
- схему установки заготовки
- силы и моменты резания действующие на заготовку
- силы закрепления заготовки
- реакцию установочных элементов
- силы и моменты трения, в местах контакта заготовки с установочными элементами и зажимными устройствами.
Расчетную схему следует составлять для наиболее неблагоприятного положения режущего инструмента на обрабатываемой поверхности, когда силы и моменты стремящиеся изменить положение заготовки в приспособлении максимальны.
Выбор силового привода (не рекомендуется ручное закрепление) и определение его геометрических характеристик
Зажимными устройствами называют механизмы устраняющие возможность вибрации или смещения заготовки относительно установочных элементов приспособления под действием собственного веса или сил возникающих в процессе обработки.
Принцип работы зажимных механизмов заключается в том, что бы выбрать и приложить к заготовке требуемую силу закрепления