

18 Преимущества и недостатки вертикальных и горизонтальных гидравлических прессов
Вертикальный гидравлический пресс
Пресс вертикальный гидравлический предназначен для выполнения работ по запрессовке, распрессовке, прошивки, калибровке, а также для изготовления заготовок повышенной точности.
Широкое применение пресса вертикальные гидравлические получили в таких отраслях как машиностроение, обслуживание и ремонт транспорта и еще многих других.
В чем же особенности и преимущества пресса вертикального гидравлического?
Преимущества пресса вертикального гидравлического в его проверенной надежности, точности, повторяемости и легкости в управлении.
Вертикальные прессы гидравлические имеют цифровое управление, что подразумевает, точность угла гибки в соответствии с толщиной и типом листа. Управление давлением в гидравлической сети. А это предохраняет инструмент от перегрузки, минимизирует потребление энергии и обеспечивает долгий срок службы деталей. Прямое управление движением верхней балки и зоны защемления.
Пресс вертикальный гидравлический включает в себя наиболее эффективные гидравлические и электрические узлы для уменьшения энергетических затрат.
Горизонтальный гидравлический пресс
Гидравлический пресс горизонтальный предназначен для выполнения следующих операций: гибка различного сортового проката, гибка трубы, правка сортового проката и трубы, навивка сортового проката и трубы, рубка сортового проката и трубы, перфорация отверстий в сортовом прокате и трубе и многие другие операции.
Используется гидравлический пресс горизонтальный в автотранспортных предприятиях, авторемонтных мастерских, станций технического обслуживания.
В чем же особенности и преимущества гидравлического пресса горизонтального?
В первую очередь, это классическая горизонтальная конструкция, высокая точность и надежность пресса. Работая на таком устройстве, вы можете, например, изготавливать брус из любого материала, используя при этом любой клей. Очень надежная и простая конструкция позволяющая использовать данный горизонтальный гидравлический пресс даже в автоматической линии. Конструкция гидравлического пресса горизонтального позволяет наращивать длину изготавливаемого бруса путем добавления секций. Управление прессом может осуществляться одним оператором. А также следует заметить долговечность гидравлической системы.
20 Удаление прессостатка при прямом и обратном прессовании
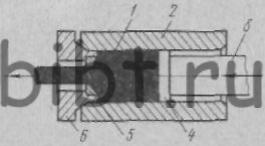
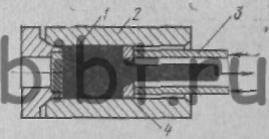
Различают два метода прессования — прямой и обратный. При прямом прессовании прутков заготовка 1, нагретая до определенной температуры, помещается в контейнер 2 пресса. С одной стороны контейнера закреплена матрица 5 при помощи матрицедержателя 6. С другой стороны на заготовку давит пресс-шайба 4, связанная со шплинтоном 3. Шплинт получает необходимое давление от плунжера пресса. Под действием этого давления металл выдавливается через отверстие матрицы. В конце процесса прессования в контейнере остается часть металла — пресс-остаток, идущий в отход. При обратном прессовании прутков в контейнер 2 входит не пресс-шайба, а полый пуансон 3 с матрицей 4 на конце. Матрица давит на заготовку 1, и металл течет в отверстие матрицы навстречу движению пуансона. При обратном методе снижаются отходы металла на прессостаток и уменьшается усилие деформации, но усложняется конструкция пресса.
Прямое прессование обратное прессование
Пресс-остаток от прессования предыдущей заготовки не отделяют, а используют для дальнейшего прессования. Процесс ведут с закрепленной на пресс-штемпеле пресс-шайбой, что обеспечивает вывод последней из втулки контейнера. После прессования одной заготовки пресс-остаток остается в контейнере и туда попадает новый слиток. Под действием высокого давления и соответствующей температуры происходит сваривание пресс-остатка с новой заготовкой, что приводит к получению пресс-зделия неограниченной длины на выходе из матрицы