

Практическая работа № 7
Расчет режима обжатий системы вытяжных калибров «овал-ребровой овал»
Цель: научиться рассчитывать калибровку по системе «овал-ребровой овал», определять размеры калибров и выполнять чертежи калибров.
Задание: Рассчитать калибровку валков для прокатки круга по системе овал-ребровой овал. Привести расчет последних четырех и чертежи последних двух калибров.
Дано: F1=297 мм2, D=350мм
Расчет ведется против хода прокатки
Определяем размеры первого ребрового овального калибра
В соответствии с рисунком задаемся общим коэффициентом вытяжки для первой пары калибров.
Вытяжка в овальном калибре обычно больше в 1,05, чем в ребровом овальном калибре. Поэтому вытяжку в первом ребровом овальном калибре определяем по формуле

Вытяжка во втором овальном калибре будет равна

Задаемся отношением высоты ребрового овального калибра к его ширине
h1/b1 = 1,2
Определяем площадь калибра
Определяем ширину ребрового овального калибра
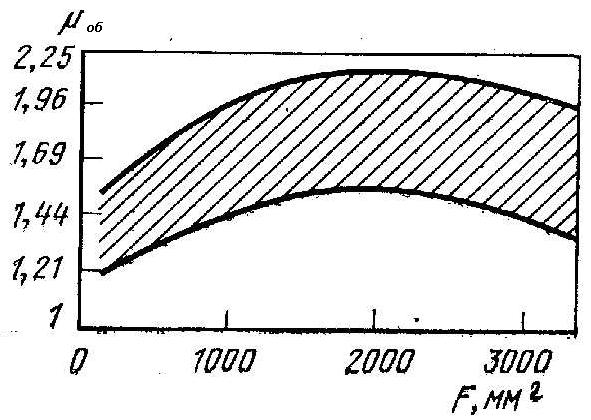
Определяем уширение Δb1 в первом ребровом овальном калибре по графику, учитывая диаметр валков
если D=350 мм
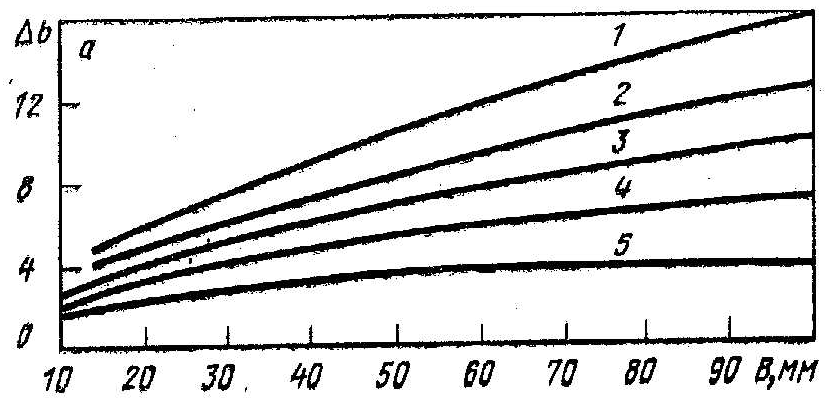
если D=250 мм

1 – μ1=1,5; 2 – μ1=1,4; 3 – μ1=1,3; 4 – μ1=1,2; 5 – μ1=1,1.
Определяем остальные размеры калибра:
радиус, которым очерчивается боковая сторона калибра

радиус закругления при вершине калибра
r1=(0.3-0.6)R1=0.5*13.5=6.5
радиус закругления у бурта
r1.1=(0.1-0.2)R1=0.1*11,08=1,1
зазор между валками
t1=(0.1-0.2)h1=0.2*21,8=4,36
Определяем размеры второго овального калибра с учетом его кантовки
F2=μ1F1=1,16*297=344,52
h2=b1-Δb1=18,16-3=15,16
Определяем
отношение
 и по таблице Кирхберга находим b2
и R2.
и по таблице Кирхберга находим b2
и R2.
R2=2,14*15,16=32,44
b2=1,39*19,16=21.07
t2=0,18h2=0,1*15,16=1,51
r2=0.2h2=0,2*15,16=3,03
Определяем размеры третьего ребрового овального калибра
F3=μ2F2 и так далее в соответствии с методикой.
F3=μ2F2=1,22*344,52=420,31
Определяем размеры третьего ребрового овального калибра
В соответствии с рисунком задаемся общим коэффициентом вытяжки для третей пары калибров.
Вытяжка в овальном калибре обычно больше в 1,05, чем в ребровом овальном калибре. Поэтому вытяжку в первом ребровом овальном калибре определяем по формуле

