

Методические указания к разработке индивидуального задания
Объект управления (ОУ) в каждом варианте задания представлен тремя агрегатами А1 , А2 , А3 , которые совместно участвуют в выполнении некоторого производственного процесса. Варианты ОУ в основном отличаются условиями взаимодействия агрегатов в составе объекта. На рис.16 приведены 10 вариантов моделей взаимодействия агрегатов. Агрегаты первых шести моделей соответствуют оборудованию по переработке сырья, обработке (сборке) заготовок и получению некоторого продукта. Последние 4 модели соответствуют техническим системам, агрегаты которых отражают оборудование отдельных функциональных подсистем. Организация совместной работы таких подсистем (агрегатов) направлена на достижение эффективных значений характеристик (максимальный КПД, мощность, производительность, экономичность и т. п.).
1) 2) 3)
4) 5) 6)

7) 8)
9) 10)
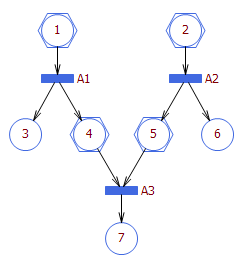
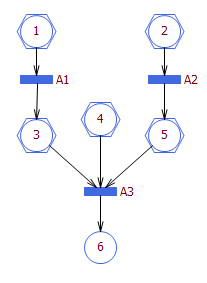
Рис.16. Варианты моделей ОУ
В модели объекта каждый агрегат представлен одним модулем – имитатором, а позиции в зависимости от характера выполняемого производственного процесса отражают заготовки, сырье, готовую продукцию, отходы, внешние воздействия, значения выходных характеристик функционирования агрегатов, сигналы структурного управления.
В первых шести моделях позиции отражают физические объемы некоторой продукции (сырья), поступающей на вход агрегата или получаемой на его выходе. Работа последних 4 моделей управляется и оценивается информационными данными (числовыми характеристиками). В соответствии с этим позиции на рис.16 помечены признаком управляющего воздействия.
Ниже для каждого варианта модели предлагается исходная версия функционирования объекта управления, которая должна быть положена в основу разработки индивидуального задания.
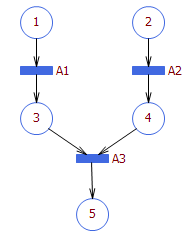
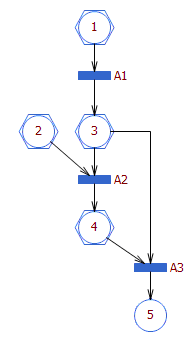
1. На вход агрегата А1 поступает один вид сырья (поз. 1), а на вход А2 – другой (поз. 2). После переработки оба компонента (поз. 3 и 4) поступают в агрегат А3, где получается конечный продукт (поз. 5). Данная схема взаимодействия агрегатов в зависимости от вида сырья (заготовок) предполагает разные алгоритмы функционирования ОУ и соответственно разные методы управления. Позиции 1 и 2 могут имитировать поступления сырья непрерывным потоком или отдельными порциями, отдельными заготовками или партиями определенного размера. Целью управления во всех этих случаях является организация эффективного производства.
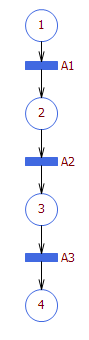
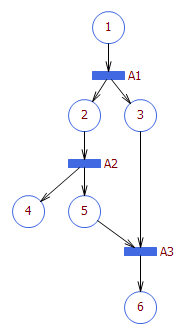
2. Агрегаты А1 , А2 , А3 последовательно преобразуют сырье (заготовки) в конечный продукт. В этой схеме взаимодействия важно согласовать производительность каждого агрегата. С этой целью предусматривается возможность изменения производительности каждого из агрегатов, например, за счет включения или отключения резервных мощностей. Здесь также важен жесткий контроль параметров полуфабрикатов в позициях 2 и 3 и соответствующая подстройка работы агрегатов А2 и А3 так, чтобы компенсировать возможные отклонения параметров в позиции 2, а затем и в позиции 3.
