

29 Элементы матрицы, их назначение. Марки сталей для изготовления матриц.
Матрица — основная часть прессового инструмента — представляет собой металлический диск с прорезанным в нем каналом по форме профиля, который устанавливается в передней части контейнера и замыкает его полость с заготовкой. Диаметр матрицы зависит от размеров контейнера и заготовки, толщину рассчитывают, исходя из конструктивных и технологических соображений. Основные элементы матрицы - зеркало или заходная часть, рабочий канал, поясок, выходная часть.
-сталь 6Х4М2ФС
30 Основные принципы конструирования и расчета на прочность матриц для прессования.
До последнего времени расчет матриц вели в значительной степени на основе эмпирических представлений с использованием некоторых аналитических зависимостей. Например, для обеспечения необходимой прочности перемычек матрицы от контура канала до края ее диаметр следует принимать для контейнеров диаметром меньше 200 мм: dM > 1,6 dо, а для контейнеров диаметром больше 200 мм dM > 1,5 d0, где d0 — диаметр описанной окружности, проведенный через максимально удаленную точку канала матрицы. Канал матрицы и условия истечения профиля. Канал матрицы определяет наружный контур пресс-изделия и его размеры — поперечное сечение отпрессованного профиля. При его проектировании решают несколько задач: определяют размещение на зеркале матрицы, выбирают форму рабочего пояска канала и рассчитывают ширину. Размещение канала на зеркале матрицы значительно влияет на условия прессования и равномерность истечения металла: при равномерном выходе металла профиль получается ровным, без изгибов и скручивания. Получить на столе пресса хорошо отпрессованный профиль, лишенный указанных дефектов — важнейшая задача прессовщика. Если она выполнена, то снижаются затраты на правку растяжением, уменьшается число различных послепрессованных дефектов поверхности, облегчается последующая межоперационная транспортировка. При проектировании матриц для профилей простых симметричных сечений центр симметрии профиля совмещают с центром зеркала матрицы.
31. Суть процесса волочения. Основные способы волочения сплошных и полых изделий.
Волочение является распространенным процессом производства проволоки, прутков, профилей и труб. При волочении металлическим изделиям придают точные размеры, заданную геометрическую форму, чистую и гладкую поверхность. Подвергая заготовку волочению несколько раз, можно получить изделие тончайшего сечения. Волочением обрабатывают углеродистые и легированные стали, цветные металлы и их сплавы. Исходным материалом являются проволока (катанка), прутки и трубы, получаемые горячей прокаткой (сталь, цветные металлы и их сплавы), горячим прессованием (латуни, бронзы, алюминиевые сплавы), непрерывным литьем (алюминиевые сплавы) и методом порошковой металлургии (спеканием).
Сущность процесса волочения
Процесс деформации протягиваемого металла в круглом волочильном канале состоит в следующем.
У прутка А с начальным сечением Fн заостряется передний конец, который пропускают через очко волоки. К переднему концу прутка, выходящему из волоки, приложена сила волочения Р, под воздействием которой полоса протягивается через канал волоки В (рис. 1) с выходным сечением Fк.