Вытяжка во втором овальном калибре будет равна

Задаемся отношением высоты ребрового овального калибра к его ширине
h3/b3 = 1,2
Определяем ширину ребрового овального калибра
Определяем уширение Δb3 в первом ребровом овальном калибре по графику, учитывая диаметр валков
если D=350 мм
если D=250 мм
1 – μ1=1,5; 2 – μ1=1,4; 3 – μ1=1,3; 4 – μ1=1,2; 5 – μ1=1,1.
Определяем остальные размеры калибра:
радиус, которым очерчивается боковая сторона калибра

радиус закругления при вершине калибра
r3=(0.3-0.6)R3=0.6*13,1=7,86
радиус закругления у бурта
r3.1=(0.1-0.2)R3=0.2*13,1=2,62
зазор между валками
t3=(0.1-0.2)h3=0.2*25,92=5,18
Определяем размеры четвертого овального калибра с учетом его кантовки
F4=μ3F3=1,16*420,31=487,56
H4=b3-Δb3=18,6
Определяем
отношение
 и по таблице Кирхберга находим b4
и R4.
и по таблице Кирхберга находим b4
и R4.
R4=1,27*18,6=23,62
b4=2,02*18,6=37,57
t4=0,19h4=0,1*18,6
r4=0.2h4=0,2*18,6=3,72
ВЫВОД: Я научился рассчитывать калибровку по системе:«овал-ребровой овал», определять размеры калибров и выполнять чертежи калибров.
Практическая работа № 8
Калибровка валков НЗС
Цель: научиться рассчитывать калибровку валков НЗС и определять основные размеры калибров.
Задание: Рассчитать калибровку валков НЗС 900/700/500 для прокатки квадратной заготовки из блюма (схема НЗС 900/700/500 представлена на рисунке).
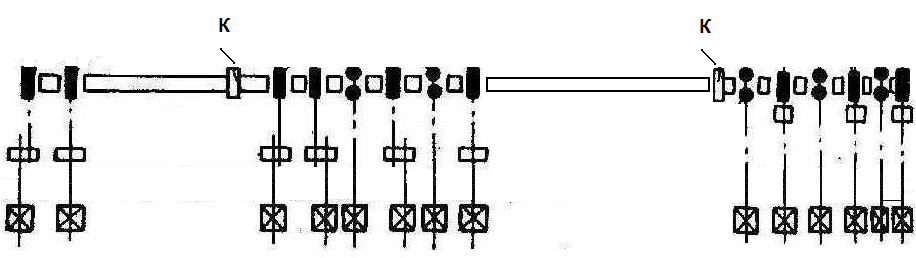
К – кантователь
Стан состоит из трех непрерывных групп клетей: обжимной, черновой и чистовой.
В обжимной и черновой группах клетей прокатка ведется по системе вытяжных ящичных калибров. В чистовой группе клетей – по схеме «ромб-квадрат».
Расчет калибровки ведется по методу А.П. Чекмарева (по ходу прокатки)
Определяем общие и средние коэффициенты вытяжки
где F0 и Fк – площади поперечного сечения блюма и заготовки, мм2;