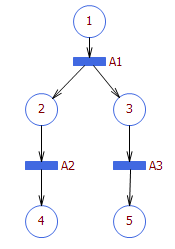
3. В результате работы агрегата А1 входной поток сырья (заготовок) разделяется на две фракции (два типа заготовок), которые поступают на агрегат А2 (поз. 2) и А3 (поз. 3). Условия работы каждой цепочки А1, А2 и А1, А3 можно рассматривать аналогичными работе агрегатов в варианте 2. Помимо этого здесь важно подстраивать параметры, определяющие разделение входного потока, так, чтобы объемы в позициях 2 и 3 были по возможности согласованы с производительностью агрегатов А2 и А3.
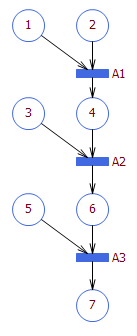
4. В данной модели каждый агрегат выделяет из сырья определенный продукт (позиции 2, 4 и 6), а оставшееся сырье (позиции 3, 5) поступает на вход следующего агрегата. Позиция 7 соответствует отходам производства. Условия функционирования данного ОУ аналогичны модели 2.
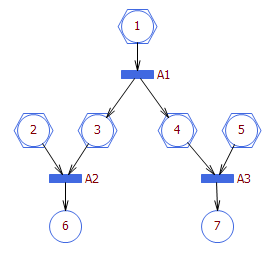
5. Модель 5-го варианта отражает сборочное производство. На вход агрегата А1 поступают заготовки (позиции 1, 2). На выходе получаются узлы (позиция 4), к которым для сборки поступают заготовки (позиция 3). Аналогично на вход А3 поступают узлы (позиция 6) и заготовки (позиция 5). На выходе А3 получаются готовые изделия. Агрегаты А1, А2, А3 могут осуществлять не только сборку, но и выполнять некоторые подготовительные операции. Основная задача управления данным объектом заключается в синхронизации поступления заготовок и перемещении узлов между агрегатами. При этом предполагается, что позиции 4 и 6 выступают в роли накопителей узлов. Это позволяет минимизировать простои агрегатов и повысить эффективность работы сборочного производства в целом.
6. Агрегат А1 производит продукт разного качества (вида) (позиции 2 и 3). Продукт более высокого качества (позиция 3) поступает непосредственно на агрегат А3, а продукт, требующий выполнения дополнительных технологических операций (позиция 2) поступает на А2. После агрегата А2 одна часть продукта, которая удовлетворяет требуемым характеристикам качества (позиция 5) поступает на А3, а другая часть (позиция 4) исключается из производственного процесса. Продукты позиций 3 и 5 поступают на вход агрегата А3 независимо друг от друга и являются равноценными. Эффективность работы объекта в данном случае определяется согласованностью значений пропускных способностей агрегатов, которая достигается подстройкой их производительности. Доля качественного продукта (позиции 3 и 5), выделяемого агрегатами А1 и А2 не является постоянной. Заметим также, что позиции 2, 3, 5 рассматриваются как бункеры (накопители) ограниченной емкости.
7. Управление функционированием объекта в данной модели осуществляется внешними воздействиями (позиции 1 и 2) и воздействиями (позиции 3, 4), которые определяются по состояниям агрегатов А1 и А2 соответственно. Внешние управляющие воздействия (позиции 1, 2) могут задаваться в виде фиксированных уставок или вычисляться алгоритмами прикладных функций. Из модели следует, что позиция 3 вычисляется на основе состояния агрегата А1 и непосредственно влияет на работу А2 и А3, а позиция 4 отражает влияние состояния А2 на А3. Позиции 1, 2, 3, 4 рассматриваются как управляющие воздействия, поступающие на исполнительные механизмы соответствующих агрегатов. Оценка эффективности работы объекта (позиция 5) в данной модели определяется по состоянию агрегата А3.
8. Особенности данной модели, в отличие от модели 7, заключается в том, что каждый агрегат управляется внешним воздействием (позиции 1, 2, 5), а оценка эффективности работы объекта (позиции 6, 7) определяется по состояниям агрегатов А2 и А3. В данной схеме взаимодействия результат работы агрегата А1 (позиции 3, 4) непосредственно влияет на работу агрегатов А2 и А3.
