4.3.4 Встановлення характеру і величин дефектів
Описати порядок дефектації деталей відновлюваного вузла.
Вказати інструмент, обладнання, що застосовується при дефектації.
Скласти карту на контроль та сортування кожної деталі, що входить до складу відновлюваного вузла (агрегату).
Примітка. Якщо до складу вузла (агрегату) входить велика кількість деталей, перелік деталей, на які складати технічні умови на контроль, сортування, узгодити з керівником.
Таблиця 4.3 – Технічні умови на контроль, сортування ___________
№п\п |
Можливі дефекти |
Спосіб установлення дефектів |
Розмір ,мм |
Рекомендований спосіб усунення дефектів |
|
По ро-бочому кресле-нню |
Допус-тимо без ре- монту |
||||
|
|
|
|
|
|
|
|
|
|
|
|
4.3.5 Розробка технологічного процесу складання
Технологічний процес складання представити у вигляді операційної карти (ОК), яка розробляється послідовно по всіх операціях, незалежно від кількості переходів і операцій. ОК являються основною формою розробки технологічного процесу по виконанню всього комплексу робіт, пов’язаних з ремонтом або складанням деталей у відповідності до вимог креслень та технічних умов. Таким чином, ОК встановлює послідовність переходів для всіх операцій технологічного процесу з визначенням режимів технологічної обробки, даних про технологічну оснастку, норм часу у відповідності до нормативів.
Зміст переходів записується в наказовій формі: «Встановити шпонку 8 в шпонковий паз валу 10”, «Запресувати радіально-упорний підшипник 6 в стакан 3”.
При формуванні операцій з переходів проводять нормування складальних робіт. Складальні роботи нормують за нормативами.
Розміри поверхонь, що оброблюються, межі відхилень, технічні умови та інше в ОК не вказують.
Таблиця 4.4 – Операційна карта на складання ___________________
№ операції |
№ переходу |
Зміст роботи |
Фактори, що впливають на продовження складання |
Література, № карти, позиція /22/ |
Оперативний час, хв |
1 |
2 |
3 |
4 |
5 |
6 |
005 |
1 |
Встановити корпус 2 в пристосування |
Ø=120мм, L=155мм |
/2/, карта 59-7 |
0,12 |
|
2 |
Запресувати вал 1 в корпус 2 |
Ø=18 мм, L=200 мм |
/2/, карта 24-5 |
0,22 |
Всього по операції |
|
|
0,34 |
||
010 |
|
|
|
|
|
|
|
|
|
|
|
Всього по операції |
|
|
|
||
015 |
|
|
|
|
|
|
|
|
|
|
|
Всього по операції |
|
|
|
||
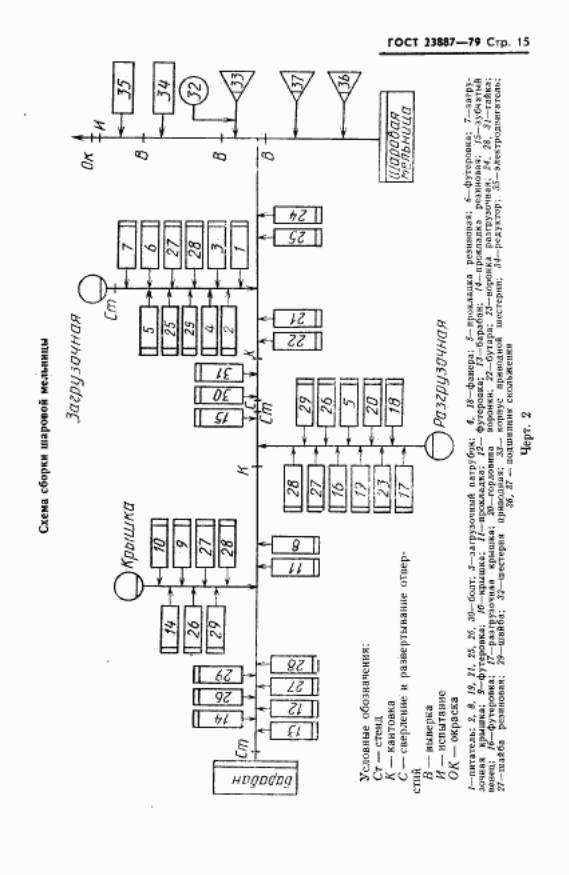
На підставі операційної карти на складання агрегату (складальної одиниці) розробити схему складання агрегату (ГОСТ 23887-79, Сборка. Термины и определения).
Побудова схеми складання
Примітка: схема складання – це лист графічної частини; в пояснювальній записці схема складання ніяк не відображається).
Після вивчення збираного виробу складають технологічні схеми загального і вузлового складання.
Схеми складання повинні відображати структуру і послідовність комплектування виробу або вузла.
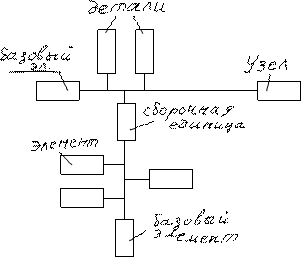
Первинним елементом виробу є деталь, для якої характерна відсутність яких-небудь роз'ємних або нероз'ємних з'єднань.
Технологічні системи складання будують окремо для загального складання виробу і складання кожного з його вузлів. Схема розпочинається з базового елементу і закінчується: для загального складання - виробом, для вузлової - вузлом.
Загальне і вузлове складання розпочинають з установки базового елементу на стенд, верстак або складальне пристосування.
Базовим називають елемент (деталь або вузол), з якого починають складання.
Процес складання зображується горизонтальною лінією, яку проводять в напрямі від базового елементу до збираного об'єкту. Згори розташовуються в порядку послідовності складання позначення деталей, що входять у виріб, а знизу складальних одиниць.
За наявності зразка виробу складання схеми складання спрощується, оскільки послідовність складання може бути встановлена в процесі пробного розбирання.
Якщо виріб має декілька розмірних ланцюгів, то складання слід розпочинати з найбільш складного і відповідального ланцюга, ланки якого є складовими ланками інших простіших ланцюгів. У кожному розмірному ланцюзі складання завершують установкою тих елементів з'єднання, які утворюють її замикаючу ланку. І ця послідовність складання має бути чітко і ясно відбита в технологічній схемі складання. Схеми складання мають бути забезпечені написами або виносками, що пояснюють характер складальних з'єднань і виконуваний при складанні контроль. Наприклад: запресувати, затягнути з певним крутним моментом, відрегулювати положення, перевірити проміжок і т. д.
Приклад.
Схема складання _________________________________________