

5. Элементы технологических операций: дать определения, пояснить на примере.
Технологической операцией называется законченная часть технологического процесса, выполняемая на одном рабочем месте до перехода к обработке следующей детали. Установ – часть технолгической операции, выполняемая при неизменном закреплении обрабатвыемых заготовок. Технологический переход- законченная часть технолгической операции, хар-я постоянством обрабатываемой поверхности и применяемого инструмента. Вспомогательный переход – законченная часть операции, состоящая из действий человека и оборудования, к=ое не сопровождается изменением формы, размеров или физико-химического состояния поверхности детали.
6.Дать определение понятиям точность, заданная точность, действительная точность, ожидаемая точность.
Точность детали – степень соответствия геометрических действительных параметров заданным. Количественной х-ой точности обработки является погрешность обработки.
Заданная точность изготовления приводится конструктором на чертежах детали. Ожидаемая точность – та точность, которую ожидает получить технолог после выполнения технологического процесса. Действительная точность – та точность, к-ая получается при изготовлении детали( контролируется рабочим или контролером).
7.Проанализировать связь точности и себе стоимости
Чем выше точность обработки, тем дороже эта обработка, т.к. требуется более точное оборудование, более высокая квалификация рабочего и большее время на обработку.
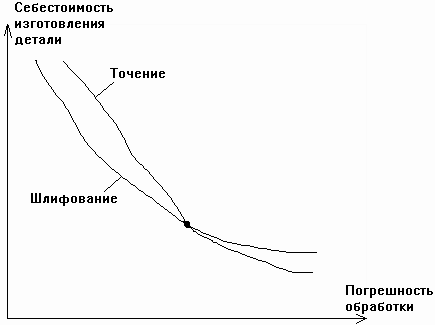
Экономическая точность обработки – та точность для получения которой, затраты для применения данного метода обработки не превышают затраты при применении другого метода обработки той же поверхности.
Таблицы значений экономической точности являются основным руководящим материалом при проектировании технологических процессов и выборе методов обработки.
8.Проанализировать классификацию погрешностей по природе их возникновения.
Погрешности возникают при базировании и закреплении. Это статические погрешности. Те погрешности. Которые возникают в процессе обработки наз-ся динамическими.
К статическим относятся : погрешности установки детали, погрешность самой детали, погрешность установки приспособления, погрешность наладки инструмента.
К динамическим относятся: погрешность взаимного расположения элементов, обусловленная деформацией из-за действия сил резания, нагрева, внутренних остаточных напряжений и износа инструмента.
9.Проанализировать статистический метод оценки точности.
Статистический метод исследования. Этот метод не позволяет непосредственно выявить влияние всей совокупности факторов на точность обработки, а следовательно, выявить причины возникновения погрешностей и пути повышения точности. Статистический метод оценивает одновременно влияние всех факторов, действующих при данной обработке. По результатам измерения размеров, полученных после обработки, делаются выводы о ее точности. К преимуществу статистического метода следует отнести возможность определения точности обработки наблюдениями непосредственно на производстве без постановки специальных экспериментов. Необходимо лишь регламентировать условия обработки и, используя закон больших чисел, сделать вывод: с увеличением числа наблюдений над однородными явлениями частота (относительная частота) появления какого-либо события в прошлом приближается к вероятности его появления в будущем. Статистический метод оценки точности обработки используется в условиях изготовления большого количества деталей. Закон нормального распределения (кривая Гаусса). Представление о погрешности обработки дает кривая нормального распределения действительных размеров. Построение кривой производится на основании данных измерений определенного сечения деталей партии по заданному размеру. Сначала полученные данные заносят в таблицу восходящим рядом чисел, устанавливают интервалы размеров (не менее шести). Интервал должен быть в 2 раза больше цены деления шкалы измерительного инструмента. Затем рассчитывают абсолютную и относительную частоту появления размера в установленном интервале. Абсолютная частота определяется числом деталей, размер которых находится в данном интервале. Относительная частота (частость) есть отношение числа т деталей, находящихся в данном интервале, к общему числу деталей в исследуемой партии. Данные заносят в таблицу. На графике по оси абсцисс откладывают размеры деталей, а по оси ординат абсолютную или относительную частоту. Соединив точки, получают ломаную кривую; причем, чем больше число деталей в партии, тем ближе ломаная кривая будет к плавной кривой. Систематическая постоянная погрешность не влияет на форму кривой распределения действительных размеров, но смещает практическую кривую по оси абсцисс. Например, если обработать партию заготовок при одной установке режущего инструмента на размер и затем такую же партию заготовок при остальных неизменных условиях, но при второй наладке инструмента на размер, и построить две кривые распределения размеров для двух обработанных партий, то они окажутся смещенными одна относительно другой. Систематическая закономерно изменяющаяся погрешность в партии влияет на форму кривой нормального распределения, так как увеличивает поле рассеяния размеров. Так, если обработать большую партию заготовок и построить кривую распределения для одной части заготовок при малом износе инструмента, а вторую кривую для всей партии заготовок, включая и первую часть, то формы кривых будут различными. Это объясняется тем, что с повышением износа режущего инструмента увеличивается поле допуска размеров. Среднее квадратическое отклонение является единственным параметром, определяющим форму кривой закона нормального распределения, к которой близка кривая распределения действительных размеров.