9. В данной модели агрегаты А1 и А2 управляются внешними воздействиями (позиции 1, 2), а для оценки эффективности работы объекта используются состояния всех агрегатов (позиции 3, 6, 7). Результаты работы агрегатов А1 и А2 через позиции 4 и 5 воздействуют на работу агрегата А3.
10. Отличие данной модели от модели 9 состоит в том, что агрегат А3 также управляется внешним воздействием (позиция 4), а эффективность работы объекта оценивается только по состоянию агрегата А3 (позиция 6).
Агрегаты А1 и А2 в этой модели выполняют вспомогательные (подготовительные) функции.
Следует отметить, что разбиение модели ОУ на две группы (модели 1 – 6 и модели 7 – 10) является в значительной мере условным. Очевидно, что на входы агрегатов в моделях 1-й группы будут поступать управляющие воздействия, вычисленные алгоритмами прикладных функций (ПФ). В то же время в моделях 2-й группы алгоритмы ПФ с помощью позиций могут отражать физические потоки сырья и продукции. Другое дело, что в управлении объектов в моделях 1-й группы существенным является участие таких потоков, а в моделях 2-й группы преобладают информационные взаимодействия между агрегатами.
В целом, индивидуальные задания по разработке моделей СРВ базируются на приведенных моделях ОУ, но основное содержание заданий определяется составом ПФ, с помощью которых достигается эффективное функционирование ОУ в реальном времени. Ниже для каждой модели ОУ предлагается несколько вариантов (как правило, два варианта) совокупностей ПФ, реализуемых конкретной СРВ для управления данным объектом.
Задание, как правило, включает 4 ПФ, каждая из которых состоит из одной или нескольких локальных операций (локальных ПФ). Перечень таких ПФ в составе семи групп представлен ранее в обобщенном виде. При формулировке ПФ содержание входящих в нее локальных операций уточняется и дополняется с учетом конкретных условий функционирования ОУ. Программная нагрузка реальной СРВ содержит большое число ПФ. Состав из четырех ПФ, включаемых в задание, как правило, охватывает лишь малую часть аспектов управления объектом. Поэтому задание следует рассматривать как чисто учебный пример и в то же время достаточным для освоения методов разработки моделей автоматизированных систем управления.
Описание
варианта задания помимо его обозначения
включает перечень ПФ с указанием для
каждой их них локальных операций, входов
и выходов. Обозначение задания состоит
из номера модели ОУ и обозначения - а,
б, … совокупности ПФ. Например, запись
3б соответствует совокупности б для
3-го варианта ОУ. Для каждой ПФ указывается
последовательность локальных операций,
выполняемых данной ПФ. Операции
записываются с использованием принятых
ранее обозначений, например (1б, 2в, 3б).
Входы d
и выходы u
сопровождаются указанием порядкового
номера соответствующего выхода (входа)
агрегата (индекс внизу) и номера агрегата
(индекс вверху). Например запись (![]() ,
), (
,
), (
![]() ) означает, что на вход ПФ поступает 1-й
и 2-й выходы с агрегата А2,
а результатом работы ПФ является выход,
поступающий на 2-й вход агрегата А2.
Заметим, что выходы (часть или все),
полученные в результате работы ПФ не
всегда поступают на входы агрегатов. В
этом случае они обозначаются ri
, где i
– порядковый номер такого результата
в составе всех ПФ рассматриваемого
варианта задания. Таким образом, запись
в виде ri
может встречаться как среди входов в
ПФ, так и среди ее выходов. Чаще всего
позиции ri
соответствуют промежуточным результатам
работы одной ПФ для использования в
качестве входа для другой ПФ.
) означает, что на вход ПФ поступает 1-й
и 2-й выходы с агрегата А2,
а результатом работы ПФ является выход,
поступающий на 2-й вход агрегата А2.
Заметим, что выходы (часть или все),
полученные в результате работы ПФ не
всегда поступают на входы агрегатов. В
этом случае они обозначаются ri
, где i
– порядковый номер такого результата
в составе всех ПФ рассматриваемого
варианта задания. Таким образом, запись
в виде ri
может встречаться как среди входов в
ПФ, так и среди ее выходов. Чаще всего
позиции ri
соответствуют промежуточным результатам
работы одной ПФ для использования в
качестве входа для другой ПФ.
