

7.Проектирование приспособлений для сборки и сварки.
7.1Приспособление для сборки и сварки продольного стыка обечайки.
Подать обечайку на рабочее место и установить на роликовую опору.
Состыковать обечайку по длине, выдерживая зазор и уступность кромок согласно чертежу.
Прихватить входные и выходные планки.
Зачистить кромки под сварку.
Произвести автоматическую сварку в смеси защитных газов.
Отбить входные и выходные планки.
Произвести визуальный контроль.
Снять обечайку с роликовой опоры.

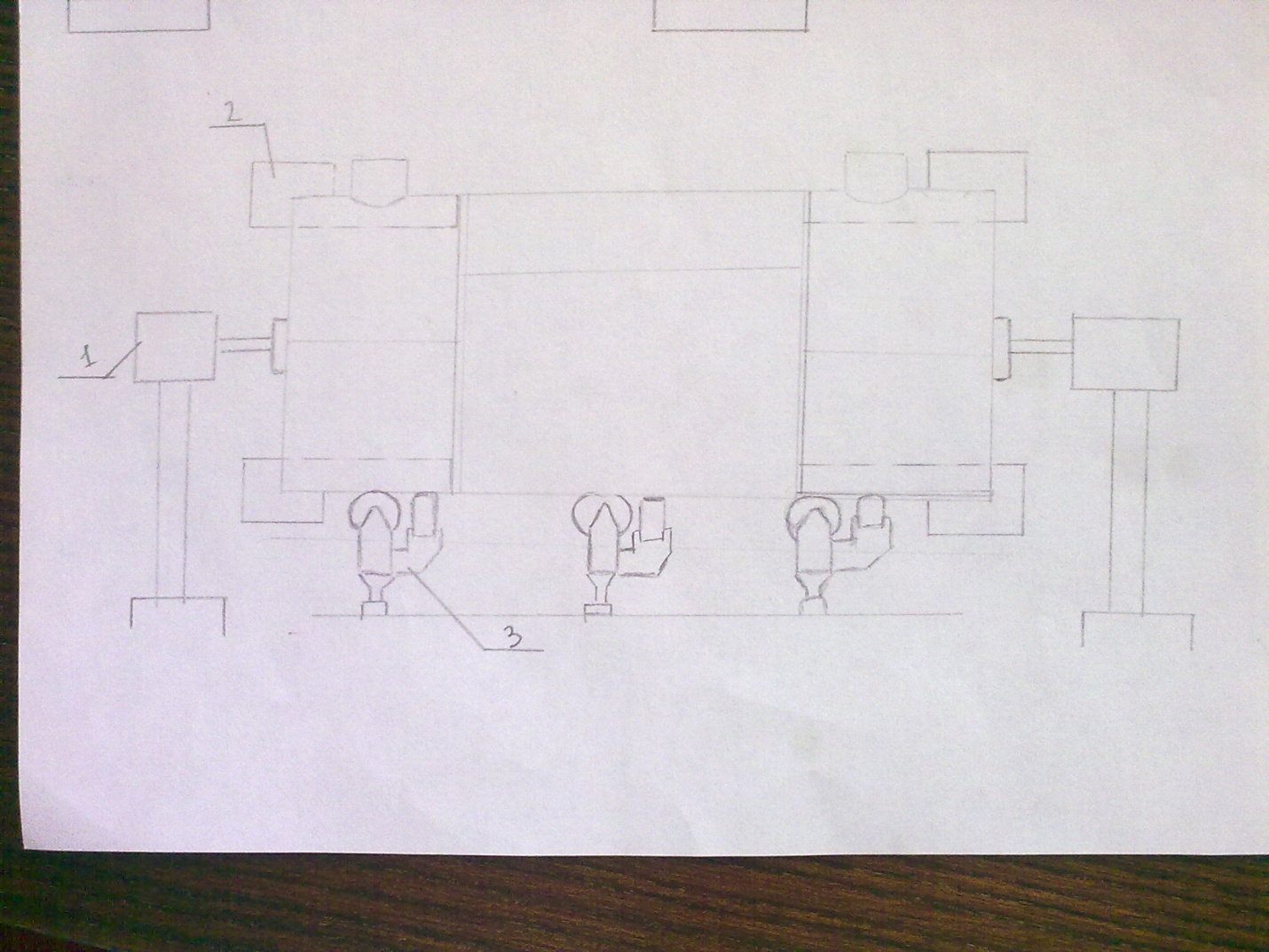
Рис.7. Установка для сборки продольных стыков обечаек:
а - общий вид; б — схема стяжки торцов; в - схема стяжки кромок;1 — роликовая опора; 2 — несущая рама; 3 — пульт управления; 4 — гидравлическая струбцина для совмещения кромок обечаек; 5 — гидравлическая стяжка для выравнивания торцов обечаек; 6 — пружинная подвеска струбцин; 7 — тележка; 8-10 — гидроцилиндры.
