

1.4. Основные конструктивные элементы приспособлений.
При всем огромном разнообразии станочных приспособлений в них всегда можно выделить детали или механизмы, выполняющие одинаковые или сходные функции, хотя конструктивно они могут значительно различаться. В связи с этим возникает понятие элемента приспособления.
Под элементом приспособления понимается одна деталь, группа деталей или механизм, предназначенные для выполнения определенной функции (для достижения определенной цели).
В станочных приспособлениях принято выделять следующие основные элементы:
базовые;
установочные;
зажимные;
установочно-зажимные (самоцентрирующие);
направляющие;
делительные устройства;
корпусные элементы;
силовые приводы;
элементы для базирования и закрепления приспособлений на станках;
Крепежные.
Установочными элементами (более правильно их называть элементами для базирования заготовки) приспособлений называют детали и механизмы приспособлений, обеспечивающие требуемое положение обрабатываемой заготовки в выбранной системе координат (относительно системы координат станка).
Установка заготовок и установочные элементы приспособлений.
Принципы установки заготовок в приспособлениях.
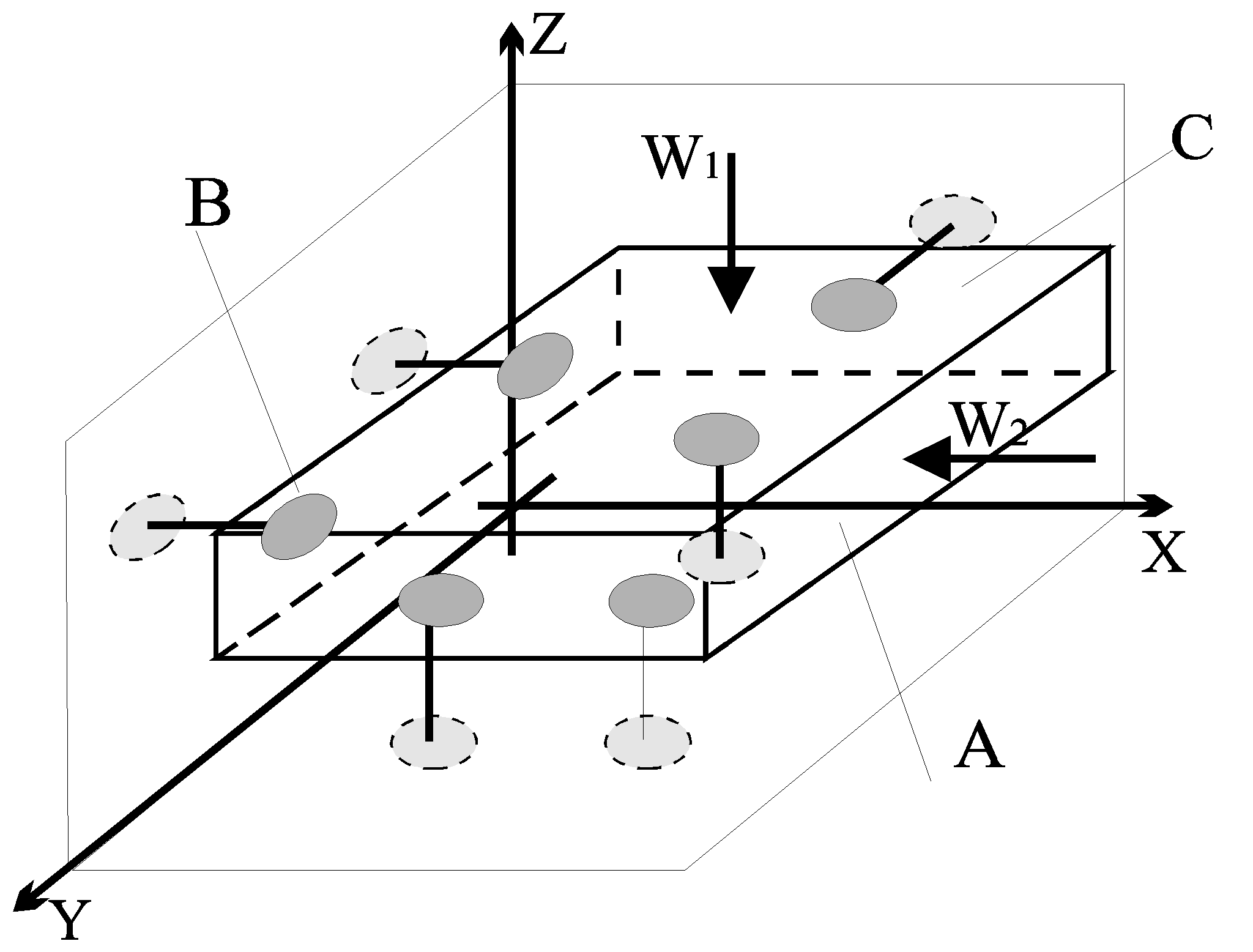 Рис.