Ниже приводятся описания двадцати вариантов заданий с учетом приведенных выше обозначений и пояснений.
Вариант 1
1А:
ПФ1
(1б, 2в, 3Б), (
,
),
(![]() )
– контроль качества продукции, выпускаемой
агрегатом А1.
)
– контроль качества продукции, выпускаемой
агрегатом А1.
ПФ2
(1б, 2д, 3в). (
),
(![]() )
– контроль качества продукции, выпускаемой
агрегатом А2.
)
– контроль качества продукции, выпускаемой
агрегатом А2.
ПФ3
(1в, 3е), (![]() ,
,
![]() ),
(
),
(![]() ,
,
,
,
![]() )
– управление работой агрегата А3
с возможностью корректировки
функционирования агрегатов А1
и А2.
)
– управление работой агрегата А3
с возможностью корректировки
функционирования агрегатов А1
и А2.
ПФ4
(1а, 7в), (
,
,
![]() ),
(r1)
– обнаружение состояний ОУ по выявленной
совокупности управляемых и неуправляемых
параметров.
),
(r1)
– обнаружение состояний ОУ по выявленной
совокупности управляемых и неуправляемых
параметров.
Вариант 2
1Б: ПФ1 (1г, 3г), ( , ), ( , r1) – анализ данных о параметрах поступившей очередной порции сырья и соответствующая настройка работы агрегата А1.
ПФ2
(1б, 2а), (
,
,
![]() ), (
,
) – анализ данных о параметрах очередной
порции сырья и состояния позиции r1
и настройки работы агрегата А2.
), (
,
) – анализ данных о параметрах очередной
порции сырья и состояния позиции r1
и настройки работы агрегата А2.
![]() (3д),
(
,
),
(
)
– контроль соблюдения технологических
условий при переработке в агрегате А3
порций продуктов, поступивших с агрегатов
А1
и А2.
(3д),
(
,
),
(
)
– контроль соблюдения технологических
условий при переработке в агрегате А3
порций продуктов, поступивших с агрегатов
А1
и А2.
ПФ4
(2б, 4а), (
,
![]() ,
), (
,
,
), (
,
![]() ,
,
![]() ) – анализ состояния работы агрегатов
ОУ и управление режимами их работы
(загрузка сырья переработка, выгрузка,
готовность к приему очередной порции).
) – анализ состояния работы агрегатов
ОУ и управление режимами их работы
(загрузка сырья переработка, выгрузка,
готовность к приему очередной порции).
Вариант 3
2А:
![]() (4г, 3а), (
,
), (
,
,
(4г, 3а), (
,
), (
,
,
![]() ) – оптимизация объемов выпуска продукции
агрегатом А1
с соблюдением требований к качеству.
) – оптимизация объемов выпуска продукции
агрегатом А1
с соблюдением требований к качеству.
ПФ2
(2в, 4д), (
,
![]() ),(
),(![]() ) – оптимизация объемов выпуска продукции
требуемого качества агрегатом А2
с учетом качества достигнутого в агрегате
А1.
) – оптимизация объемов выпуска продукции
требуемого качества агрегатом А2
с учетом качества достигнутого в агрегате
А1.
ПФ3
(6г), (![]() ), (
), (![]() ) – оптимизация объемов выпуска продукции
требуемого качества агрегатом А3
с учетом качества достигнутого агрегатом
А2.
) – оптимизация объемов выпуска продукции
требуемого качества агрегатом А3
с учетом качества достигнутого агрегатом
А2.
ПФ4
(4д, 5а), (![]() ), (
), (![]() ) – управление производительностью
агрегатов ОУ за счет подключения или
отключения дополнительных мощностей.
) – управление производительностью
агрегатов ОУ за счет подключения или
отключения дополнительных мощностей.
Вариант 4
2Б:
ПФ1
(1д, 3г, 6в), (![]() ), (
), (![]() ) – вычисление комплексного показателя
выполнения технологического процесса
на агрегате А1
) – вычисление комплексного показателя
выполнения технологического процесса
на агрегате А1
ПФ2
(1д, 3г, 6в), (![]() ), (
), (![]() ) – управление агрегатом А2
и вычисление комплексного показателя
выполнения технологического процесса.
) – управление агрегатом А2
и вычисление комплексного показателя
выполнения технологического процесса.
