

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Томский политехнический университет
____________________________________________________________
УТВЕРЖДАЮ
Декан факультета МСФ
________________Р.И. Дедюх
«_____»__________________2007г.
Структура и свойства силуминов Отчет по лабораторной работе
Выполнил: студент гр.8Ж10 Ковалева С.Д.
Проверил: Егоров ю.П. Томск 2013
ЛАБОРАТОРНАЯ РАБОТА
Структура и свойства силуминов
I. Цель работы
1.Изучить виды и маркировку сплавов.
2. Изучить диаграмму состояния исследуемых сплавов.
3. Выплавить образцы сплавов заданного состава.
4. Изучить влияние компонентов сплава на структуру и свойства отливок.
5.Изучить технологический процесс вакуумно-пленочной формовки.
6. Для выбранной модели приготовить литейную форму методом вакуумно-пленочной формовки.
II. Оборудование и материалы для выполнения работы
Оборудование: высокочастотная плавильно-закалочная установка ВЧГ-100, электронные весы, прессы Бринелля и Роквелла, маятниковый копер, шлифовально-полировальные станки “Нерис”, оптический металлографический микроскоп, формовочный стол, нагреватель пленки, модели, литниковая система, вакуумная камера с ресивером, форвакуумный насос
Материалы: кусковые отходы силумина, абразивная бумага, растворы кислот этилинвинилацетатная пленка 75-100мкм, сухой песок.
III. Порядок выполнения работы.
1. Прочитать теоретическую часть данного пособия.
2. В соответствии заданием выполнить расчет шихты и выплавить образцы заданного состава.
3. Определить влияние компонентов на структуру и свойства сплава
2. В соответствии с выбранной моделью приготовить литейную форму методом вакуумно-пленочной формовки.
3. С приведением рисунков и пояснений написать отчет.
IV. Описание теоретической части.
В настоящей работе более подробно изучаются литейные алюминиевые сплавы – силумины (ГОСТ 2685 – 75). Под группой алюминиевых сплавов, называемых силуминами, подразумевают сплавы с большим содержанием кремния. Эти сплавы обладают высокой жидкотекучестью, сравнительно небольшой усадкой, малой склонностью к образованию горячих трещин и пористости в сочетании с хорошими механическими свойствами (особенно после модифицирования). Причем оптимальными литейными свойствами обладают сплавы с минимальной температурой плавления и минимальным температурным интервалом кристаллизации, содержащие 12 – 13 % Si (рис. 1). Обычный силумин по структуре является заэвтектическим сплавом. Структура такого сплава состоит из игольчатой грубой эвтектики ( +Si) и первичных кристаллов кремния (рис.1.а). Кремний при кристаллизации эвтектики выделяется в виде грубых хрупких кристаллов игольчатой формы, которые играют роль внутренних надрезов. Такой сплав обладает низкими механическими свойствами: МПа; %.
Микроструктура силумина
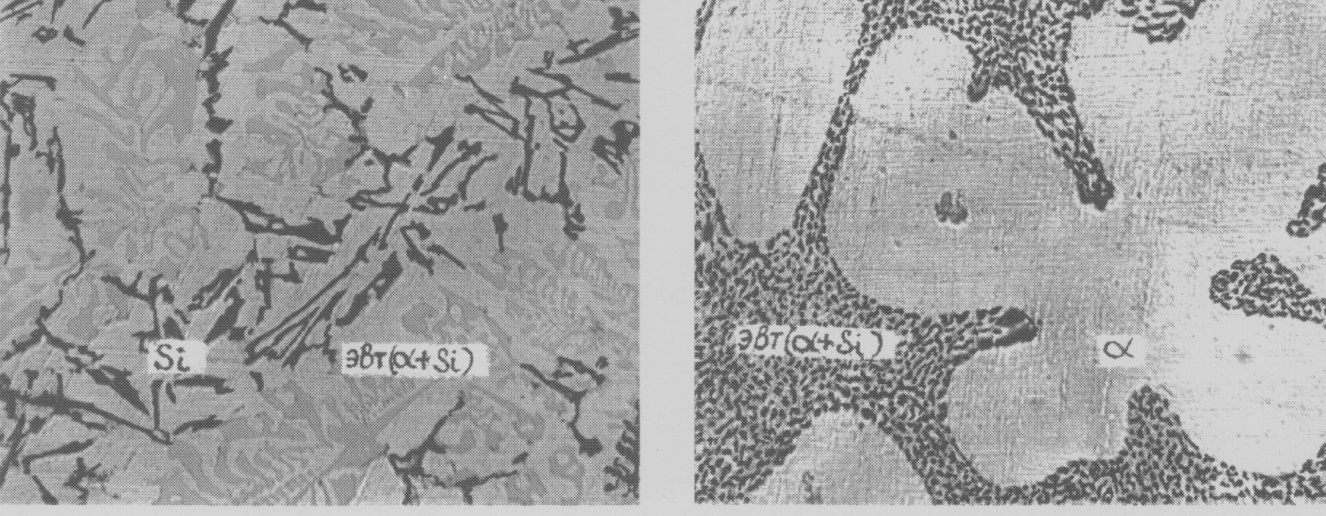
А Б
а – до модифицирования (заэвтектический сплав);
б – после модифицирования (доэвтектический сплав).
Рис.1
Для
повышения механических свойств силумины
модифицируют натрием (0,05 – 0,08 %) путем
присадки к расплаву смеси солей 67 % NaF
и 33 % NaCl.
В присутствии натрия происходит смещение
линии диаграммы состояния (рис. 2) и
заэвтектический сплав (12 – 13 % Si)
становится доэвтектическим, так как
эвтектика теперь образуется при 14 % Si.
В этом случае в структуре сплава вместо
избыточного кремния появляются кристаллы
пластичного
 - раствора кремния в алюминии (рис. 3.36).
Эвтектика приобретает более тонкое
строение и состоит из мелких кристаллов
кремния и
- твердого раствора. В процессе
затвердевания кристаллы кремния
обволакиваются пленкой силицида натрия
(NaSi),
которая затрудняет их рост.
- раствора кремния в алюминии (рис. 3.36).
Эвтектика приобретает более тонкое
строение и состоит из мелких кристаллов
кремния и
- твердого раствора. В процессе
затвердевания кристаллы кремния
обволакиваются пленкой силицида натрия
(NaSi),
которая затрудняет их рост.
Изменения в структуре приводят к повышению механических свойств:
 МПа;
МПа;
 %.
Одновременно улучшаются и литейные
свойства (возрастает жидкотекучесть,
повышается плотность отливок и т.д.).
%.
Одновременно улучшаются и литейные
свойства (возрастает жидкотекучесть,
повышается плотность отливок и т.д.).
Диаграмма состояния Al – Si





