

2.1. Поверхности и базы изготавливаемой детали
Базой в машиностроении называют поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для определения положения заготовки в процессе обработки, сборки или измерения.
Несмотря на разнообразие задач по базированию, оказалось возможным ограничиться тремя признаками при классификации баз:
по назначению, по лишаемым степеням свободы и по характеру проявления.
Базирование необходимо на всех стадиях создания изделия: при конструировании и рассмотрении его в сборе, при изготовлении и измерении. Отсюда вытекает необходимость разделения баз по назначению на три вида: конструкторские, технологические и измерительные.
Конструкторской называют базу, используемую для определения положения детали или сборочной единицы в изделии. Группу конструкторских баз составляют основные и вспомогательные базы (рис.2.1.).
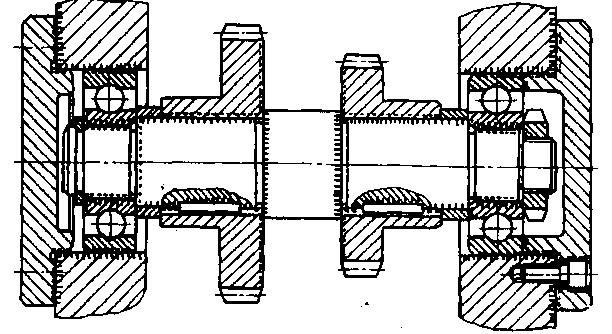
Рис.2.1. Основные и вспомогательные конструкторские базы деталей
Основной называют конструкторскую базу, принадлежащую данной детали или сборочной единице и используемую для определения их положения в изделии.
Вспомогательной называют конструкторскую базу, принадлежащую данной детали или сборочной единице и используемую для определения положения присоединяемого к ним изделия (детали или сборочной единицы).
Из определения понятий основной и вспомогательной баз видно различие их функций. С помощью комплекта основных баз определяют положение самой детали в машине или в сборочной единице. С помощью комплекта вспомогательных баз определяют положение относительно данной детали присоединяемой к ней детали или сборочной единицы. Различие ролей основных и вспомогательных баз необходимо учитывать как при конструировании (выборе конструктивных форм поверхностей деталей, задании их относительного положения, простановке размеров, разработке норм точности и т.д.), так и в технологическом процессе изготовления детали и в процессе измерения.
Можно заметить, что любая деталь может иметь только один комплект основных баз и столько комплектов вспомогательных баз, сколько деталей или сборочных единиц к ней присоединяется.
Технологической называют базу, используемую для определения положения заготовки или изделия в процессе изготовления или ремонта. Понятие технологической базы распространяется на все стадии процесса изготовления изделия (на изготовление детали механической обработкой, на сборку изделия и т.д.).
Измерительной называют базу, используемую для определения относительного положения заготовки или изделия и средств измерения. Измерительные базы необходимы во всех случаях измерений (при оценке точности детали, в процессе настройки станков и т.д.).
Классификация баз по назначению не допускает совмещения названий баз в рамках этого признака. Например, нельзя технологическую базу назвать основной или вспомогательной. Хотя в качестве технологических могут быть использованы и основные, и вспомогательные базы. То же относится к измерительным базам. Классификация баз по лишаемым степеням. Законы базирования являются общими для всех стадий создания изделий. Поэтому независимо от назначения базы различают в зависимости от их участия в наложении связей на базируемые заготовки, детали или сборочные единицы.
Комплект баз может быть образован сочетанием поверхностей разных размеров и конструктивных форм (плоских, цилиндрических, конических и др.), и распределение шести связей между ними может быть различным. С точки зрения числа и свойств воспринимаемых связей база может быть установочной, направляющей, опорной, двойной направляющей или двойной опорной.
Установочной называют базу, используемую для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Например, если деталь призматическая (рис. 2.2), роль установочной базы выполняет нижняя поверхность, использованная для наложения трех связей, лишающих деталь возможности перемещаться в направлении оси OZ и поворачиваться вокруг осей, параллельных ОХ и ОУ.
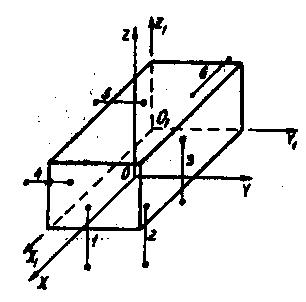
Рис.2.2. Пространственная схема базирования призматической детали
Направляющей называют базу, используемую для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси. Для детали призматической формы — это боковая поверхность детали, наложение через которую двух связей на деталь лишило се возможности перемещения в направлении оси OY и поворота вокруг оси, параллельной OZ.
Опорной называют базу, используемую для наложения на заготовку или изделие связи, лишающей их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси.
В данном случае в качестве опорной базы использована одна из торцовых поверхностей детали. Через эту поверхность у детали отнята возможность перемещения в направлении оси ОХ.
Комплект баз, в состав которого входит установочная, направляющая и опорная базы, представляет собой подвижную систему координат O1X1Y1Z1, на которую наложены те же связи, что и на деталь:
три связи — на координатную плоскость X1O1Y1 две — на X1O1Z1 и одна — на Y1O1Z1. Данный комплект баз является весьма распространенным и может считаться типовым.
Если базирование детали или заготовки осуществляется с использованием цилиндрической (конической) поверхности большой протяженности (соотношение ее длины и диаметра больше единицы), то с помощью этой поверхности на деталь или заготовку можно наложить четыре связи. Такая база получила название двойной направляющей.
Двойной направляющей называют базу, используемую для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг осей, параллельных им.