(1е,
2г), (![]() ), (
), (![]() ) – управление функционированием
агрегата А3
с учетом некоторых показателей работы
агрегатов А1
и А2.
) – управление функционированием
агрегата А3
с учетом некоторых показателей работы
агрегатов А1
и А2.
ПФ4
(5д), (![]() ), (
) – оперативное планирование и управление
работой агрегатов ОУ.
), (
) – оперативное планирование и управление
работой агрегатов ОУ.
Вариант 5
3А:
ПФ1
(1е, 3д), (
), (![]() ) – контроль производства продукции на
агрегате А1.
) – контроль производства продукции на
агрегате А1.
ПФ2
(6г,2б), (![]() ),(
),(![]()
![]() ) – разделение продукции, получаемой
агрегатом А1
на 2 фракции.
) – разделение продукции, получаемой
агрегатом А1
на 2 фракции.
ПФ3
(4г, 6д), (![]() ),
(
),
(![]() )
– управление технологическим процессом
работы агрегата А2
с учетом экологических показателей.
)
– управление технологическим процессом
работы агрегата А2
с учетом экологических показателей.
![]() (4г,
6д), (
(4г,
6д), (![]() ),
(
),
(![]() )
– управление технологическим процессом
работы агрегата А3
с учетом экологических показателей.
)
– управление технологическим процессом
работы агрегата А3
с учетом экологических показателей.
Вариант 6
3Б:
(3а), (
).
(![]() )
– стабилизация значений переменных,
характеризующих получаемый на А1
продукт, и сортировка его для обработки
на агрегатах А2
или А3.
)
– стабилизация значений переменных,
характеризующих получаемый на А1
продукт, и сортировка его для обработки
на агрегатах А2
или А3.
ПФ2 (1е, 3б), ( ), ( ) – поддержка штатного технологического процесса на агрегате А2.
ПФ3
( 1е, 3б), (
![]() ),
(
)
– поддержка штатного процесса на
агрегате А3.
),
(
)
– поддержка штатного процесса на
агрегате А3.
ПФ4
(4е, 7г). (![]() ),
(
),
(
![]() )
– диагностика состояния агрегатов ОУ.
)
– диагностика состояния агрегатов ОУ.
Вариант 7
4А:
ПФ1
(1б, 2г, 3в), (![]() ),
(
),
(![]() )
– управление производственным процессом
в агрегатах А1
и А2.
)
– управление производственным процессом
в агрегатах А1
и А2.
![]() (1в,
2б, 5а), (
),
(
)
– управление производственным процессом
в агрегате А3
с учетом подстройки его производительности.
(1в,
2б, 5а), (
),
(
)
– управление производственным процессом
в агрегате А3
с учетом подстройки его производительности.
ПФ3
(4б, 5е). (![]() ),
(
),
(![]() )
– обнаружение аварийных ситуаций и
защита системы.
)
– обнаружение аварийных ситуаций и
защита системы.
ПФ4
(7б, 6б), (
),
(![]() )
– сбор информации и составление отчета
о работе системы.
)
– сбор информации и составление отчета
о работе системы.
Вариант 8
4Б:
ПФ1
(1г, 3е), (![]() ),
(
),
(![]() )
– управление процессом выделения
максимальной доли продукции на агрегате
А1.
)
– управление процессом выделения
максимальной доли продукции на агрегате
А1.
ПФ2
(3г, 3е), (![]() ),
(
)
– управление процессом выделения
максимальной доли продукции на агрегате
А2.
),
(
)
– управление процессом выделения
максимальной доли продукции на агрегате
А2.
(3г,
3е), (![]() ),
(
)
– управление процессом выделения
максимальной доли продукции на агрегате
А3.
),
(
)
– управление процессом выделения
максимальной доли продукции на агрегате
А3.
ПФ4
(1д, 6а), (![]() ),
(
)
– оперативное вычисление технико-экономических
показателей работы системы.
),
(
)
– оперативное вычисление технико-экономических
показателей работы системы.
Вариант 9
5А:
(4г, 3в), (
),
(![]() )
– выполнение подготовительных операций
и управление сборкой узлов в агрегате
А1.
