

2.5. Погрешности базирования и методы их уменьшения
Погрешностью
базирования называют отклонение
фактического положения заготовки от
требуемого. Оно возникает при не
совмещении измерительной и технологической
баз заготовки: Положение измерительных
баз отдельных заготовок и партии будет
различным относительно обрабатываемой
поверхности. Погрешность базирования
представляет собой расстояние между
предельными положениями проекции
измерительной базы на направление
выполняемого размера. Величина
![]() не является абстрактной, она относится
к выполняемому размеру при данной
схеме
установки и поэтому должна иметь индекс
соответствующего размера.
не является абстрактной, она относится
к выполняемому размеру при данной
схеме
установки и поэтому должна иметь индекс
соответствующего размера.
На
рис. 2.10, а
показана схема установки, для которой
погрешность базирования по отношению
к размеру А
равна нулю:
![]() ,
т.к. технологическая и измерительная
базы совпадают к друг другу. (плоскость
1), а по отношению к размеру В равна
допуску на размер С заготовки:
,
т.к. технологическая и измерительная
базы совпадают к друг другу. (плоскость
1), а по отношению к размеру В равна
допуску на размер С заготовки:
![]() (технологическая база 1 не совмещена с
измерительной базой 2).
(технологическая база 1 не совмещена с
измерительной базой 2).
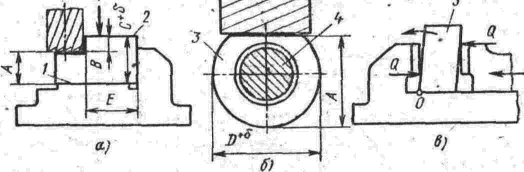
Рис.2.10. Схемы для определения погрешности базирования
При
установке в охватывающую или на
охватываемую поверхность к погрешности
базирования, определяемой предыдущим
способом, добавляется величина проекции
смещения измерительной базы на
направление выполняемого размера;
смещение обусловлено зазором между
технологической базой и установочным
элементом. На рис. 2.10. б показана установка
заготовки 3
базовым отверстием на палец 4
приспособления. При посадке без зазора
(разжимной палец) погрешность базирования
для размера А
равна половине допуска на диаметр D
заготовки. При наличии зазора (жесткий
палец) погрешность базирования для
этого же размера возрастает на
величину диаметрального зазора
![]()
![]()
Погрешность базирования влияет на точность выполнения размеров [кроме диаметральных и размеров, связывающих поверхности, одновременно обрабатываемые одним инструментом или одной инструментальной наладкой), на точность взаимного расположения поверхностей и не влияет на точность формы последних. Для уменьшения погрешности базирования следует совмещать технологические и измерительные базы, выбирать рациональные размеры и расположение установочных элементов, устранять или уменьшить зазоры при посадке заготовки на охватываемые или охватывающие установочные элементы.
Погрешности базирования при установке в призму являются функцией допуска на диаметр цилиндрической поверхности заготовки и зависят от погрешностей ее формы. Общий случай погрешности базирования можно представить из схемы установки, приведенной на рис. 2.11, а. Рассмотрим два крайних положении, которые может занимать заготовка в процессе установки для всей партии.
При выдерживании размера Н1 установочными базами являются образующие К (К1), а измерительной базой А(А1). Проектируя предельные положения этой базы на направление получаемого размера, получаем точки АI, и А1I. Расстояние между ними есть погрешность базирования, отнесенная к размеру Н1:
![]()
где TD – допуск на диаметр заготовки;

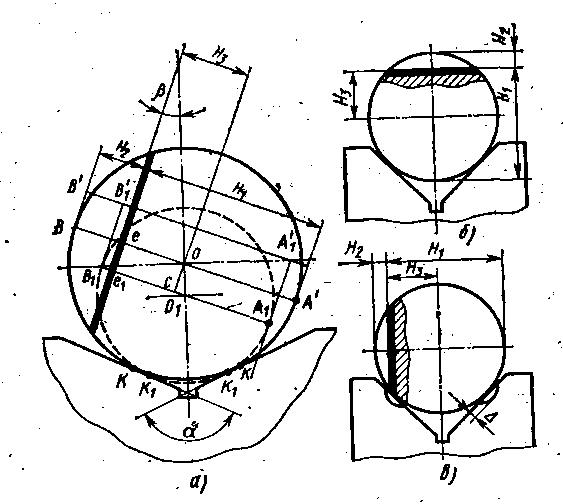
Рис.2.11. Схема для определения погрешности базирования при установке в призме
Для
диапазонов изменения![]() от 0 до
от 0 до![]() и от
до 900 имеем
соответственно
и от
до 900 имеем
соответственно


При
![]() (рис. 2.11, б)
(рис. 2.11, б)

При![]() погрешность базирования
погрешность базирования
![]() а при
а при
![]() (рис. 2.11, в)
(рис. 2.11, в)
![]()
Аналогично можно получить выражения для определения погрешности базирования для размеров Н2 и Н3 (рис. 2.11, а):
![]()
Заменив СО1 выведенным ранее выражением, получим

Для размера Н3 погрешность базирования

При (см. рис. 2.11. б)

При
![]()
![]() ,
и при
(см. рис. 2.11, в)
,
и при
(см. рис. 2.11, в)
![]() .
.
При
(см. рис. 2.11, б)
 При
При
![]() ,
а при
(см. рис. 2.11, в)
,
а при
(см. рис. 2.11, в)
![]() .
.
 Погрешности
установки на пальцы характеризуются
смещениями заготовки на величину
диаметрального зазора между поверхностями
сопряжения. Если базовый торец заготовки
имеет отклонение от перпендикулярности
к оси отверстия, возможно отклонение
оси отверстия от оси пальца.
Погрешности
установки на пальцы характеризуются
смещениями заготовки на величину
диаметрального зазора между поверхностями
сопряжения. Если базовый торец заготовки
имеет отклонение от перпендикулярности
к оси отверстия, возможно отклонение
оси отверстия от оси пальца.