

Билет 19.
1.
А) Принципы построения есдп
1. Выявление номинальных размеров по принципу рядов предпочтительных чисел. В основном машиностроительном диапазоне (0 – 500 мм) образовано 130 номинальных размеров, которые затем сведены в 13 интервалов. 2. Установление точности изготовления по 20 квалитетам. Допуски по квалитетам одинаковы для любого элемента (отверстия, вала, прочего) в одном номинальном размере и одной точности. При переходе от одного квалитета к другому, допуск изменяется на 60%, а через пять квалитетов величина увеличивается или уменьшается в пять раз. 3. Установление 27 основных отклонений валов и 27 основных отклонений отверстий. Основные отклонения для валов рассчитываются по эмпирическим формулам, а основные отклонения отверстий определяются по двум правилам: общему и специальному. 4.Установление двух систем: системы отверстия и системы вала с односторонним расположением поля допуска основных деталей. Поле допуска основного отверстия расположено выше нулевой линии, т.е. в «плюс», а основного вала – в «минус» (ниже нулевой линии). В каждой системе может быть до 28 посадок по трем группам:
посадки с зазором (11 посадок);
посадки с натягом (12 посадок);
переходные посадки (5 посадок).
5. Установление нормальной температуры. Допуски и предельные отклонения относятся к размерам деталей при температуре +20°С.
Б)
Единица допуска
Единица допуска - это множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
2. Допуски зубчатых передач
А)
Зубчатые передачи широко применяют как в машинах, так и в приборах. По эксплуатационному назначению можно выделить четыре основные группы зубчатых передач: отсчетные, скоростные, силовые и общего назначения.
К отсчетным относят зубчатые передачи измерительных приборов, делительных механизмов МРС и делительных машин, счетно-решающих механизмов и т.п. В большинстве случаев колеса этих передач имеют малый модуль и работают. При малых нагрузках и скоростях. Основной эксплуатационный показатель отсчетных передач – высокая кинематическая точность, т.е. точная согласованность углов поворота ведущего и ведомого колес передачи. Для реверсивных отсчетных передач значение имеет боковой зазор в передаче и колебание этого зазора.
Скоростные являются зубчатые передачи турбинных редукторов, двигателей турбовинтовых самолетов. Их основной эксплуатационный показатель - плавность работы, т.е. отсутствие циклических погрешностей, многократно повторяющихся за оборот колеса. Для тяжело нагруженных скоростных зубчатых передач имеет значение также полнота контакта зубьев. К силовым относят зубчатые передачи, передающие значительные крутящие моменты при малой частоте вращения (зубчатые передачи подъемно-транспортных механизмов, горновыемочных машин).
Колеса для таких передач изготавливают с большим модулем. Основное точностное требование к ним – обеспечение более полного использование активных бытовых поверхностей зубьев, т.е. получение наибольшего пятна контакта зубьев.
Б) Контакт зубьев в передаче
Для повышения износостойкости и долговечности зубчатых передач необходимых, чтобы полнота контакта сопряженных боковых поверхностей зубьев колес наибольшим. Для гарантии требуемой полноты контакта зубьев в передаче установлены наименьшие размеры так называемого суммарного пятна контакта.
Суммарное пятно контакта – часть активной боковой поверхности зуба колеса, на которой расположены следы прилегания его к зубьям парного колеса (следы приработки или фаски ) после вращения собраны передачи под нагрузкой, устанавливаемой в зависимости от эксплуатационных требовании.
Пятно
контакта определяется относительными
размерами в %: по длине зуба – отношении
расстояния «а» между крайними точками
следов прилегания за вычетом разрывов
«с», превосходящих величину модуля (мм)
к длине зуба «в», т. е.
 ;
по высоте зуба – отношением средней
(по всей длине зуба) высоты следов
прилегания
;
по высоте зуба – отношением средней
(по всей длине зуба) высоты следов
прилегания
 ,
к высоте зуба соответствующей активной
боковой поверхности
,
к высоте зуба соответствующей активной
боковой поверхности
 ,
т.е.
,
т.е.

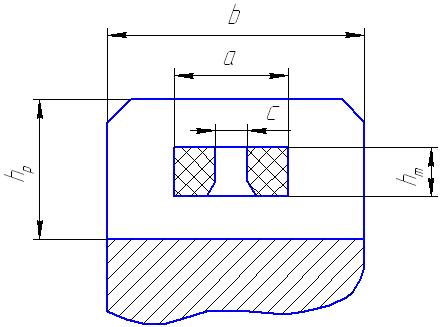
Рисунок 1- Пятно контакта зубьев в передаче
Уменьшение полноты контакта вызывается погрешностью установки заготовки на станке неточностью станка. Притирка и приработка зубьев сопряженных колес улучшают их контакт.
На полноту контакта влияют погрешности формы зубьев и погрешности их взаимного расположения в передаче