)
– выполнение подготовительных операций
и управление сборкой узлов в агрегате
А1.
ПФ2
(2б, 4е), (![]() ),
(
),
(![]() )
– контроль содержания буферов –
накопителей узлов, собираемых в агрегатах
А1,
А2
и управление поступлением узлов на
агрегаты А2,
А3.
)
– контроль содержания буферов –
накопителей узлов, собираемых в агрегатах
А1,
А2
и управление поступлением узлов на
агрегаты А2,
А3.
ПФ3
(4а, 3д), (![]() ),
(
),
(![]() )
– синхронизация поступления заготовок
на агрегаты А1,
А2,
А3
с поступлением узлов.
)
– синхронизация поступления заготовок
на агрегаты А1,
А2,
А3
с поступлением узлов.
ПФ4
(4е, 7а), (![]() ),
(
),
(![]() )
– анализ и визуализация состояния
агрегатов и загрузки буферов –
накопителей.
)
– анализ и визуализация состояния
агрегатов и загрузки буферов –
накопителей.
Вариант 10
5Б:
ПФ1
(1г, 4д), (![]() ),
(
),
(![]() )
– анализ состояний накопителей заготовок
(позиции 1, 2), формирование заявок на
пополнение накопителей и управление
сборкой узлов в агрегате А1.
)
– анализ состояний накопителей заготовок
(позиции 1, 2), формирование заявок на
пополнение накопителей и управление
сборкой узлов в агрегате А1.
ПФ2
(1ж, 3ж), (![]() ),
(
),
(
)
– анализ состояния накопителя заготовок
(позиция 3) и накопителя узлов (позиция
4) и управление сборкой узлов в агрегате
А2.
),
(
),
(
)
– анализ состояния накопителя заготовок
(позиция 3) и накопителя узлов (позиция
4) и управление сборкой узлов в агрегате
А2.
ПФ3
(1ж, 3ж), (![]() ),
(
)
– анализ состояния накопителя заготовок
(позиция 5) и накопителя узлов (позиция
6) и управление сборкой узлов в агрегате
А3.
),
(
)
– анализ состояния накопителя заготовок
(позиция 5) и накопителя узлов (позиция
6) и управление сборкой узлов в агрегате
А3.
(4а,
3з), (
), (![]() )
– подстройка производительности работы
агрегатов А2
и А3
в зависимости от состояний накопителей
узлов (позиции 4 и 6).
)
– подстройка производительности работы
агрегатов А2
и А3
в зависимости от состояний накопителей
узлов (позиции 4 и 6).
Вариант 11
6А: ПФ1 (1б, 4б), ( ), ( ) – управление производством на агрегате А1 и контроль состояния накопителей (позиции 2 и 3).
(6г,
3в), (![]() ), (
), (![]() ) – оперативное управление работой
агрегата А2
и контроль состояния накопителя (позиция
5).
) – оперативное управление работой
агрегата А2
и контроль состояния накопителя (позиция
5).
ПФ3
(4г, 5д), (![]() ),
(
)
– оперативное управление работой
агрегата А3.
),
(
)
– оперативное управление работой
агрегата А3.
ПФ4
(1ж, 3з), (![]() ), (
) – подстройка производительности
агрегатов А2
и А3
с учетом состояния накопителей (позиции
3 и 5).
), (
) – подстройка производительности
агрегатов А2
и А3
с учетом состояния накопителей (позиции
3 и 5).
Вариант 12
6Б: ПФ1 (1е, 3в), ( ), ( ) – анализ качества продукции и поддержание требуемого изменения параметров технологического процесса в агрегате А1.
(6г,
3а), (![]() ), (
), (![]() ) – управление процессом выделения
продукции в агрегате А2,
соответствующей требуемым параметрам
качества.
) – управление процессом выделения
продукции в агрегате А2,
соответствующей требуемым параметрам
качества.
ПФ3
((3г, 6а), (![]() ), (
) – управление процессом выпуска готовой
продукции на агрегате А3
с учетом качества, достигнутого в
агрегатах А1
и А2
(позиции 3 и 5).
), (
) – управление процессом выпуска готовой
продукции на агрегате А3
с учетом качества, достигнутого в
агрегатах А1
и А2
(позиции 3 и 5).