Габаритные размеры стенда, мм:
Длина-5500
Ширина-970
Высота-2700
Масса-1350
Стенд разработан Всесоюзным проектно-технологическим институтом Стройдормаш.
7.2Приспособление для сборки фланца с днищем, сборки патрубка с накладкой.
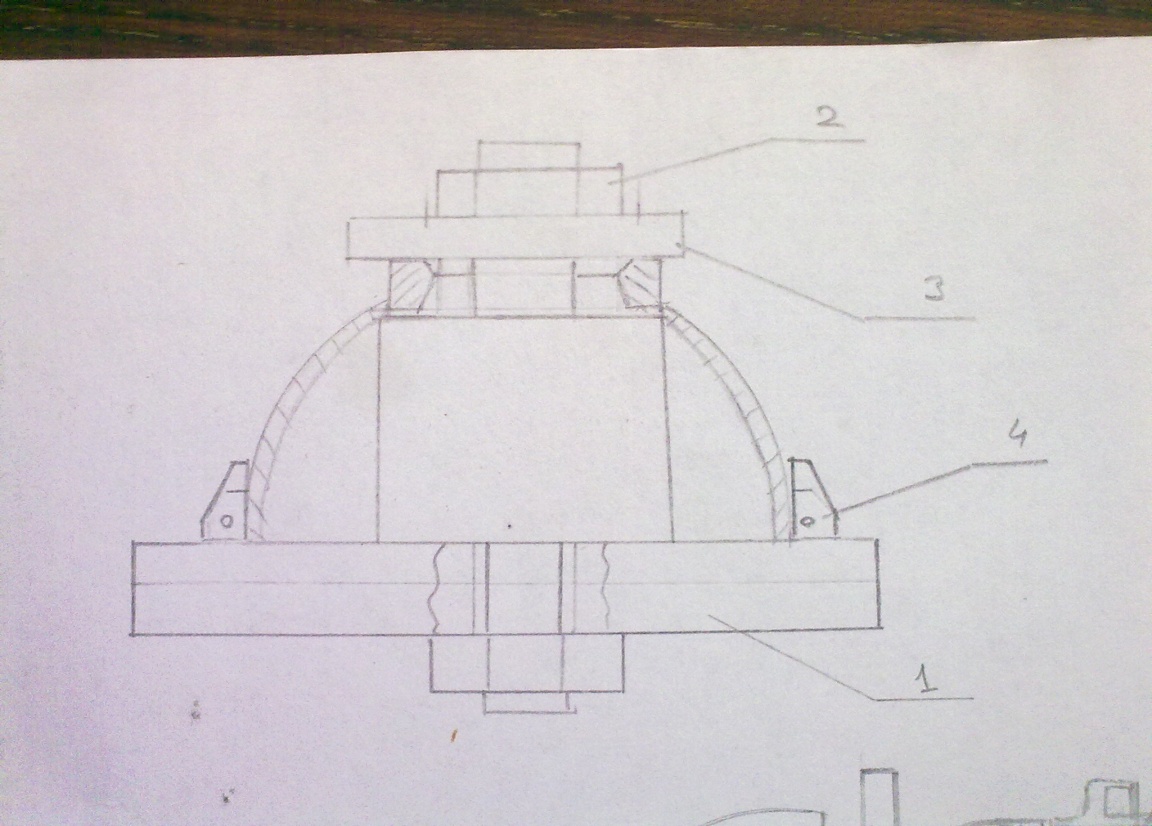
1-Поворотный стол;2-Гайка;3-Шайба;4-Упоры
1.Установить днище на приспособление
2.Прижать съемными упорами
3.Установить фланец на днище
4.Одеть прижимную шайбу
5. С помощью гайки плотно закрутить фланец и днище
7.3Приспособление для сборки и сварки внутреннего днища с соединительным кольцом.