Рис. 2
Классификация алюминиевых сплавов по диаграмме состояния и технологическим свойствам







1 – деформируемые сплавы, не упрочняемые термической обработкой;
2 – деформируемые сплавы, упрочняемые термической обработкой.
Рис. 3
Способ вакуумно-пленочной формовки был применен для получения различных художественных отливок из алюминиевых и медных сплавов.
Технологический процесс заключается в следующем (рис.4). На металлическую модельную плиту 2 прикрепляют модели будущей отливки и литниковой системы 1.
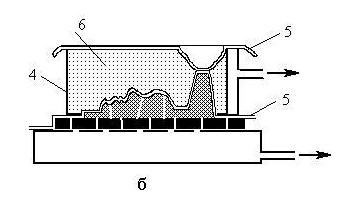
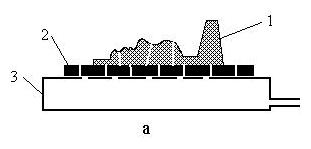
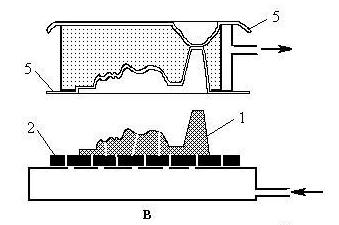
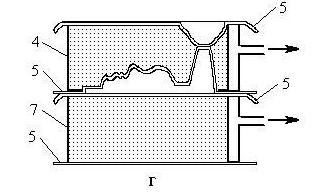
Рис. 4. Схема технологического процесса вакуумно-пленочной формовки.
а - установка модели на подмодельную плиту со сквозными отверстиями с вакуумной камерой; б - обтягивание модели нагретой синтетической пленкой и формовка верхней опоки со стояком и питателем под вакуумом; в – снятие под вакуумом верхней опоки с подмодельной плиты; г – сборка литейной формы из нижней и верхней опоки под вакуумом.
1- модель со стояком и питателем; 2- подмодельная плита со сквозными отверстиями; 3- вакуумная камера с отверстиями; 4- верхняя опока; 5- синтетическая пленка; 6- сухой песок ; 7- нижняя опока.
Модели и подмодельная плита имеют сквозные отверстия небольшого диаметра. Плиту с моделями устанавливают на вакуумную коробчатую камеру 3 (рис.4а), которая с помощью патрубка присоединяется к вакуумному насосу. Для сглаживания скачкообразного натекания воздуха в вакуумную камеру используется дополнительная емкость с предварительно откаченным воздухом - ресивер. Подмодельную плиту накрывают поливинилацетатной пленкой 5 (100 мкм), нагретой до пластического состояния радиационным или конвективным способом. При использовании первого способа применяют газовый или электрический нагрев, при втором – обдув горячим воздухом. После создания разрежения в вакуумной камере пленка плотно облегает модель и плиту. Затем на плиту устанавливают верхнюю коробчатую опоку 4 (рис.4б), внутренние стенки которой имеют отверстия, а сама опока с помощью патрубка тоже соединена с вакуумным насосом. Подмодельная плита снабжена вибрирующим устройством.
В опоку насыпают смесь сухого песка зерен 0,2 мм и уплотняют его вибрацией. Затем выравнивают верхнюю поверхность опоки, удаляя линейкой излишек песка, до получения ровного контрлада. Верхний контрлад покрывают не нагретой пленкой и создают вакуум. Песок, находящийся в коробчатой опоке, снизу и сверху оказывается плотно сжат пленкой. Затем, не выключая насоса, создающего вакуум в верхней опоке, сбрасывают вакуум в вакуумной камере, снимают верхнюю опоку с модельной оснастки (рис.4в) и приступают к формовке нижней опоки аналогичным способом. Далее собирают форму из двух полуформ (рис.4г), окрасив огнеупорной краской поверхность полуформы, оформляющую поверхность изделия. В исключительных случаях окрашивают поверхность нижней полуформы. При окрашивании поверхности краска и песок должны быть разделены пленкой.
Затем собранную форму (рис. 4г) заливают металлом (при заливке обе полуформы находятся под вакуумом). Заливку производят в литниковую чашу, установленную в верхней полуформе. С целью предотвращения сдвига верхней полуформы при попадании металла ее нагружают. После затвердевания металла выключают вакуумный насос и отливка с песком, в котором была заформована, вываливаются из опоки. В дальнейшем песок вновь используют при формовке.