ПФ4
(1а, 5г), (![]() ), (
), (![]() ) – обнаружение нештатных ситуаций в
работе агрегатов и защита от аварийных
ситуаций.
) – обнаружение нештатных ситуаций в
работе агрегатов и защита от аварийных
ситуаций.
Вариант 13
7А:
ПФ1
(4а, 3б), (
), (![]() ) – управление технологическим процессом
в агрегатах А1
и А2.
) – управление технологическим процессом
в агрегатах А1
и А2.
ПФ2
(4д), (
), (![]() ) – оптимизация показателей работы
агрегата А2.
) – оптимизация показателей работы
агрегата А2.
(1ж,
3е), (![]() ), (
) – управление технологическим процессом
в А3
с учетом состояний агрегатов А1
и А2.
), (
) – управление технологическим процессом
в А3
с учетом состояний агрегатов А1
и А2.
ПФ4
(1е, 4б), (![]() ), (
), (![]() ) – анализ и устранение возможности
возникновения аварийных ситуаций в
агрегатах А1
и А3.
) – анализ и устранение возможности
возникновения аварийных ситуаций в
агрегатах А1
и А3.
Назначение и условия поступления внешних управляющих воздействий на агрегаты А1 и А2 (позиции 1, 2) задаются в ходе разработки модели.
Вариант 14
7Б:
ПФ1
(1б, 4д), (
), (![]() ) – сбор информации о потреблении
источников энергии и координация
совместной работы агрегатов ОУ.
) – сбор информации о потреблении
источников энергии и координация
совместной работы агрегатов ОУ.
ПФ2
(1ж, 2а, 6д), (![]() ), (
), (![]() ) – оперативный контроль и стабилизация
экологических показателей работы
технической системы.
) – оперативный контроль и стабилизация
экологических показателей работы
технической системы.
(3ж),
(![]() ), (
), (![]() ) – управление функционированием
агрегата А3
и подключение при необходимости работы
агрегата А2.
) – управление функционированием
агрегата А3
и подключение при необходимости работы
агрегата А2.
ПФ4
(3д), (
), (![]() ) – обработка агрегатом А2
технологического регламента, установленного
в соответствии с требованием на
подключение, поступившим из агрегатаА3.
) – обработка агрегатом А2
технологического регламента, установленного
в соответствии с требованием на
подключение, поступившим из агрегатаА3.
Вариант 15
8А:
(1в, 3з), (
), (![]() ) – оперативное регулирование работой
агрегатов А1
и вычисление воздействий на агрегаты
А2
и А3.
) – оперативное регулирование работой
агрегатов А1
и вычисление воздействий на агрегаты
А2
и А3.
ПФ2
(1е, 3ж), (![]() ), (
), (![]() ) – подстройка работы агрегатов А2,
А3
на основе состояния агрегата А1.
) – подстройка работы агрегатов А2,
А3
на основе состояния агрегата А1.
ПФ3 (6в, 7в), ( ), ( ) – вычисление и визуализация комплексных показателей по агрегату А2 (позиция 5).
ПФ4
(6в, 7в), (![]() ), (
) – вычисление и визуализация комплексных
показателей по агрегату А3
(позиция 7).
), (
) – вычисление и визуализация комплексных
показателей по агрегату А3
(позиция 7).
Назначение и условия поступления внешних управляющих воздействий на агрегаты А1, А2, А3 (позиции 1, 2, 5) задаются в ходе разработки модели.
Вариант 16
8Б: ПФ1 (4д), ( ), ( ) – оптимизация характеристик работы агрегата А1 в условиях изменяющегося во времени внешнего воздействия (позиция 1).
ПФ2
(5д), (![]() ), (
), (![]() ) – вычисление управляющих воздействий
для агрегатов А2
и А3.
) – вычисление управляющих воздействий
для агрегатов А2
и А3.
(1б,
2а, 3б), (![]() ), (
), (![]() ) – оптимизация показателей работы
агрегата А2.
) – оптимизация показателей работы
агрегата А2.
ПФ4
(1б, 2а, 3б), (
), (![]() ) – оптимизация показателей работы
агрегата А3.
) – оптимизация показателей работы
агрегата А3.