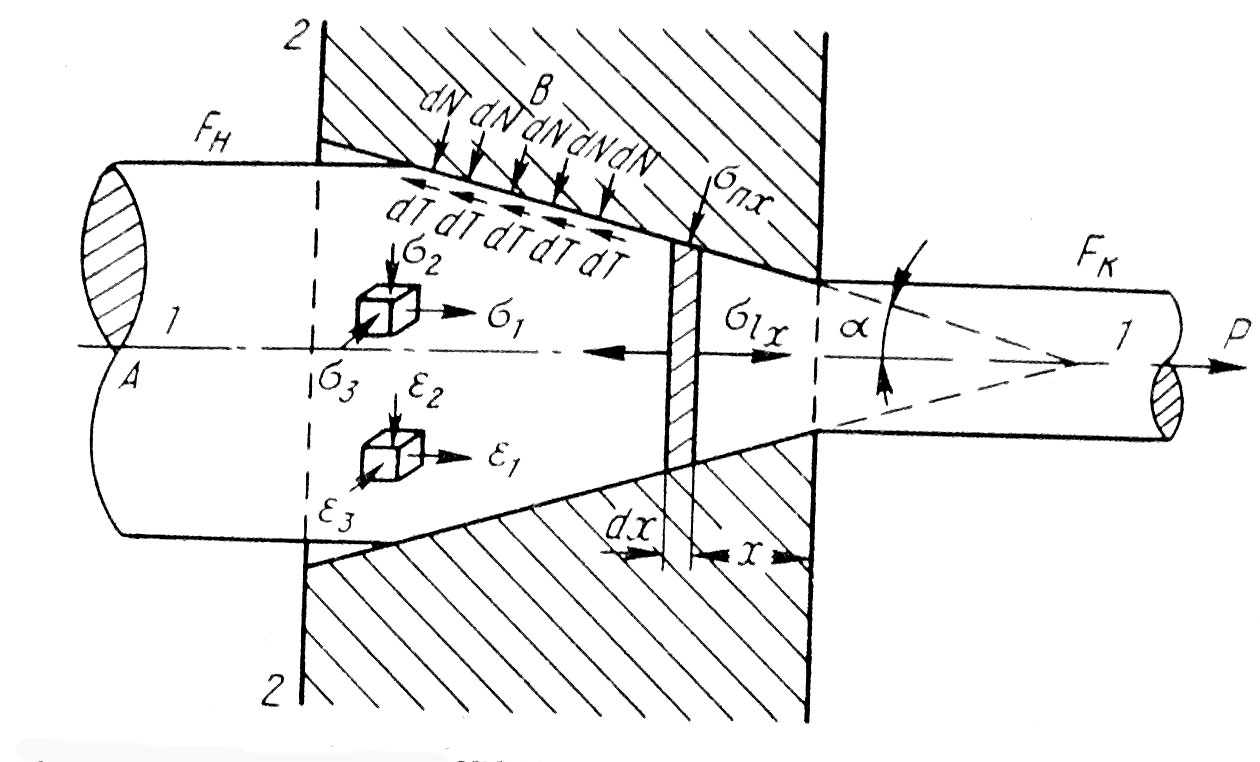
Рисунок 1. Механическая схема процесса волочения круглого сплошного профиля
Стенки канала давят на протягиваемую полосу и обжимают ее у по всей контактной поверхности в каждой ее точке. Элементарные силы давления волоки на протягиваемый металл dN вызывают со стороны металла элементарные реактивные силы, одинаковые по величине с активными, но направленные в противоположные стороны. Вследствие движения металла в канале на контактной поверхности возникают элементарные силы трения dT, направленные по касательным к поверхности канала в различных ее точках и действующие на металл в направлении, обратном его движению. Величина этих элементарных сил трения определяется по закону Кулона (точнее Кулона-Амонтона) dT = fn dN, где fn -коэффициент трения по нормальному давлению, не зависящий от давления. Этот закон, учитывая силы от механического взаимодействия трущейся пары, не принимает во внимание силы межатомного или межмолекулярного притяжения, возникающие на контактной поверхности. При волочении смазка металла и волочильного очка снижает силы трения и усилие волочения, а так же температуру в очаге деформации, предотвращает прилипание металла к волоке и улучшает качество поверхности изделия. Кроме того, смазка позволяет увеличить обжатие за проход и скорость волочения. Решающим фактором при выборе смазки являются их свойства, в частности, коэффициент динамической вязкости при соответствующих термических и механических условиях. В очаге деформации при волочении давления достигают 10³- 10 МПа, температура – 200-300°С и при этих условиях смазки должны быть химически стабильными.
К основным способам волочения, кроме рассмотренного, относят волочение труб без оправки (рис. 2, б) для уменьшения наружного и внутреннего диаметров трубы и увеличения длины (толщина стенки трубы почти не изменяется); волочение труб на оправке (рис. 2, в) для уменьшения наружного и внутреннего диаметров и толщины стенки трубы; волочение в дисковых вращающихся волоках (рис. 2, г) для получения сложных профилей. В последнем случае вращение неподвижных дисков осуществляется усилием волочения благодаря силам трения.