

3. Сравнительная таблица соотношения зернистости для влажной и сухой шлифовки
Наждачная бумага для сухой шлифовки менее агрессивна. Поэтому при выборе правильной градации необходимо учитывать соотношение зернистости для влажной и сухой шлифовки.
СУХАЯ |
ВЛАЖНАЯ |
260LP1500 |
Р2000 |
260LP1200 |
Р1500 |
260LP1000 |
|
260L Р800 |
|
260L Р600 |
Р1200 |
Р500 |
Р1000 |
Р400 |
Р800 |
Р320 |
Р600 |
Р280 |
Р500 |
Р240 |
Р400 |
Р220 |
Р360 |
Р180 |
Р320 |
Р150 |
Р280 |
Р120 |
Р240 |
Р100 |
Р220 |
Р080 |
Р180 |
Р060 |
Р150 |
Р040 |
Р120 |
4. Последовательность применения абразивных материалов.
При шлифовке очень важно соблюдать последовательность применения абразивных материалов разной зернистости.
Не следует переходить от грубой зернистости сразу к мелкой, обязательно нужно произвести промежуточную зашлифовку.
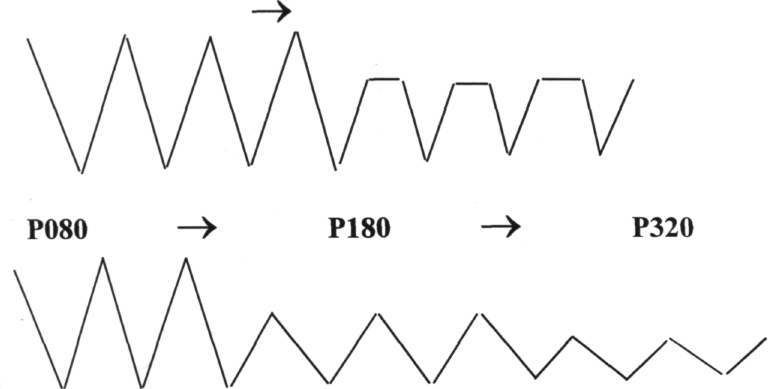
Р320
Р080
НЕПРАВИЛЬНО
|
Влажная шлифовка |
Сухая шлифовка |
ОБРАБОТКА |
На влажную не шлифуется |
255 Р Р080 |
|
ШПАТЛЕВКИ 255Р Р180 255Р Р320 |
|||
|
|
Грунт |
Грунт |
|
|
ОКОНЧАТЕЛЬНАЯ |
|
|
|
|
ОБРАБОТКА |
|
|
|
|
Акриловые краски |
314/734 Р800 |
255Р Р400 |
|
|
База |
314/734 Р1000 |
255Р Р500 |
|
|
Критические цвета и |
314/734 Р1200 |
255Р Р600 |
|
|
эффекты |
|
|
|
Для достижения максимально высокого качества шлифовки, рекомендуется делать шаг как минимум через две градации. Выбор начальной и конечной градации зависит от обрабатываемых поверхностей. Р080 Р100 Р120 Р150 Р180 Р220 Р240 Р280 Р320 Р360 Р400 Р500