

ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОУ ВПО РЫБИНСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСТИТЕТ им.П.А Соловьева.
Кафедра «Режущий инструмент, станки и инструменты»
Курсовая работа
По курсу: «Режущий инструмент»
Вариант 5-2
Студент группы СИ-10 Ковригин.К.В
Руководитель Полуглазкова Н.В.
Нормконтроль Полуглазкова Н.В.
Рыбинск 2013
1.Расчет и проектирование фасонного резца
Вариант 5
Исходные данные

Рисунок 1 – Эскиз детали
Материал детали - 40Х
σв=700 МПа
Шероховатость поверхности Ra =6,3 мкм
Тип резца: круглый
Фасонный резец, как правило, проектируется специально для обработки поверхностей сложного профиля применительно к выполнению конкретной операции технологического процесса изготовления детали. Получение на резце режущей кромки сложного профиля представляет определенные трудности. По этой причине одним из важнейших требований, предъявляемых к фасонному резцу, является простота возобновления профиля режущей кромки при переточках.
По конструкции фасонные резцы делятся на стержневые, призматические и круглые.
Круглые
фасонные резцы получили большее
распространение из-за простоты
изготовления и большого срока службы.
Профиль кромки фасонного резца
предопределяется профилем детали. В
целях обеспечения процесса резания
величина переднего γ
 углов принимается больше нуля, что
приводит при проектировании к необходимости
проведения корректировочного расчета
для определения профиля резца в сечении
удобного для изготовления. Для круглых
резцов – радиальное сечение.
углов принимается больше нуля, что
приводит при проектировании к необходимости
проведения корректировочного расчета
для определения профиля резца в сечении
удобного для изготовления. Для круглых
резцов – радиальное сечение.
Подготовка исходных размеров детали к профилированию
Профиль детали описываем в системе координат X – Y так , чтобы ось Х совпадала с осью детали, а начало координат – с правой торцевой поверхностью.
На свободные размеры назначаем по следующим квалитетам: назначаем допуски на длины l1,l2,l3 и запишем уже исходные диаметры d1,d2 с допусками. Таким образом, получаем:
d1=16d11= мм;
мм;
d2= 22h12=22-0,21 мм;
l1=10h12=10-0,15 мм;
l2=20 h14=20-0,52 мм;
l3=35h11=35-0,16 мм;
R=32-0,25 мм;
На рисунке 2 приведен чертеж детали, на котором все размеры указаны с отклонениями.

Рисунок 2 – Эскиз детали с отклонениями
Длинновые размеры l1 и l2 на чертеже проставлены цепью. Поэтому производим их пересчет для координатной простановки, размер l1 должен быть заменен новым размером, проставленным от правого торца детали.
Обозначим l1=А1 ; l2=А0; новый размер от торца детали – А2.
Размеры А0, А1, А2 образуют размерную цепь.