Наложение связей на деталь или заготовку с помощью цилиндрической (конической) поверхности чаще всего осуществляется через ось (рис. 2.3.),
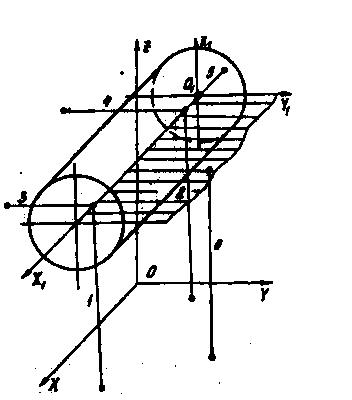
Рис. 2.3. Пространственная схема базирования цилиндрической детали
относительно которой она образована вращением образующей прямой. Это может служить основанием для совмещения с этой осью оси O1 X1 подвижной системы O1X1Y1Z1. Рассматривая ось O1X1 как пересечение координатных плоскостей X1O1Y1 и X1O1Z1, две связи (1 и 2) из четырех, наложенных на ось, можно отнести к координатной плоскости X 1O 1Y1, две (3 и 4) —к X1O1Z1. Эти связи отбирают у детали возможность перемещаться вдоль и поворачиваться вокруг осей, параллельных ОУ и OZ. Перемещения детали вдоль оси O1X1 может лишить связь 5, наложенная на торец детали и координатную плоскость Y1O1Z1, совмещенную с ним. Угловое положение детали будет определено, если на координатную плоскость X1O1Y1 наложить дополнительно связь 6. Последние две связи реализуются при помощи двух опорных баз, одна из которых отбирает у детали возможность перемещения, другая — поворота.
Комплект из двойной направляющей и двух опорных баз широко распространен и может считаться также типовым.
Положение детали типа диска будет более устоичивым, если установить его на торец и сделать торец, установочнои базой (рис. 2.4).
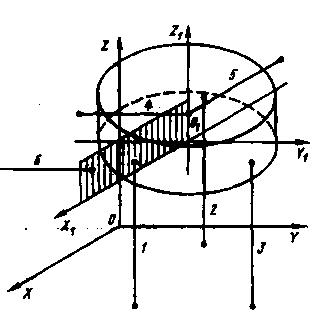
Рис. 2.4. Пространственная схема базирования детали типа диска
Тогда с торцем окажется совмещенная координатная плоскость X1O1Y1 на которую будут наложены три связи, присущие установочной базе. Две связи (4 и 5), лишающие диск возможности перемещения в направлении осей ОХ и OY, целесообразно в данном случае наложить на ось цилиндрической поверхности, совместив с нею координатную ось O1 Z1. Две связи, наложенные на ось, следует рассматривать относящимися соответственно к координатным плоскостям X1O1Z1. Для того чтобы лишить диск возможности поворота вокруг оси O1Z1, необходимо наложить связь 6 на координатную плоскость X1O1Z1, создав тем самым опорную базу.
В данном случае ось цилиндрической поверхности детали была,бы двойной опорной базой.
Двойной опорной называют базу используемую для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей.
В отличие от направляющей базы, с помощью которой деталь лишается одного перемещения и одного поворота, двойную опорную 6aзу используют для лишения детали двух перемещений.
Комплект из установочной, двойной опорной и опорной баз следует считать третьим типовым комплектом баз.
Классификация баз по характеру проявления. Третий признак классификации дает разделение баз па скрытые и явные.
Явной называют базу в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытой называют базу в виде воображаемой плоскости, оси или точки.
К скрытым базам прибегают, когда требуется определить положение детали или заготовки с использованием плоскостей симметрии, оси или пересечения осей, где в роли скрытых баз выступают плоскости, оси, пересечения осей координатной системы, связываемой с деталью.
Наложение связей на скрытые базы может быть осуществлено либо на глаз, либо с помощью специальных технических средств. В первом случае человек, оценивая положение воображаемых координатных плоскостей относительно системы отсчета, придает нужное положение детали или заготовке. Таким примером может служить установка заготовки (плитки) на магнитной плите плоскошлифовального станка, производимая на глаз. Для повышения точности базирования могут быть применены измерительные приборы или инструменты.
В других случаях базирование по скрытым базам с надлежащей точностью может быть выполнено лишь с помощью специальных средств (центров на токарном станке, самоцентрирующих патрона и тисков и т.д.). На рис. 2.5. показано базирование рычага по двум его плоскостям симметрии, осуществленное с помощью одновременно сходящихся призм.
Роль баз, как координатных систем, чрезвычайно важна в обеспечении качества создаваемой машины. Поэтому вполне понятно значение правильности построения и увязки их относительного положения в конструкции машины и технологическом процессе ее изготовления.
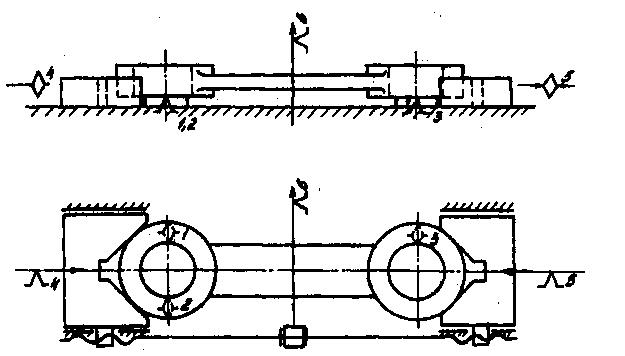
Рис. 2.5. схема базирования рычага