

5. Расчет режимов сварки.
5.1 Расчет режимов ручной дуговой сварки покрытыми электродами:
1.Сварка фланца и днища (шов 1). Сварка патрубка с накладкой (шов 4).
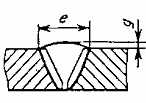
Стыковое соединение с толщиной основного металла 12 мм. Для расчета площади наплавленного металла необходимо выбрать форму разделки кромок. По данным ГОСТ 5264-8 выбираем стыковое соединение С8.
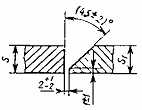
S=12мм
a=2+1(-2)
P=1+(-)1
α= 450
Конструктивные элементы шва.
e=20мм
q=0,5мм
Определение режима сварки обычно начинается с выбора диаметра электрода, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке угловых и тавровых соединений.
Диаметр электрода в зависимости от толщины деталей
Толщина деталей при сварке встык, мм |
3-8 |
8-15 |
15-20 |
Диаметр электрода, мм |
3 |
4 |
5 |
Катет шва при сварке угловых и тавровых соединений, мм |
3-6 |
6-12 |
12-20 |
Диаметр электрода, мм |
3 |
4 |
5 |
Выбираем диаметр электрода 4мм для корневого и последующих проходов.
Вычисляем общую площадь поперечного сечения наплавленного металла по формуле:
Fн=a*s+(S-p)2*tg(α/2)+0,75e*q=
=2*12+(12-1)2*tg(45/2)+0,75*20*0,5=81,6мм2
где, Fн – площадь поперечного сечения наплавленного металла, мм2;
При определении числа проходов следует иметь в виду, что максимальное поперечное сечение металла, наплавленного за один проход, не должно превышать 30-40 мм2. При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 5 мм, чаще всего диаметром 4 мм, так как применение электродов большего диаметра не позволяет в необходимой степени проникнуть в глубину разделки для провара корня шва. При сварке швов стыковых соединений площадь поперечного сечения металла, наплавленного за один проход, при которой обеспечиваются оптимальные условия формирования, должна составлять:
для первого прохода (при сварке корня шва)
F1=(6÷8)dэ=6*4=24мм2
для последующих проходов
Fп=(8÷12)dэ
Fп=8*4=32мм2
Зная площади поперечного сечения наплавленного металла и площади поперечного сечения наплавленного металла при первом и каждом последующем проходах, найдем число проходов:
n=(Fн-F1)/Fп+1=(81,6-24)/32+1=2,8
n=3 прохода
Сила сварочного тока при ручной дуговой сварке может быть определена при приближенных подсчетах по эмпирической формуле:
Iсв=К* dэ
К – коэффициент, определенный опытным путем. К=35÷50
Iсв1= Iсв2=40*4=160A
может быть определена в зависимости от диаметра электрода и допустимой плотности тока:

где dэ – диаметр электрода (стержня), мм;
j – допустимая плотность тока, А/мм2, таблице
Значение допускаемой плотности тока j в электроде при ручной дуговой сварке
Виды покрытия |
Допустимая плотность тока в электроде (А/мм2) при dэ (мм) |
||
3 |
4 |
5 |
|
Рудно-кислое, рутиловое |
14-20 |
11,5-16 |
9,5-12,5 |
Фтористо-кальцивые |
13-18,5 |
10-14,5 |
8,5-12,0 |
Iсв1=(3,14*162/4)*12=150,72 А
Iсв2=(3,14*162/4)*14=175,84 А
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
Примем напряжение дуги для полученной величины силы сварочного тока Uд1=25 В
Uд2=27 В
Для вычисления величины сварочных деформаций и некоторых других расчетов бывает необходимо учесть тепловое воздействие на свариваемый металл, определяемое погонной энергией qп. Погонной энергией называется отношение мощности дуги q к скорости сварки Vcв
qп=Iсв*Uд*η/Vcв
где Uд – напряжение дуги, В;
η - эффективный к.п.д. дуги =0,7
Скорость сварки может быть определена по формуле:
Vcв=αн*Iсв/(100*Fн*γ), м/ч
где
 – коэффициент
наплавки г/Ач (для ручной дуговой сварки,
– коэффициент
наплавки г/Ач (для ручной дуговой сварки,
=9,5 г/Ач);
 -
плотность наплавленного металла, г/см3;
-
плотность наплавленного металла, г/см3;
 -
площадь поперечного сечения наплавленного
металла за данный проход, см2.