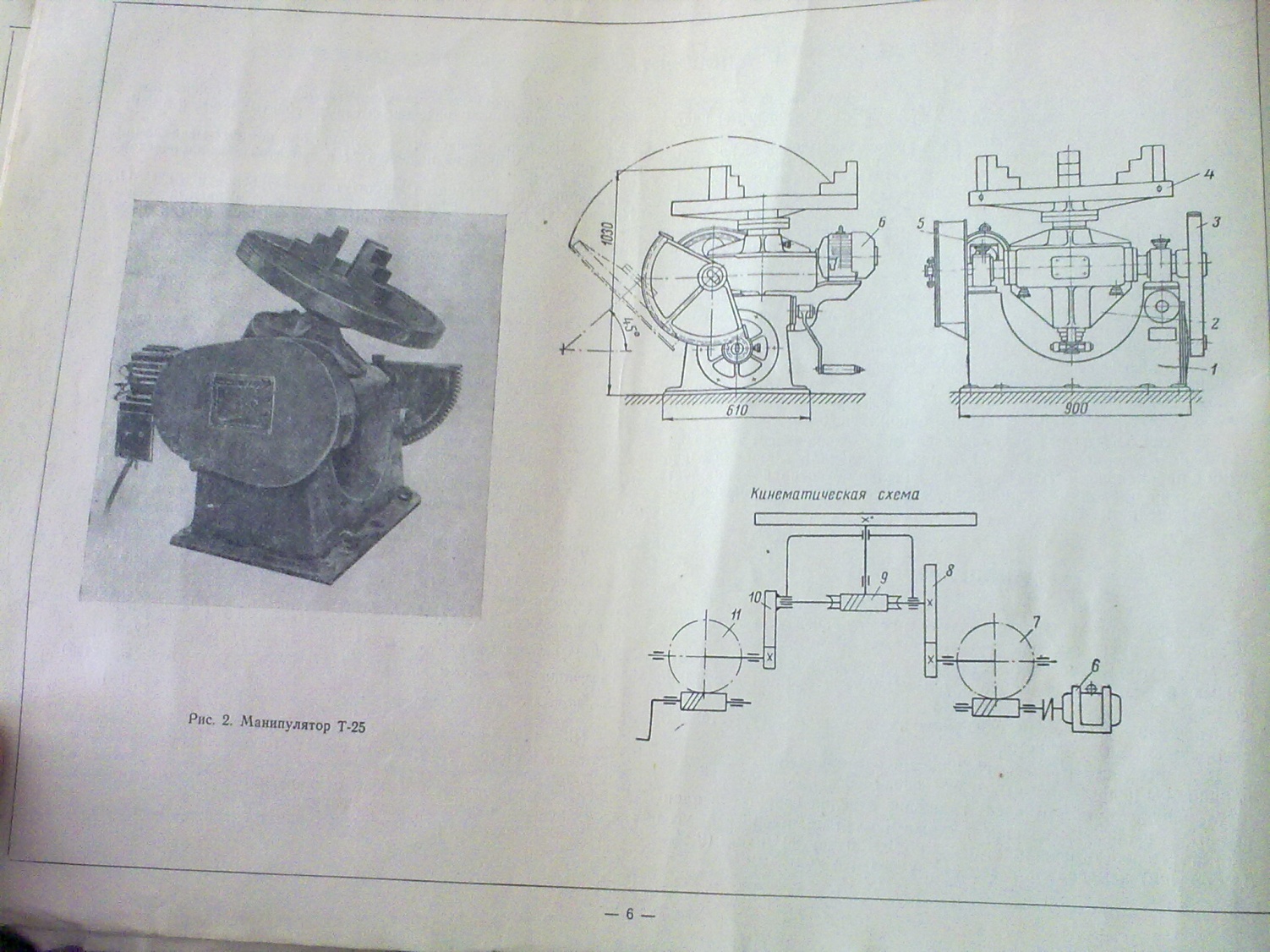
Манипулятор Т-25
1-станина;2-поворотная часть;3-механизм наклона;4-планшайба;5-механизм вращения;6-электродвигатель
Манипулятор карусельного типа предназначен для автоматической и ручной дуговой сварки круговых швов. Манипулятор обеспечивает вращение изделия вокруг оси планшайбы со скоростью сварки, и наклон до 135 град.
