

Строение сварного соединения
Соединение, выполняемое сваркой плавлением, состоит из четырех зон: наплавленного металла; сплавления; термического влияния; основного металла (рис. 3.4)
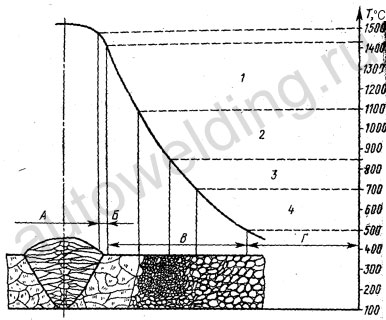
Рис. 3.4. Схема строения сварного соединения при дуговой сварке стали:
А — зона наплавленного металла, Б — зона сплавления, В — зона термического влияния, Г — зона основного металла
Зона наплавленного металла представляет собой перемешанный в жидком состоянии с основным металлом материал электрода или присадочной проволоки.
Зона сплавления — это слой основного металла толщиной 0,1...0,4 мм с частично оплавленными зернами. Перегрев металла в этой зоне приводит к образованию, игольчатой структуры, отличающейся хрупкостью и пониженной прочностью, и оказывает значительное влияние на свойства соединения в целом.
Зона термического влияния состоит из четырех участков (1...4), различающихся структурой. Участок перегрева 1 — область основного металла, нагретого до 1100...1450 °С и имеющего крупнозернистую структуру с площадью поверхности зерна, до 12 раз превышающую площадь исходных зерен. Перегрев снижает механические свойства металла, главным образом пластичность и вязкость. Разрушение сварного соединения обычно происходит по этому участку, ширина которого достигает 3...4 мм.
Участок нормализации 2 — область основного металла, нагретого до 900... 1100 °С. Благодаря мелкозернистой структуре механические свойства металла на этом участке выше по сравнению с основным металлом. Ширина участка составляет 1...4 мм.
Участок неполной перекристаллизации 3 — область основного металла, нагретого до 725...900 °С; состоит из мелких и крупных зерен. Неравномерное кристаллическое строение приводит к снижению механических свойств.
Участок рекристаллизации 4 — область основного металла, нагретого до 450...725 °С. При этих температурах происходит восстановление формы зерен, деформированных в результате предыдущего механического воздействия (при прокатке, штамповке и др.). Ширина зоны термического влияния зависит от удельной энергии ез, введенной в заготовку, и вида сварки (например, при ручной дуговой сварке качественными электродами она составляет 5...7 мм).
Зона основного металла условно начинается от границы с температурой 450 °С. Структура при температурах ниже 450 °С не отличается от структуры исходного металла, однако сталь, нагретая до температур 200...400 °С, обладает худшими механическими свойствами, что объясняется выпадением по границам зерен оксидов и нитридов, ослабляющим связь между зернами. Это явление, вызывающее понижение пластичности и ударной вязкости при одновременном повышении прочности металла, называется синеломкостью (характерны синие цвета побежалости).
Методы оценки свариваемости строит сталей
В общем случае по свариваемости все стали условно подразделяют на четыре группы.
1. Хорошо сваривающиеся - до 0,3% углерода.
2. Удовлетворительно сваривающиеся - до 0,38% углерода.
3. Ограничено сваривающиеся - до 0,48% углерода.
4. Плохо сваривающиеся - свыше 0,48% углерода.
Как видно, основным критерием этого разделения является количество углерода (не эквивалента углерода). Углерод влияет на склонность к закалочным структурам в околошовной зоне и на образование холодных трещин при наличии таких структур.
Для получения качественного сварного соединения из сталей с плохой свариваемостью необходимо применять различные специальные технологические приемы, например различные виды термообработки (подогрев, отжиг, нормализация, отпуск) как перед сваркой, так и в процессе сварки и после нее.
Методы определения показателей свариваемости можно разделить на прямые, при которых оценку производят путем сварки образцов заданной конструкции, и на косвенные, при которых сварочный процесс заменяют другим, имитирующим его процессом. Косвенные методы испытания следует рассматривать только как предварительные. Результаты их в большинстве случаев должны быть проверены путем прямых испытаний. Методы определения показателей свариваемости весьма разнообразны и многочисленны. В литературе описано более 200 таких методик. Тип образца обычно выбирают исходя из стремления максимально приблизить условия его испытания к условиям эксплуатации конструкции.
Определение стойкости металла шва против образования кристаллизационных трещин.
Для определения стойкости металла шва против кристаллизационных трещин используют ряд технологических проб.
Определение стойкости металла околошовной зоны против образования трещин. Трещины в околошовной зоне, как правило, образуются при сварке среднеуглеродистых, высоколегированных и среднелегированных сталей.
Определение Стойкости металла против перехода в хрупкое состояние. Любая, в том числе и низкоуглеродистая сталь в зависимости от условий эксплуатации может разрушаться пластично или хрупко. В обоих случаях происходит транскристаллическое разрушение, т. е. разрушение по телу зерна.
При оценке сталей на свариваемость учитывают следующее
Углерод увеличивает твердость и уменьшает пластичность, приводит к закаливаемости ЗТВ и к появлению трещин, к увеличению количества газовых пор в процессе окисления при сварке.
Марганец - при содержании до 1% не ухудшает свариваемость и не затрудняет сварку. В качестве хорошего раскислителя он способствует уменьшению содержания кислорода в стали. Однако при содержании более 2,5% свариваемость ухудшается, так как повышается твердость стали, появляются закалочные структуры, могут быть трещины.
Кремний - до 1% вводится как раскислитель и не влияет на свариваемость. Но при содержании кремния более 2,5% свариваемость ухудшается, так как образуются тугоплавкие оксиды, ведущие к появлению шлаковых включений, повышаются прочность и твердость, а вместе с этим и хрупкость.
Хром - до 0,6% не отражается на свариваемости. При содержании хрома более 1% свариваемость ухудшается и особо при повышении содержания углерода.
Никель - в обычных углеродистых сталях никеля до 0,3%, а в высоколегирующих - до 28%. Никель, вместе с прочностью, повышает и пластичность металла сварного соединения и не ухудшает, а даже улучшает свариваемость.
Молибден - в сталях от 0,5 до 3% существенно увеличивает прочность и ударную вязкость стали, но ухудшает свариваемость, повышает склонность к образованию трещин в шве и переходной зоне.
Медь - содержание ее в сталях до 1% улучшает свариваемость, повышает их прочность, пластические свойства, ударную вязкость и коррозионную стойкость.
________________________
«Свариваемость – свойство металлов или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия» В сварочной практике существуют такие понятия, как физическая и технологическая свариваемость.
Физическая или металлургическая свариваемость определяется процессами на границе соприкосновения свариваемых деталей. При этом на границе соприкосновения свариваемых деталей должны произойти физико-химические процессы (химическое соединение, рекристаллизация и т. п.), в результате которых и образуется прочное соединение. Протекание физико-химических процессов на границе свариваемых металлов определяется их свойствами.
Материалы одного химического состава (однородные) с одинаковыми свойствами обладают физической свариваемостью.
Сваривание неоднородных материалов может не произойти, если они не обладают физической свариваемостью.
Технологическая свариваемость — возможность получения сварного соединения определенным способом сварки. По технологической свариваемости устанавливаются оптимальные режимы сварки и способы сварки, последовательность выполнения работ для получения требуемого сварного соединения. Основными показателями технологической свариваемости являются стойкость образуемого при сварке шва против горячих трещин и против изменений в металле под действием сварки.
Эксплуатационная свариваемость определяет области и условия допустимого применения металлов в сварных конструкциях и изделиях.