

39. Усилие волочения(формула перлина). Факторы, влияющие на усилие волочения. График зависимости усилия волочения от угла волоки.
Усилие волочения без натяжения зависит от геометрических параметров и условий трения в очаге деформации. Для каждого обжатия существует угол волоки, при котором усилие волочения минимальноВлияние скорости и диаметра проволоки на усилие волочения изучено экспериментально. С увеличением скорости оно снижается, а при увеличении диаметра и при прочих равных условиях увеличивается из-за увеличения затрат энергии на преодоление сил трения.
 Р
Р

7 12 α,˚
по формуле для определения полного напряжения волочения круглых профилей (Перлин).

где
 – полное напряжение волочения сплошного
круглого профиля;
– полное напряжение волочения сплошного
круглого профиля;
 – напряжение
противонатяжения, возникающее на задней
поперечной границе пластической зоны,
либо от действия внешнего противонатяжения
– напряжение
противонатяжения, возникающее на задней
поперечной границе пластической зоны,
либо от действия внешнего противонатяжения
 ,
либо от того и другого вместе. Это
напряжение равно
,
либо от того и другого вместе. Это
напряжение равно
 или
больше его. Если
<
,
то
=
.
Если
>
,то
=
.
или
больше его. Если
<
,
то
=
.
Если
>
,то
=
.
Fн, Fк – площадь начального и конечного сечения;
 –
среднее значение
сопротивления деформации в пределах
деформационной зоны:
–
среднее значение
сопротивления деформации в пределах
деформационной зоны:

fн и ρ – коэффициент и угол трения;
α – угол образующего канала (полуугол).
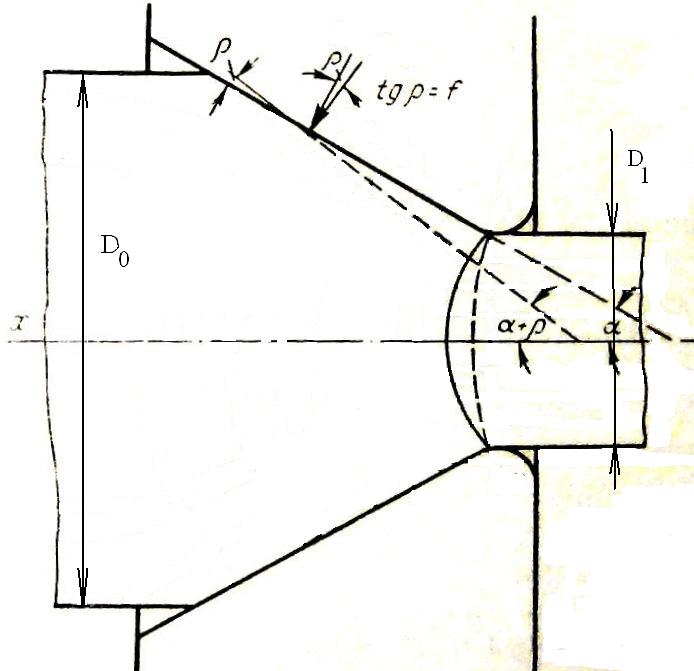
Рисунок 1 – Схема волочения круглого профиля
. - усилие волочения.
- усилие волочения.
Усилие Р, необходимое при волочении, называется усилием волочения. Отношение Р к площади поперечного сечения, получаемого после волочения, называется напряжением волочения; оно должно быть меньше предела текучести обрабатываемого металла, иначе выходящий из отверстия волоки пруток будет утрачивать форму и размеры, полученные в отверстии волоки.
40. Скорости волочения изделий из сталей и цветных металлов и сплавов
В процессе волочения не происходят изменения во времени напряжения и деформации, то есть он является стационарным. При волочении проволоки концы заготовок сваривают и процесс становится непрерывным. При волочении прутков и профилей из-за ограниченности длины агрегатов процесс квазистационарный. Слои металла при волочении перетекают из радиального в осевое направление. Это определяет нестационарный характер скорости деформации в очаге деформации, среднее значение которой определяют по формуле:
![]()
Средняя скорость деформации принимает значения в интервале от 101 до 105 1/с и повышается с уменьшением диаметра проволоки и длиной очага деформации.
Бухтовое волочение труб Скорости волочения до 25—30 м/с
Волочение проволоки скорости волочения до 50 м/с
Скорость волочения, под которой обычно понимают скорость. движения металла после выхода его из волоки, колеблется в очень больших пределах: от 2 до 3000 м/мин (50 м/сек). Скорости воло-чения зависят от большого количества самых разнообразных факторов. В основном можно считать, что полосы больших сечений подвергают волочению с меньшими скоростями, чем полосы малых сечений.
Твердые и малопластичные сплавы (например, легированная сталь, нихром, бронза, вольфрам и т. п.), а также малопрочные металлы (например, свинец),' протягивают с малыми скоростями. Наибольшие скорости применяют при волочении медной прово-локи.