Технические данные:
Грузоподъемность-500
Диаметр свариваемых изделий-250-900
Высота изделий до 1000
Габаритные размеры, мм-1000*1100*1030
Вес, кг-1530
7.4Приспособление для сборки и сварки соединительного кольца с днищем, с крышкой.
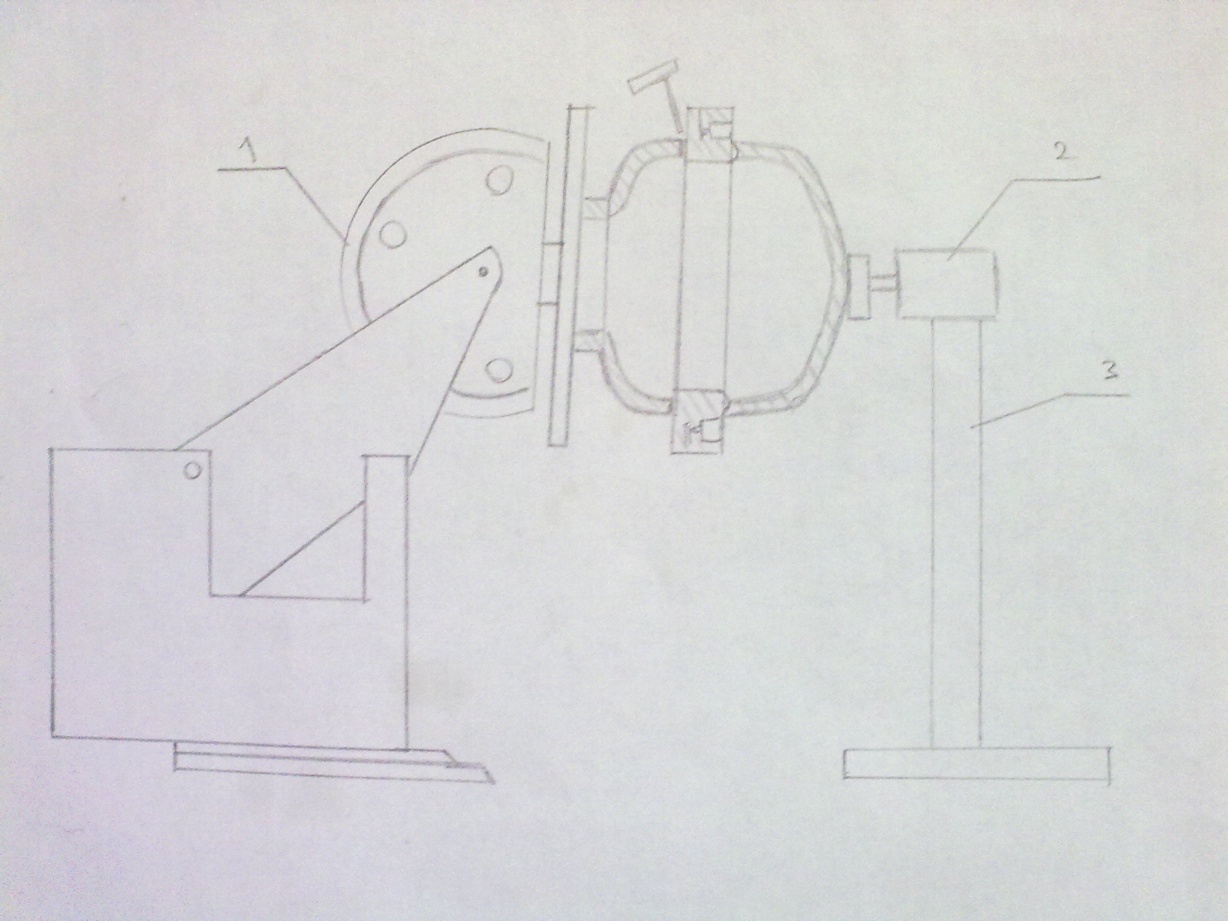
1-манипулятор УСМ-1200;2-пневмоциллиндр;3-стойка
Манипулятор карусельного типа предназначен для автоматической и ручной дуговой сварки круговых швов. Свариваемое изделие закрепляется на планшайбе или на специальном приспособлении прижимными планками.
Манипулятор обеспечивает вращение изделия вокруг оси планшайбы с рабочей и маршевой скоростью, подъем крупногабаритных изделий при повороте корпуса на шарнирах и наклон изделия при повороте стола.
