

45. Классификация волочильных станов по принципу работы тянущего устройства
Оборудование, на котором осуществляют волочение, называют волочильными станами. Волочильные станы по принципу работы тянущих устройств подразделяются на две группы: с прямолинейным движением тянущих устройств — цепные, реечным винтовые и с наматыванием обрабатываемого металла на барабан барабанные. На цепных станах (рис. 125, а) протягиваются прутки, трубы другие профили. На станине стана находится кронштейн 1, в который вставляются волоки 7. На верху станины находится каретка 4, имеющая с одной стороны крюк 5 для соединения с бесконечной цепью 6, а с другой — тиски 3 для захватывания металла. Kaретка тянется крюком; передвигается она на четырех роликах вдоль станины, увлекая за собой захваченный клещами металл. Возврат каретки в исходное положение осуществляется с помощью особых устройств, а иногда благодаря уклону станин.
Рис. 125. Цепной волочильный стан: а — обший вид: б — разрез инстумевта с кронштейном. Цепные волочильные станы изготовляются с силой тяги до 150—200 т и более, что позволяет протягивать прутки диаметром до 150 мм. Барабанные волочильные станы применяются для таких размеров профилей, которые могут наматываться на барабан, прежде всего это относится к проволоке. Барабанные волочильные станя от числа протягиваний делятся на однократные, когда волочение осуществляется через одну волоку, и многократные, когда заготовка проходит последовательно несколько волок уменьшающихся сечений. Волочильный стан барабанного типа для однократного волочения приведен на рис. 126. Такие станы служат для волочения проволоки и прутков диаметром 4 — 15 мм. Исходная заготовка в виде бунта помещается на вертушке 1, конец заготовки закрепляется на барабане 3, приводимом во вращение через коническую зубчатую передачу 6, редуктором 4 от мотора 5. Волочение происходит с помощью волоки 7, закрепленной в кронштейне 2.
Рис. 126. Барабанный волочильный стан. Для волочения проволоки диаметром меньше 4 — 6 мм применяются станы многократного волочения, число волок у которых достигает 20. При многократном волочении волоки располагаются в ряд по уменьшающемуся сечению. После каждой волоки устанавливается барабан. Барабан обладает тянущим усилием и одновременно является вертушкой, подающей проволоку для волочения через следующий глазок. Проволока с одного барабана сматывается, а на другой наматывается. На последний барабан проволока только наматывается. |
|
|
|
|
|
|
|
|


49 Цепные волочильные станы. Типы и техническая характеристика.
По принципу устройства большинство цепных станов одинаковы и отличаются степенью механизации отдельных операций. Волочильные станы конструируют, рассчитывая на усилие волочения. Усилие волочения определяется сечением протягиваемого металла, величиной обжатия и мех св-вами металла. Наибольшее применение цепные волочильные станы находят в калибровочных и трубоволочильных цехах. Скорости волочения на цепных станах невысокие. Это объясняется относительно малой длиной прутков и труб, подвергаемых волочению на таких станах. Средняя длина протягиваемых прутков на таких станах 2-8 м. При такой длине двигатель не успеет набрать полного числа оборотов, как пруток будет протянут. Средние скорости от 0,03 до 0,5 м/с. Возможна протяжка прутков и труб большей длины и соответственно скорости будут выше.
На цепных станах протягиваются прутки, трубы и другие фасонные профили. Цепные волочильные станы изготовляют с силой тяги до 150-200 т (1470-1960 кН) и более, что позволяет протягивать прутки диаметром до 150 мм.
Увеличение и регулировка скорости волочения являются только одним из факторов, способствующих увеличению производительности станов. Для увеличения производительности волочильных цепных станов предусматривают: 1) многопрутковое волочение, 2) механизированный возврат тележки, 3) автоматический захват прутков, 4) механизированное сбрасывание прутков и труб со стана на стеллажи, 5) принудительную подачу изделия в волоку пневматическими, гидравлическими или механическими вталкивателями, исключающими необходимость в заострении концов прутков и забивке концов труб, 6) механизированное насаживание труб на оправки.
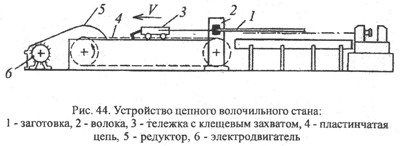
На цепных станах (рис. 44) обрабатывают заготовку (прутки, трубы) большого сечения. После того как клещевым захватом зажимается конец заготовки, он прикрепляется к непрерывной цепи, натянутой между двумя барабанами. Цепь увлекает за собой захват вместе с заготовкой и протягивает ее через волоку.
По типу тянущего устройства – одна тянущяя тележка или несколько полос параллельно, с мотор редуктором или без, устанавливается на тележке