Вариант 17
9А:
ПФ1
(1ж, 2в, 6г), (
), (![]() ), (
), (![]() ) – управление агрегатом А1
по оптимизации характеристики (позиция
3) и формирование воздействия на А3.
) – управление агрегатом А1
по оптимизации характеристики (позиция
3) и формирование воздействия на А3.
ПФ2
(1ж, 2в, 6г), (
), (![]() ) – управление агрегатом А2
по оптимизации характеристики (позиция
6) и формирование воздействия на А3.
) – управление агрегатом А2
по оптимизации характеристики (позиция
6) и формирование воздействия на А3.
(1в,
3з), (
), (![]() ) – оптимизация производительности
агрегата А3
и характеристики (позиция 7).
) – оптимизация производительности
агрегата А3
и характеристики (позиция 7).
ПФ4
((6в), (![]() ), (
) – определение комплексного показателя
эффективности работы технической
системы.
), (
) – определение комплексного показателя
эффективности работы технической
системы.
Назначение и условия поступления внешних управляющих воздействий на агрегаты А1 и А2 (позиции 1, 2) задаются в ходе разработки модели.
Вариант18
9Б: ПФ1 (3а,), ( ), ( ) - оптимизация оценки качества работы агрегата А1 (позиция 3).
ПФ2
(3а), (
), (![]() ) – оптимизация оценки качества работы
агрегата А2
(позиция 6).
) – оптимизация оценки качества работы
агрегата А2
(позиция 6).
(1ж,
2а, 4д), (![]() ), (
) вычисление управляющих воздействий
на агрегат А3
(позиции 4, 5) на основе показателей работы
агрегатов А1
и А2.
), (
) вычисление управляющих воздействий
на агрегат А3
(позиции 4, 5) на основе показателей работы
агрегатов А1
и А2.
ПФ4 (6а, 4д), ( ), ( ) – оптимизация технико–экономических показателей работы агрегата А3 (позиция 7).
Вариант 19
10А: ПФ1 (3в), ( ), ( ) – поддержание необходимых изменений значений выходных переменных агрегата А1.
ПФ2 (3в), ( ), ( ) – поддержание необходимых изменений значений выходных переменных агрегата А2.
(2в,
3ж), (![]() ), (
), (![]() ) – организация работы агрегата А3
с максимальной эффективностью.
) – организация работы агрегата А3
с максимальной эффективностью.
ПФ4
(6д, 7в), (![]() ), (
) – экологический контроль работы
технической системы.
), (
) – экологический контроль работы
технической системы.
Назначение и условие поступления внешнего воздействия на агрегат А3 (позиция 4) задается в ходе разработки модели.
Вариант 20
10Б: (2б, 3б), ( ), ( ) – управление работой агрегата А1 и формирование управляющего воздействия для агрегата А3.
ПФ2 (2б, 3б), ( ), ( ) – управление работой агрегата А2 и формирование управляющего воздействия для агрегата А3.
ПФ3
(4а, 3з), (
),
(![]() )
– анализ ситуации в работе технической
системы и оптимизация производительности
работы агрегата А3.
)
– анализ ситуации в работе технической
системы и оптимизация производительности
работы агрегата А3.
ПФ4
(4е, 7г), (![]() ), (
) – выполнение функций диагностики
состояния агрегатов технической системы.
), (
) – выполнение функций диагностики
состояния агрегатов технической системы.
В каждом варианте одна из ПФ помечена символом *. Это означает, что управляющее воздействие в данной ПФ формируется по алгоритму ПИД-регулирования. Описание алгоритма ПИД-регулирования на содержательном уровне приведено в приложении к данному пособию.
Пояснения по использованию внешних управляющих воздействий, приведенные при описании вариантов 7А, 8А, 9А, 10А относятся к соответствующим вариантам 7Б, 8Б, 9Б, 10Б. Назначение и условия применения этих воздействий необходимо согласовывать с преподавателем. Изменения по составу и содержанию входов и выходов ПФ и агрегатов модели ОУ допускается вносить также по согласованию с преподавателем.
Состав модулей, подлежащих программированию, в ходе выполнения проекта назначается преподавателем. При этом программирование ПИД-регулятора и одного из алгоритмов генерации моментов наступления событий (поступления данных) является обязательным.