1
Т очность обработки обеспечивается
определенным положением заготовок
относительно режущего инструмента.
Положение заготовки при обработке
характеризуется шестью степенями
свободы, определяющими возможность
перемещения и поворота заготовки
относительно трех координатных осей.
При полной ориентации заготовка лишается
всех степеней свободы; при неполной –
числа степеней свободы меньше
шести.
Лишение детали степеней
свободы достигается наложением связей.
Под связями подразумеваются ограничения
позиционного характера, накладываемые
на движения точек рассматриваемого
тела. Для ориентировки призматического
тела в пространстве необходимо соединить
три точки а1,
а2,
а3 его
нижней поверхности двухсторонними
позиционными связями с плоскостью XOY
прямоугольной системы координат. Эти
двухсторонние связи представляются в
виде недеформируемых стержней, сохраняющих
способность скользить вдоль осей ОХ и
OY не отрываясь от плоскости ХОY, т.е. тело
лишается 3-х степеней свободы:
поступательного движения вдоль оси OZ
и вращательного вокруг OX и OY не отрываясь
от плоскости XOY. Т.е. тело лишается трех
степеней свободы: поступательного вдоль
оси OZ и вращательного вокруг OX и OY.
Плоскость В соединяется двумя связями
или опорными точками с плоскостью ZOY.
Они лишают ее двух степеней свободы:
перемещения вдоль оси ОХ и вращения
вокруг OZ. Опорная точка С лишает деталь
одной степени свободы – перемещения
вдоль оси OY. Шесть наложенных двухсторонних
позиционных связей обеспечивают заданную
ориентировку тела относительно системы
координат OXYZ и фиксирование тела в
данном положении.
При установке
заготовки на опорные точки приспособления
каждая их них реализует одну двухстороннюю
связь.
Под «опорной точкой»
подразумевается идеальная точка контакта
поверхности заготовки и приспособления,
лишающая заготовку одной степени
свободы, делая невозможным ее перемещение
в направлении, перпендикулярном опорной
поверхности. Число опор на которые
устанавливают заготовку не должно быть
больше шести.
Глава
2. Базирование заготовок в приспособлениях
Рис.
1
Т очность обработки обеспечивается
определенным положением заготовок
относительно режущего инструмента.
Положение заготовки при обработке
характеризуется шестью степенями
свободы, определяющими возможность
перемещения и поворота заготовки
относительно трех координатных осей.
При полной ориентации заготовка лишается
всех степеней свободы; при неполной –
числа степеней свободы меньше
шести.
Лишение детали степеней
свободы достигается наложением связей.
Под связями подразумеваются ограничения
позиционного характера, накладываемые
на движения точек рассматриваемого
тела. Для ориентировки призматического
тела в пространстве необходимо соединить
три точки а1,
а2,
а3 его
нижней поверхности двухсторонними
позиционными связями с плоскостью XOY
прямоугольной системы координат. Эти
двухсторонние связи представляются в
виде недеформируемых стержней, сохраняющих
способность скользить вдоль осей ОХ и
OY не отрываясь от плоскости ХОY, т.е. тело
лишается 3-х степеней свободы:
поступательного движения вдоль оси OZ
и вращательного вокруг OX и OY не отрываясь
от плоскости XOY. Т.е. тело лишается трех
степеней свободы: поступательного вдоль
оси OZ и вращательного вокруг OX и OY.
Плоскость В соединяется двумя связями
или опорными точками с плоскостью ZOY.
Они лишают ее двух степеней свободы:
перемещения вдоль оси ОХ и вращения
вокруг OZ. Опорная точка С лишает деталь
одной степени свободы – перемещения
вдоль оси OY. Шесть наложенных двухсторонних
позиционных связей обеспечивают заданную
ориентировку тела относительно системы
координат OXYZ и фиксирование тела в
данном положении.
При установке
заготовки на опорные точки приспособления
каждая их них реализует одну двухстороннюю
связь.
Под «опорной точкой»
подразумевается идеальная точка контакта
поверхности заготовки и приспособления,
лишающая заготовку одной степени
свободы, делая невозможным ее перемещение
в направлении, перпендикулярном опорной
поверхности. Число опор на которые
устанавливают заготовку не должно быть
больше шести.
Глава
2. Базирование заготовок в приспособлениях