-
площадь поперечного сечения наплавленного
металла за данный проход, см2.
Vcв1=9,5*150,72/(100*7,8*24*10-2)=7,65 м/ч
Vcв2=9,5*175,84/(100*7,8*32*10-2)=6,7 м/ч
qп1=150,72*25*0,7/7,65=352,576 Дж/см
qп2=175,84*27*0,7/6,7=511,27 Дж/см
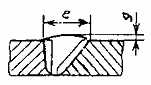
2. Сварка накладки с обечайкой (шов 6).
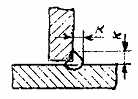
Нахлесточное соединение с толщиной основного металла 12 мм.
Для расчета площади наплавленного металла необходимо выбрать форму разделки кромок. По данным ГОСТ 5264-8 выбираем нахлесточное соединение Н2.
S=12мм
B=12-100
b=0+2,0

k=10мм
Выбираем диаметр электрода 4мм для корневого и последующих проходов.
Вычисляем общую площадь поперечного сечения наплавленного металла по формуле:
Fн=ky*k2/2=1,25*102/2=62,5мм2
где, Fн – площадь поперечного сечения наплавленного металла, мм2;
ky – коэффициент увеличения, учитывающий наличие зазоров и выпуклость («усиление») шва; к – катет шва, мм
Значения ky выбирают в зависимости от катета шва:
Катет шва, мм |
3-4 |
5-6 |
7-10 |
12-20 |
20-30 |
30 |
ky |
1,5 |
1,35 |
1,25 |
1,15 |
1,10 |
1,05 |
Выбрали ky=1,25, т.к. катет шва к=10
Площадь поперечного сечения наплавленного металла для первого прохода (при сварке корня шва)
F1=(6÷8)dэ=7*4=28мм2
для последующих проходов
Fп=(8÷12)dэ=10*4=40мм2
число проходов:
n=(Fн-F1)/Fп+1=(62,5-28)/40+1=1,863
n=2 прохода
Сила сварочного тока при ручной дуговой сварке может быть определена при приближенных подсчетах по эмпирической формуле:
Iсв=К* dэ
К – коэффициент, определенный опытным путем. К=35÷50
Iсв1= Iсв2=40*4=160A
может быть определена в зависимости от диаметра электрода и допустимой плотности тока:
Iсв1=(3,14*162/4)*12=150,72 А
Iсв2=(3,14*162/4)*14=175,84 А
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
Примем напряжение дуги для полученной величины силы сварочного тока Uд1=25 В
Uд2=27 В
Скорость сварки может быть определена по формуле:
Vcв=αн*Iсв/(100*Fн*γ), м/ч
где – коэффициент наплавки г/Ач (для ручной дуговой сварки,
=9,5 г/Ач);
- плотность наплавленного металла, г/см3;
- площадь поперечного сечения наплавленного металла за данный проход, см2.
Vcв1=9,5*150,72/(100*7,8*28*10-2)=6,56 м/ч
Vcв2=9,5*175,84/(100*7,8*40*10-2)=5,35 м/ч
Определим погонную энергию qп. Погонной энергией называется отношение мощности дуги q к скорости сварки Vcв
qп1=Iсв*Uд*η/Vcв=150,72*25*0,7/6,56=411,16Дж/см
qп2=Iсв*Uд*η/Vcв=175,84*27*0,7/5,35=640,287Дж/см
3. Сварка нижнего соединительного кольца и внутреннего днища ( шов 9), верхнего кольца и внутреннего днища (шов 2)
Стыковое соединение с толщиной основного металла 12 мм. Для расчета площади наплавленного металла необходимо выбрать форму разделки кромок. По данным ГОСТ 5264-8 выбираем стыковое соединение С17.
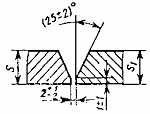
S=12мм
P=1+(-)1
a=2+1(-2)
α=250+(-)2
e=19+(-)2
q=0,5
Выбираем диаметр электрода 4мм для корневого и последующих проходов.