Технические данные:
Грузоподъемность-1200
Размеры свариваемых изделий-2500*2500*1000
Угол наклона стола-135 град.
Габаритные размеры-2350*1400*1160
Вес-2370
7.5Приспособление для сборки и сварки накладки с обечайкой.
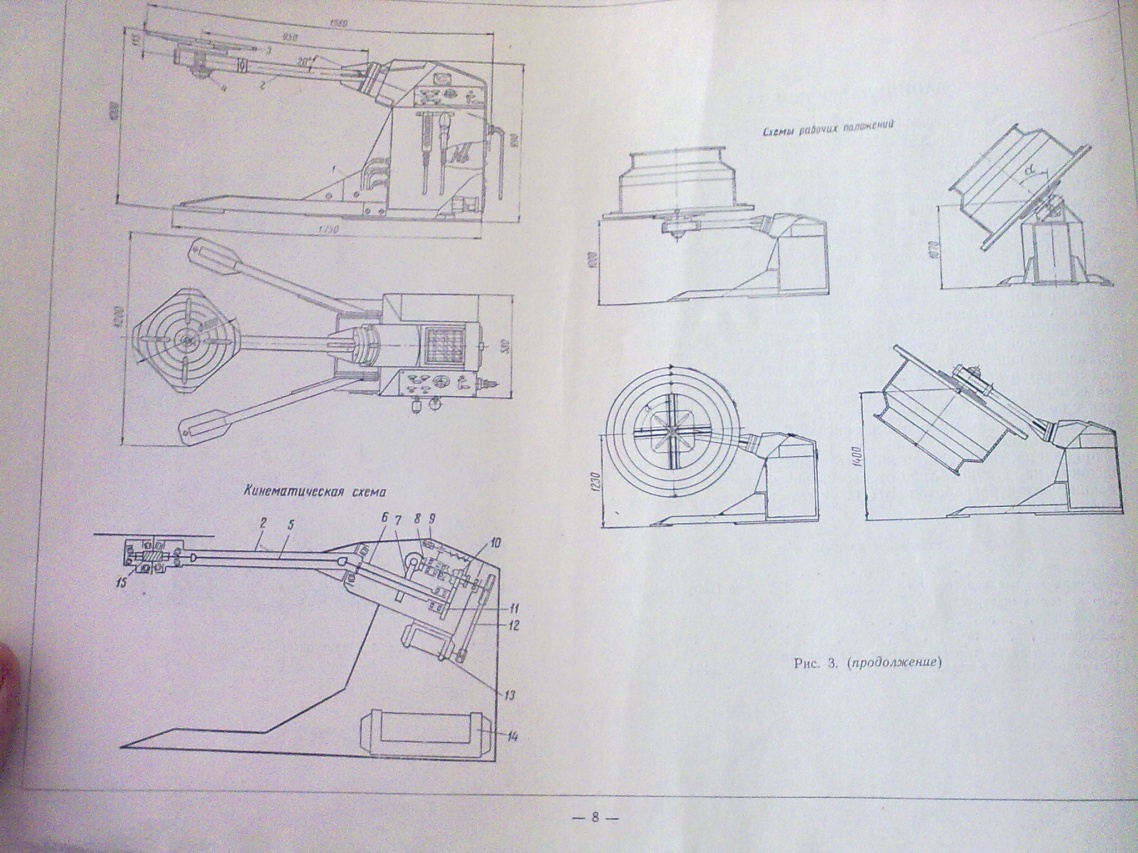
Манипулятор УСМ-500
Состоит из станины 1, консоли 2, планшайбы 3 и механизма привода
Технические данные:
Грузоподъемность-500
Размеры свариваемых изделий-1700*1700*700
Угол наклона стола-360 град
Габаритные размеры-1920*1200*1000
Вес-548
7.5Приспособление для сборки и сварки центрального цилиндрического узла.
1-2-а осевых цилиндрических прижима на стойках;2-4-е кондуктора;3-роликоопоры
Содержание сборки:
1.Подать обечайки на рабочее место сборки и установить их на роликоопоры
2. Выправить обечайки
3. Установить подкладное кольцо
4. Зафиксировать его кондуктором
5. Прихватить рдс подкладное кольцо
6. Состыковать обечайки, выдержав зазоры и уступность кромок
7. Зафиксировать прижимами