где n – количество проходов (клетей) на стане.
Определяем размеры полосы при прокатке в обжимной группе в ящичных калибрах (1 и 2 клети)
Определяем основные размеры ящичного калибра первой горизонтальной (Г) клети (все размеры округляем до целых чисел).
площадь
поперечного сечения калибра 
обжатие
в первом калибре 
где b0 – ширина блюма, мм;
k – коэффициент уширения (принимаем в пределах от 0,12 до 0,15);
уширение
в первом калибре 
высота
первого ящичного калибра 
ширина
первого ящичного калибра 
Определяем основные размеры ящичного калибра второй горизонтальной (Г) клети аналогично.
Определяем размеры полосы при прокатке в черновой группе в ящичных калибрах (клети 3÷8)
Определяем основные размеры ящичного калибра третей горизонтальной (Г) клети
Перед черновой группой клетей расположен кантователь, предназначенный для кантовки полосы на 90º, поэтому расчет третьего калибра будем вести, исходя из следующих соображений:
h2=b2
b2=h2
Далее расчет ведется в соответствии с пунктом 2.1
площадь
поперечного сечения калибра 
обжатие
во втором калибре 
уширение
ввторого калибре 
высота
первого ящичного калибра 
ширина
второго ящичного калибра 
площадь
поперечного сечения калибра 
обжатие
во третьего калибре 
уширение
в третьегокалибре 
высота
третьего ящичного калибра 
ширина
третьего ящичного калибра 
Определяем
основные размеры ящичного калибра
четвертой горизонтальной (Г) клети в
соответствии с пунктом 2.1площадьПлощадь
поперечного сечения калибра 
обжатие
в калибре 
уширение
в калибре 
высота
в ящичного калибра 
ширина
в ящичного калибра 
Определяем основные размеры ящичного калибра пятой вертикальной (В) клети.
В вертикальных клетях обжатие ведется по ширине калибра, а уширение – по его высоте, поэтому
уширение
в калибре 
обжатие
в пятом калибре 
уширение
в пятом 
Размеры остальных клетей черновой группы определяем в соответствии с пунктами 2.1 и 3.3 соответственно для горизонтальных и вертикальных клетей.
Площадь
поперечного сечения калибра 
обжатие
в шестом калибре 
уширение
в шестом калибре 
высота
шестого ящичного калибра 
ширина
шестого ящичного калибра 
уширение
в калибре 
обжатие
в пятом калибре 
уширение
в пятом 
Определяем размеры полосы при прокатке в чистовой группе по системе калибров «ромб-квадрат» (клети 9÷14)
Определяем основные размеры ромбического калибра девятой вертикальной (В) клети
Перед чистовой группой клетей расположен кантователь, предназначенный для кантовки полосы на 45º, поэтому расчет будем вести, исходя из данных:

В ромбический калибр девятой клети задается квадрат из восьмой клети по диагонали. Расчет ведем по правилу hn=bn-1
высота ромба (большая его диагональ) h9=1,41а8=1.41*139=195.99
ширина
ромба (меньшая его диагональ) 
Определяем основные размеры квадратного калибра десятой горизонтальной (Г) клети
высота и ширина квадрата (его диагонали) равны меньшей диагонали ромба
h10=b10=b9=172
сторона
квадрата десятой клети 
Размеры калибров оставшихся клетей с 11 по 14 рассчитываем в соответствии с пунктами 4.1 и 4.2
Перед чистовой группой клетей расположен кантователь, предназначенный для кантовки полосы на 45º, поэтому расчет будем вести, исходя из данных:

высота ромба (большая его диагональ) h11=1,41а10=1.41*112=159
ширина
ромба (меньшая его диагональ) 
В ромбический калибр девятой клети задается квадрат из восьмой клети по диагонали. Расчет ведем по правилу hn=bn-1
Определяем основные размеры квадратного калибра десятой горизонтальной (Г) клети
высота и ширина квадрата (его диагонали) равны меньшей диагонали ромба
h12=b12=b11=166
сторона
квадрата десятой клети 
высота ромба (большая его диагональ) h13=1,41а12=1.41*117=148
ширина
ромба (меньшая его диагональ) 
высота и ширина квадрата (его диагонали) равны меньшей диагонали ромба
h14=b14=b13=149
сторона
квадрата десятой клети 
Определяем катающий диаметр валков в каждой клети
для
ящичных калибров горизонтальных
клетей 
для
ящичных калибров вертикальных клетей 
для
ромбических и квадратных калибров
горизонтальных клетей 
для
ромбических и квадратных калибров
вертикальных клетей 









Определяем константу калибровки (без учета опережения)
c=FDкn=0.16, м3/с
Определяем скорость прокатки в каждой клети


ВЫВОД: Я научился рассчитывать калибровку валков НЗС и определять основные размеры калибров.
Практическая работа № 9
Тема: Расчет производительности непрерывного заготовочного стана.
Цель: Научится определять tм, tn, Tp, Aчас.ф., Агод непрерывного заготовочного стана, а также строить график прокатки.
Дано: L1= 3,5м , L2=3м , L6,7= 90,1м, υср=2,2м/с , l1=64,5м, l2=230,8м, m=10,6, Кр=1,15, nкр+nппр=17сут., υ1=0,4м/с, υ2=0,5м/с, υ3=0,6м/с, υ4=0,81м/с, υ5=1,12м/с, υ6=1,45м/с, υ7=1,84м/с, υ8=2,24м/с, υ9=2,68м/с, υ10=3,25м/с, υ11=4,13м/с, υ12=5,07м/с.
1. Определяем машинное время в каждой группе клетей:
2. Определяем время пауз:









 3.
Определяем ритм прокатки:
3.
Определяем ритм прокатки:
Tp=tмI+∑tn1,2,3,4,5=44,5+8,75+7+5,8+4,3+3,1=3,45
4. Определяем часовую производительность:
5. Определяем годовую производительность:


nф=nномКв nф=0,9*8352=7516,8
nном=24(365-nкр-nппр) nном=24(365-17)=8352
ВЫВОД: Я научился определять tм, tn, Tp, Aчас.ф., Агод непрерывного заготовочного стана, а также строить график прокатки.
Практическая работа № 10
Тема: Определение средневзвешенной производительности сортовых станов.
Цель: Научится рассчитывать, часовую средневзвешенную и годовую производительность сортовых станов.
Задача № 1
Дано:
а1=30%; а2=70%; m1=3т; m2=2,9т; Тр1=16с; Тр2=27с; ВГ1=96; ВГ2=90; Кu=0,95; nф=7296ч
Решение:
1.Определяем расходный коэффициент:

2.Определяем часовую производительность станов:


3. Определяем среднюю часовую производительность:
4.Определяем производительность в год:


Задача № 2
Дано:
а1=30%; а2=70%; m1=267т; m2=304т; L1=40,3м; L2=36,5м; ВГ=94; Кu=0,95; nф=6840час; n=292; tn=1,5с; Dк=0,5м
Решение:
1. Определяем скорость прокатки:

2. Определяем машинное время прокатки:

3.Определяем время ритма:



4.Определяем часовую производительность:


5. Определяем среднюю часовую производительность:
6. Определяем производительность в год:

Задача № 3
Дано:
а1=55%; а2=35%; m1=3,5т; m2=2,8т; Тр1=19с; Тр2=23с; ВГ=96; Кu=0,95; nф=6700ч.
Решение:
1.Определяем расходный коэффициент:
2. Определяем часовую производительность:


3. Определяем среднюю часовую производительность:
4. Определяем производительность в год:

ВЫВОД: Я научился рассчитывать, часовую средневзвешенную и годовую производительность сортовых станов.
Практическая работа № 11
Тема: Определение производительности МСС 250.
Цель: Научиться рассчитывать производительность МСС, а также строить график прокатки.
Дано: m=0,15т; tm1=0,5с ; tm2=0,75с ; tm3=1,1с ; tm4=1,5с ; tm5=2,1с ; tm6=2,9с; tm7=3,7с; tm8=2с; tm9=2,5с; tm10=3,5с; tm11=3,1с; tm12=4,3с; tm13=5,7с; tm14=8,2с; tm15=11с; tm16=14,5с; tm17=17с; tn1=1,5с; tn2=2,5с; tn3=1,5с; tn4=2,5с; tn5=1,5с; tn6=2,5с; tn7=1,2с; tn8=1с; tn9=2,5с; tn10=2,5с; tn11=1,5с; tn12=2,5с; tn13=1,5с; tn14=2,5с; tn15=1,5с; tn16=2,5с; Кр=1,075; nкр,опр=17(ремонт).
Решение:
1.Определяем часовую производительность стана:


2.Определяем годовую производительность



ВЫВОД: Я научился рассчитывать производительность МСС, а также строить график прокатки.