Вычисляем общую площадь поперечного сечения наплавленного металла по формуле:
Fн=a*s+(S-p)2*tg(α)+0,75e*q=
=2*12+(12-1)2*tg(25)+0,75*19*0,5=87,55мм2
где, Fн – площадь поперечного сечения наплавленного металла, мм2;
Площадь поперечного сечения наплавленного металла для первого прохода (при сварке корня шва)
F1=(6÷8)dэ=7*4=28мм2
для последующих проходов
Fп=(8÷12)dэ=10*4=40
найдем число проходов:
n=(Fн-F1)/Fп+1=(87,55-28)/40+1=2,5
n=3 прохода
Сила сварочного тока при ручной дуговой сварке может быть определена при приближенных подсчетах по эмпирической формуле:
Iсв=К* dэ
К – коэффициент, определенный опытным путем. К=35÷50
Iсв1= Iсв2=40*4=160A
может быть определена в зависимости от диаметра электрода и допустимой плотности тока:
где dэ – диаметр электрода (стержня), мм;
j – допустимая плотность тока, А/мм2
Iсв1=(3,14*162/4)*12=150,72 А
Iсв2=(3,14*162/4)*14=175,84 А
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
Примем напряжение дуги для полученной величины силы сварочного тока Uд1=25 В
Uд2=27 В
Скорость сварки может быть определена по формуле:
Vcв=αн*Iсв/(100*Fн*γ), м/ч
где – коэффициент наплавки г/Ач (для ручной дуговой сварки,
=9,5 г/Ач);
- плотность наплавленного металла, г/см3;
- площадь поперечного сечения наплавленного металла за данный проход, см2.
Vcв1=9,5*150,72/(100*7,8*28*10-2)=6,56 м/ч
Vcв2=9,5*175,84/(100*7,8*40*10-2)=5,35 м/ч
Определим погонную энергию qп. Погонной энергией называется отношение мощности дуги q к скорости сварки Vcв
qп1=Iсв*Uд*η/Vcв=150,72*25*0,7/6,56=411,16Дж/см
qп2=Iсв*Uд*η/Vcв=175,84*27*0,7/5,35=640,287Дж/см
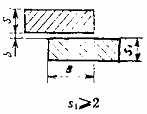
4. Сварка нижнего соединительного кольца с крышкой ( шов 10).
Тавровое соединение с толщиной основного металла 12 мм.
Для расчета площади наплавленного металла необходимо выбрать форму разделки кромок. По данным ГОСТ 5264-8 выбираем тавровое соединение Т1.
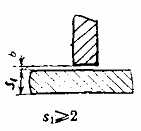
b=0+2мм;
S=12 мм;
Конструктивные элементы шва.
k=10 мм
Выбираем диаметр электрода 4мм для корневого и последующих проходов.
Вычисляем общую площадь поперечного сечения наплавленного металла по формуле:
Fн=ky*k2/2=1,25*102/2=62,5мм2
Площадь поперечного сечения наплавленного металла для первого прохода (при сварке корня шва)
F1=(6÷8)dэ=7*4=28мм2
для последующих проходов
Fп=(8÷12)dэ=10*4=40
найдем число проходов:
n=(Fн-F1)/Fп+1=(62,5-28)/40+1=1,86
n=2 прохода
Сила сварочного тока при ручной дуговой сварке может быть определена при приближенных подсчетах по эмпирической формуле:
Iсв=К* dэ
К – коэффициент, определенный опытным путем. К=35÷50
Iсв1= Iсв2=40*4=160A
может быть определена в зависимости от диаметра электрода и допустимой плотности тока:
где dэ – диаметр электрода (стержня), мм;
j – допустимая плотность тока, А/мм2
Iсв1=(3,14*162/4)*12=150,72 А
Iсв2=(3,14*162/4)*14=175,84 А
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах и при проектировании технологических процессов сварки выбирается на основании рекомендаций паспорта на данную марку электродов.
Примем напряжение дуги для полученной величины силы сварочного тока
Uд1=25 В
Uд2=27 В
Скорость сварки может быть определена по формуле:
Vcв=αн*Iсв/(100*Fн*γ), м/ч
где – коэффициент наплавки г/Ач (для ручной дуговой сварки,
=9,5 г/Ач);
- плотность наплавленного металла, г/см3;
- площадь поперечного сечения наплавленного металла за данный проход, см2.
Vcв1=9,5*150,72/(100*7,8*28*10-2)=6,56 м/ч
Vcв2=9,5*175,84/(100*7,8*40*10-2)=5,35 м/ч
Определим погонную энергию qп. Погонной энергией называется отношение мощности дуги q к скорости сварки Vcв
qп1=Iсв*Uд*η/Vcв=150,72*25*0,7/6,56=411,16Дж/см
qп2=Iсв*Uд*η/Vcв=175,84*27*0,7/5,35=640,287Дж/см