 А2
А2
 А0
А1
А0
А1


В данной цепи замыкающим звеном является размер А0.Составляем уравнения размерных цепей:
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 мм;
мм;
 мм;
мм;
 мм;
мм;
А2=29,665±0,185 мм;
Выбор узловых точек на профиле детали
Для проведения коррекции расчета профиля резца на профиле детали необходимо выбрать ряд узловых точек ( рисунок 3) и определить их координаты Х и У.
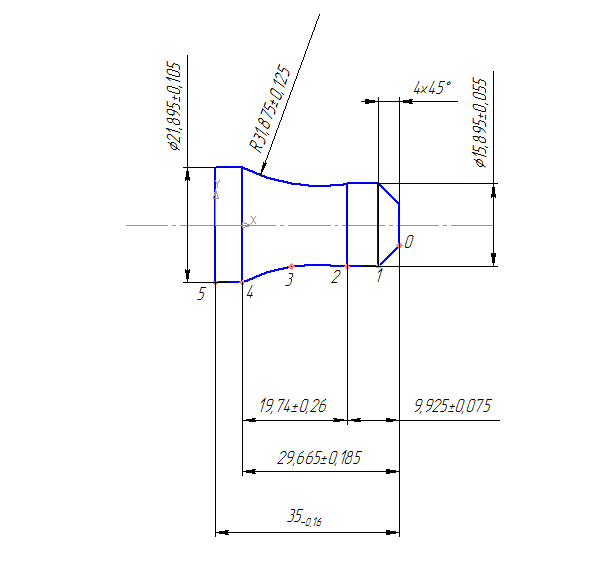
Рисунок 3 – Эскиз детали с узловыми точками и размерами, подготовленными к расчету профиля резца
Необходимо определить расстояние до точки Х3 вдоль оси Х и определить для этой точки ординату У3.
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
Результаты заносим в таблицу 1.1
Таблица 1.1 – Радиусы и длинновые размеры узловых точек профиля резца
Номер узловой точки |
1 |
2 |
3 |
4 |
5
|
Радиусы, мм |
7,9475 |
7,9475 |
9,51177 |
10,9475 |
10,9475 |
Длинновые размеры, мм |
4 |
9,925 |
19,795 |
23,665 |
35 |
Если представить себе ширину резца равной ширине детали, как показано сплошными линиями на рисунке 4, участок лезвия резца для снятия фаски получается незначительным по размерам, с малым сечением и самой. Следовательно, при резании эта часть лезвия будет интенсивно нагреваться и изнашиваться. Инструмент придется часто перетачивать, т.е. будут большие экономические потери. То же самое наблюдается и у левого конца лезвия резца. Для усилия таких участков лезвия вводят дополнительные режущие кромки, которые на рисунке показаны.
b1=1,5 мм ; b=4 мм; h=2 мм; а=3 мм;

Рисунок 4 – Дополнительные режущие кромки.
Материал для изготовления фасонного резца
Круглый резец габаритов более 15 мм изготавливают составными с напаянными(наклеенными) пластинами. Корпус изготавливаем из стали 40Х. Материал для пластин выбираем исходя из типов производства и свойства обрабатываемого материала. Будем использовать пластины из твердого сплава ВК6.
Габаритные размеры резца
Основным критерием для выбора габаритов резца является наибольшая глубина обрабатываемого профиля, определяется по формуле:
 мм,
мм,
где
 – наибольший и наименьший диаметры
обрабатываемой детали. По [1] ,с.32, таблица
3.2 габаритны резца составляют:
– наибольший и наименьший диаметры
обрабатываемой детали. По [1] ,с.32, таблица
3.2 габаритны резца составляют:
Dб=50; Dр=54 мм; d=13H9; b=9 мм; d1=20 мм; r=1 мм; D1=28 мм; d2=5 мм; Lр=43,5; l1=10,88 мм; l2=8,15 мм;
1.6 Геометрические параметры режущей части резцов.
Выбор переднего (γ0) и заднего (𝛼0) углов основывается на практических данных. Эти значения углов выбираются для базовых точек резца.
Принимаем 𝛼0=100.
Передний угол γ0 выбираем в зависимости от обрабатываемого материала. Принимаем γ0=150.
Коррекционный расчет резца
Наличие передних и задних углов у резцов приводят к несовпадению глубин профилей измеренных в радиальном сечении с глубиной профиля обрабатываемой детали. Размеры по ширине профиля фасонного резца совпадают с соответствующими осевыми размерами обрабатываемой детали. В задачу коррекционного расчета входит расчет глубин «Т» для круглого резца в радиальном сечении.
Результаты расчета занесены в таблицу 1.2
Таблица 1.2 – Корректировочный расчет профиля фасонного резца.
Формулы и обозначения |
Номера узловых точек |
||||
1 |
2 |
3 |
4 |
5 |
|
|
250=0.4361 радиан |
||||
|
2.057 |
||||
|
0,2618 |
0,2618 |
0,218 |
0,1890 |
0,1890 |
|
7,9475 |
7,9475 |
9,50264 |
10,9185 |
10,9185 |
|
0 |
0 |
1,55514 |
2,971 |
2,971 |
|
0 |
0 |
1,61 |
3,076 |
3,076 |
|
22,66 |
||||
|
10,5654 |
||||
|
22,66 |
22,66 |
21,05 |
19,584 |
19,584 |
|
0,4363 |
0,4363 |
0,4652 |
0,495 |
0,495 |
|
25 |
25 |
23,5518 |
22,2414 |
22,2414 |
|
0 |
0 |
1,4482 |
2,7586 |
2,7586 |
|
0,1745 |
0,1745 |
0,2034 |
0,2332 |
0,2332 |












