

5.2 Расчет режимов автоматической сварки под флюсом.
1. Сварка 2-ух кольцевых швов обечаек (шов 8), 1-ого кольцевого шва днища с верхним соединительным кольцом (шов 3).
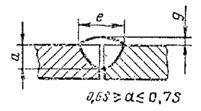
Стыковое соединение с толщиной основного металла 12 мм.
Для расчета площади наплавленного металла необходимо выбрать форму разделки кромок. По данным ГОСТ 8713-79 выбираем стыковое соединение C19.
Конструкция соединения.
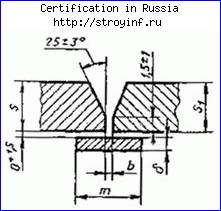
S=S1=12мм;
b=1,5±1,0мм;p=1,5±1,0мм;α=25º±3°;δ=3мм;m=30мм
Конструктивные элементы шва.

e=20±3,0мм;q=1,5±1мм
Определение режима сварки обычно начинают с выбора диаметра сварочной проволоки, которая назначается в зависимости от способа сварки, толщины свариваемого металла и т.д. ниже приведены практические рекомендации по выбору диаметра сварочной проволоки.
Для автоматической сварки под флюсом:
Толщина свариваемого металла, мм |
2-4 |
4-6 |
6-16 |
16 и более |
dэ, мм |
2 |
3 |
4-5 |
6 |
В зависимости от толщины свариваемого металла выбираем сварочную проволоку диаметром 4 мм.
Для определения числа проходов рассчитываем общую площадь поперечного сечения по формуле:
Fн=b*S+(S-p)2*tgα+0,75e*q=1,5*12+(12-1,5)2*tg25+0,75*20*1,5=91,91мм2
Площадь наплавки:
- для первого прохода (при проварке корня шва)

F1=15*4=60мм2
- для последующих проходов

Fп=20*4=80мм2
Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного металла при первом и каждом последующем проходах, найдем число проходов:
n=(Fн-F1)/Fп+1=(91,91-60)/80+1=1,4
n=2 прохода
В зависимости от диаметра электрода и плотности тока рассчитывается сила сварочного тока:

где j – плотность тока;
dэ, – диаметр сварочной проволоки.
Допустимая плотность тока при механизированной сварке зависит от диаметра электрода:
dэ, мм |
1 |
1,2 |
1,4 |
1,6 |
1,8 |
2 |
3 |
4 |
5 |
6 |
j, А/мм2 |
75-135 |
70-110 |
70-105 |
70-100 |
65-100 |
55-95 |
40-80 |
35-60 |
30-50 |
25-45 |
Iсв1=35*16/1,2769=438,56 А
Iсв2=60*16/1,2769=751,821 А
Iсв.ср=595,191 А
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение; Для определения оптимального значения напряжения дуги берем среднее значение силы сварочного тока:
Uд=20+50*10-3* Iсв/ dэ0,5±1=20+50*10-3*595,191/40,5±1=34,879±1
Uд=34,88В
Для определения скорости сварки необходимо определить коэффициент наплавки:
αн=αр*(1-ψ)
где
 -
коэффициент расплавления, принимаем
αр=12
г/Ач
по экспериментальным данным рис. 2
-
коэффициент расплавления, принимаем
αр=12
г/Ач
по экспериментальным данным рис. 2
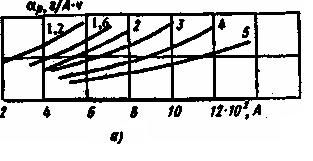
Рис. 2. Зависимость αр от режима сварки: постоянный ток обратной полярности;
ψ- коэффициент потерь при сварке под флюсом=1%
αн=12*(1-0,01)=11,88г*А/ч
Определяем скорость сварки по следующей формуле:
Vcв=αн*Iсв/(100*Fн*γ)
Vcв=11,88*595,191/(100*7,8*91,91*10-2)=9,86м/ч
Скорость подачи проволоки можно рассчитать по формуле:
Vпр1= Vcв*Fн/Fпр=9,86*91,91*10-2*4/3,14*16*10-2=72,15м/ч
Fпр=π*d2/4
Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией qп. Погонную энергию можно рассчитать по формуле:
qп=Iсв*Uд*η/Vcв=595,191*34,88*0,85/9,86=1789,678 Дж/см
где η– эффективный КПД дуги (0,8-0,95). η=0,85
Для определения глубины провара необходимо определить коэффициент формы провара, он рассчитывается по формуле:

где k' – коэффициент, величина которого зависит от диаметра электрода, рода тока и полярности;
dэ – диаметр электродной проволоки, мм.
Величина коэффициента k' при плотности тока j <120 А/мм2 при сварке постоянным током обратной полярности:


Глубина провара рассчитывается по формуле:

2. Сварка под флюсом на остающейся подкладке (в замок) верхнего соединительного кольца с верхней обечайкой (шов 11), нижнего соединительного кольца с обечайкой (шов 11).
Стыковое соединение с толщиной основного металла 12 мм.
Для расчета площади наплавленного металла необходимо выбрать форму разделки кромок. По данным ГОСТ 8713-79 выбираем стыковое соединение C20.
Конструкция соединения.
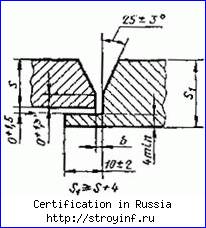
S=12мм;
b=2±1,0мм;p=0±1,5мм;α=25º±3°
Конструктивные элементы шва.

e=20±3,0мм;q=2±1,5мм
В зависимости от толщины свариваемого металла выбираем сварочную проволоку диаметром 4 мм.
Для определения числа проходов рассчитываем общую площадь поперечного сечения по формуле:
Fн=b*S+(S-p)2*tgα+0,75e*q=2*12+(12-0)2*tg25+0,75*20*2=121,15мм2
Площадь наплавки:
- для первого прохода (при проварке корня шва)
F1=15*4=60мм2
- для последующих проходов
Fп=20*4=80мм2
Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного металла при первом и каждом последующем проходах, найдем число проходов:
n=(Fн-F1)/Fп+1=(121,15-60)/80+1=1,76
n=2 прохода
В зависимости от диаметра электрода и плотности тока рассчитывается сила сварочного тока:
где j – плотность тока;
dэ, – диаметр сварочной проволоки.
Допустимая плотность тока при механизированной сварке зависит от диаметра электрода:
dэ, мм |
1 |
1,2 |
1,4 |
1,6 |
1,8 |
2 |
3 |
4 |
5 |
6 |
j, А/мм2 |
75-135 |
70-110 |
70-105 |
70-100 |
65-100 |
55-95 |
40-80 |
35-60 |
30-50 |
25-45 |
Iсв1=35*16/1,2769=438,56 А
Iсв2=60*16/1,2769=751,821 А
Iсв.ср=595,191 А
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение; Для определения оптимального значения напряжения дуги берем среднее значение силы сварочного тока:
Uд=20+50*10-3* Iсв/ dэ0,5±1=20+50*10-3*595,191/40,5±1=34,879±1
Uд=34,88В
Для определения скорости сварки необходимо определить коэффициент наплавки:
αн=αр*(1-ψ)
где - коэффициент расплавления, принимаем αр=12 г/Ач по экспериментальным данным рис. 2
Рис. 2. Зависимость αр от режима сварки: постоянный ток обратной полярности;
ψ- коэффициент потерь при сварке под флюсом=1%
αн=12*(1-0,01)=11,88г*А/ч
Определяем скорость сварки по следующей формуле:
Vcв=αн*Iсв/(100*Fн*γ)
Vcв=11,88*595,191/(100*7,8*121,15*10-2)=7,48м/ч
Скорость подачи проволоки можно рассчитать по формуле:
Vпр1= Vcв*Fн/Fпр=7,48*121,15*10-2*4/3,14*16*10-2=72,175м/ч
Fпр=π*d2/4
Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией qп. Погонную энергию можно рассчитать по формуле:
qп=Iсв*Uд*η/Vcв=595,191*34,88*0,85/7,48=2359,12 Дж/см
где η– эффективный КПД дуги (0,8-0,95). η=0,85
Для определения глубины провара необходимо определить коэффициент формы провара, он рассчитывается по формуле:
где k' – коэффициент, величина которого зависит от диаметра электрода, рода тока и полярности;
dэ – диаметр электродной проволоки, мм.
Величина коэффициента k' при плотности тока j <120 А/мм2 при сварке постоянным током обратной полярности:
Глубина провара рассчитывается по формуле:

2. Сварка под флюсом продольных швов обечаек (шов 5, шов 7).
Стыковое соединение с толщиной основного металла 12 мм.
Для расчета площади наплавленного металла необходимо выбрать форму разделки кромок. По данным ГОСТ 8713-79 выбираем стыковое соединение C47.
Конструкция соединения.
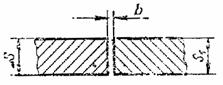
S=12мм;
b=0±1,0мм
Конструктивные элементы шва.
e=21мм;q=2+1(-1,5)мм
В зависимости от толщины свариваемого металла выбираем сварочную проволоку диаметром 4 мм.
Для определения числа проходов рассчитываем общую площадь поперечного сечения по формуле:
Fн=b*S+0,75e*q=0*12+0,75*21*2=31,5мм2
В зависимости от диаметра электрода и плотности тока рассчитывается сила сварочного тока:
где j – плотность тока;
dэ, – диаметр сварочной проволоки.
Допустимая плотность тока при механизированной сварке зависит от диаметра электрода:
dэ, мм |
1 |
1,2 |
1,4 |
1,6 |
1,8 |
2 |
3 |
4 |
5 |
6 |
j, А/мм2 |
75-135 |
70-110 |
70-105 |
70-100 |
65-100 |
55-95 |
40-80 |
35-60 |
30-50 |
25-45 |
Iсв1=40*16/1,2769=501,214 А
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение; Для определения оптимального значения напряжения дуги берем среднее значение силы сварочного тока:
Uд=20+50*10-3* Iсв/ dэ0,5±1=20+50*10-3*501,214/40,5±1=32,53±1
Uд=32,53В
Для определения скорости сварки необходимо определить коэффициент наплавки:
αн=αр*(1-ψ)
где - коэффициент расплавления, принимаем αр=12 г/Ач по экспериментальным данным рис. 2
Рис. 2. Зависимость αр от режима сварки: постоянный ток обратной полярности;
ψ- коэффициент потерь при сварке под флюсом=1%
αн=12*(1-0,01)=11,88г*А/ч
Определяем скорость сварки по следующей формуле:
Vcв=αн*Iсв/(100*Fн*γ)
Vcв=11,88*501,214/(100*7,8*31,5*10-2)=24,235м/ч
Скорость подачи проволоки можно рассчитать по формуле:
Vпр1= Vcв*Fн/Fпр=24,235*31,5*10-2*4/3,14*16*10-2=60,78м/ч
Fпр=π*d2/4
Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией qп. Погонную энергию можно рассчитать по формуле:
qп=Iсв*Uд*η/Vcв=501,214*32,53*0,85/24,235=571,85 Дж/см
где η– эффективный КПД дуги (0,8-0,95). η=0,85
Для определения глубины провара необходимо определить коэффициент формы провара, он рассчитывается по формуле:

где k' – коэффициент, величина которого зависит от диаметра электрода, рода тока и полярности;
dэ – диаметр электродной проволоки, мм.
Величина коэффициента k' при плотности тока j <120 А/мм2 при сварке постоянным током обратной полярности:

Глубина провара рассчитывается по формуле:
