

Лекция 6
Особенности установок заготовок деталей, изготавливаемых в автоматизированном производстве(. 3.7).
Анализ различных операций механической обработки и сборки показывает, что доля вспомогательного времени в штучном времени часто превышает 30- 40 %. Уменьшение основного времени приводит к дальнейшему увеличению доли вспомогательного времени. Это вызывает стремление автоматизировать работу приспособлений, обеспечивая повышение производительности, облегчение труда и высвобождение обслуживающих рабочих.
При частичной автоматизации выполняют один или несколько приемов работы: установку и снятие заготовок в приспособления посредством загрузочных устройств различного типа (это особенно эффективно при обработке небольших заготовок, установка которых неудобна вручную из-за стесненности рабочей зоны); закрепление и открепление заготовок в приспособлениях стационарного типа или в приспособлениях для непрерывной обработки; съем и выталкивание заготовок из рабочей зоны после выполнения операции; вращение, фиксацию и закрепление поворотных частей многопозиционных приспособлений; измерение заготовок в процессе обработки (при шлифовании, хонинговании и других операциях). В наиболее совершенном виде измерительное устройство управляет механизмами подачи и остановки станка, выполняя функции и активного контроля.
При полной автоматизации приспособления и цикла обработки эта технологическая операция может выполняться без участия рабочего. Он должен лишь своевременно загружать заготовками бункер (магазин) и следить за работой станка и приспособления.
Применение автоматизированных приспособлений позволяет автоматизировать технологические процессы, используя дешевые: универсальные станки и «превращая» их в полуавтоматы и автоматы. В этом случае, однако, нужно иметь дополнительно управляющие и транспортирующие устройства.
При конструировании автоматизированных станочных приспособлений особое внимание должно быть обращено на удаление стружки. Мелкую стружку удаляют из труднодоступных мест струёй сжатого воздуха, отсасывая ее или смывая охлаждающей жидкостью. В других случаях стружку удаляют механически скрепками или щетками.
Автоматизированное производство характеризуется обработкой деталей широкой номенклатуры малыми партиями. Если автоматизация крупносерийного массового производства идет по пути создания специальных автоматических линий, станков-автоматов и полуавтоматов, работающих по жесткому циклу, то автоматизация мелкосерийного производства требует создания гибких технологических систем, способных автоматически переходить с обработки деталей одного типоразмера на другой. В решении этих задач основную роль Должны играть станки с ЧПУ и многоцелевые станки, объединение которых в единую технологическую систему, связанную автоматическим транспортом, позволяет создать высокоэффективные гибкие производственные системы, управляемые от ЭВМ
Для изготовления деталей, особенно корпусных в условиях крупносерийного производства также создаются переналаживаемые автоматические линии из станков со сменными многошпиндельными головками.
Высокопроизводительные многоцелевые станки, осуществляющие по программе автоматическую замену заготовок и режущего инструмента, позволяют с одной установки практически полностью обработать корпусную деталь с четырех-пяти сторон. Наличие на станках многоинструментальных магазинов с широким набором режущего инструмента дает возможность автоматически выполнять на одной или нескольких рабочих позициях с одной установки заготовки различные технологические переходы по обработке плоских и фасонных поверхностей, главных и крепежных отверстий, по нарезанию резьб и получению требуемых пазов и выточек. При этом можно производить такие работы, как фрезерование плоских поверхностей детали и фрезерование по контуру, координатное сверление, растачивание, нарезание резьбы. Станок управляется по программе, записываемой на перфоленте или передаваемой от ЭВМ. Смена программы производится в течение 1,5—4 мин.
Детали на многоцелевых станках базируются на столе станка или в приспособлениях простейшего типа без направляющих втулок для инструмента. Таким образом, требуемая точность детали должна обеспечиваться непосредственно технологической системой. Это обстоятельство обусловливает необходимость изготовления этих станков с высокой точностью и оснащения их адаптивными системами, обеспечивающими автоматическое управление точностью и производительностью обработки.
Для обработки деталей с разных сторон на многоцелевых станках применяют точные поворотные столы, позволяющие по программе поворачивать деталь на требуемый угол. Для повышения эффективности использования станка в ряде случаев меняют сменные столы или спутники, позволяющие установить заготовку в процессе обработки, совмещая тем самым основные и вспомогательные переходы во времени.
Многоцелевые станки имеют различные компоновки с одним или несколькими шпинделями, многопозиционными револьверными головками и магазинами, содержащими от 30 до 100 различных режущих инструментов. Построение технологического процесса изготовления деталей в условиях автоматизированного производства имеет свои особенности. Выявление и учет этих особенностей имеют важное значение для достижения требуемой точности детали и эффективного использования дорогостоящего станочного оборудования.
Одной из главных особенностей построения технологических процессов на многоцелевых станках и автоматизированных участках является максимальная концентрация последовательно выполняемых по программе технологических переходов с применением различного режущего инструмента при наиболее полном использовании принципа единства баз. Важным технологическим преимуществом является достижение высокой точности относительного положения поверхностей заготовки, обрабатываемых с одной установки при использовании различного режущего инструмента. Объясняется это следующим.
1. При обработке нескольких поверхностей с одной установки погрешность установки не влияет на точность их относительного положения.
2. Геометрическая точность станка и точность позиционирования обеспечивают высокую точность и стабильность статической настройки, получаемой в автоматическом цикле по заданной программе.
Применение многоцелевых станков и автоматических участков значительно расширяет возможности выполнения полной обработки детали с одной установки при базировании ее по необработанным поверхностям. Структура выполнения технологического процесса в этом случае существенно упрощается. Полная обработка детали может быть выполнена на одном или нескольких (двух, трех) многоцелевых станках. Обработка осуществляется без переустановки заготовки на одном спутнике, который последовательно переходит с одного станка на другой. При выборе технологических баз необходимо исходить из задач, решаемых на первой операции, — достижение требуемого положения обрабатываемых поверхностей относительно необрабатываемых и обеспечение равномерного припуска по обрабатываемым поверхностям. Выполнение на станках рабочих переходов происходит в такой последовательности: вначале производят предварительное и окончательное фрезерование плоских поверхностей, затем сверлятся главные отверстия, зенкеруются, растачиваются и развертываются, а в заключение сверлятся мелкие отверстия, зенкером снимаются фаски и нарезается метчиками резьба.
Для исключения влияния погрешности установки наиболее ответственные поверхности детали, между которыми проставлены жесткие допуски, следует обрабатывать на одном станке с одной установки спутника. Это относится в первую очередь к обработке главных отверстий, где необходимо обеспечить требуемую точность относительных поворотов и межцентровых расстояний, к получению торцовых поверхностей, расположенных перпендикулярно к осям главных отверстий, а также к обработке комплекта основных баз детали и получению поверхностей вспомогательных баз, требующих точного расположения относительно основных баз детали.
Связи с этим установка заготовок и конструкции приспособлений в автоматизированном производстве имеет свои особенности.. Характерным для этих станков является быстрая сменяемость партий, сложность и повышенная точность обработки деталей. Приспособления для станков с ЧПУ должны быть простыми и надежными в работе, жесткими для достижения заданной точности обработки, обеспечивать быструю установку и снятие обрабатываемых заготовок, допускать быструю переналадку и быть пригодными для групповой обработки. Для выполнения концентрированной многопереходной обработки сложных деталей они должны обеспечивать возможность подвода рабочего инструмента ко всем обрабатываемым поверхностям с разных сторон заготовки.
Установку заготовок производят на предварительно обработанные базы, используя чаще всего следующие поверхности заготовки; три взаимно перпендикулярные плоскости (установка на шесть точек), нижнюю плоскость и два базовых отверстия, центровые гнезда, цилиндрические поверхности (наружную и внутреннюю) и торец для деталей тел вращения. Характерным и важным условием выбора баз для установки заготовки в приспособление, является совмещение их с осями координат, от которых указываются заданные размеры. На рис. 3.27, а показан пример такого совмещения. Соблюдение этого условия облегчает расчет координат опорных точек траектории движения инструмента от выбранного начала отсчета (нулевой точки).
Зажимные устройства отличаются простотой конструкции (прихваты, кулачки патронов и планшайб). Их выполняют ручного типа и с приводом (обычно гидравлического или механического типа). Зажимные устройства в виде прихватов малогабаритны, легко размещаются в стесненных местах и не мешают выполнению обработки. При невозможности обеспечить последнее условие предусматривают обработку заготовки с ее перезажимом (перехватом), расчленяя процесс обработки на данном станке на два последовательных этапа. Сперва заготовку закрепляют первыми зажимами 1 (рис. 3.27, б) и обрабатывают ее открытые поверхности. Затем перед началом второго этапа обработки заготовку закрепляют вторыми зажимами 2, а зажимы 1 снимают, освобождая закрытые до этого поверхности заготовки. При правильном выборе мест закрепления заготовки точность размеров и взаимного положения обработанных поверхностей получается достаточно высокой; это обусловлено тем, что при перезажиме заготовки ее положение на станке не изменяется.
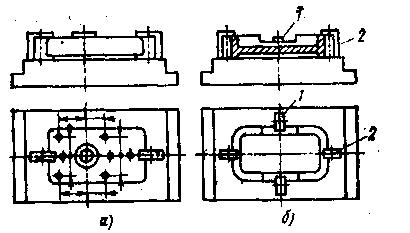
Рис.3.27. Приспособления для станков с ЧПУ
Зажимные устройства характеризуются точным изготовлением и высокой надежностью в работе. Это особенно важно в тех случаях, когда обслуживание станка с программным управлением осуществляется роботом. При токарной обработке робот берет заготовку из емкости (с транспортера) и устанавливает ее в строго ориентированном положении в кулачки патрона. Все движения робота, закрепление и открепление заготовки производятся от управляющей программы станка (управляющей ЭВМ для группы станков). При недостаточной точности позиционирования захвата робота кулачки патрона должны разводиться на большую величину, чем при ручной установке заготовки. Стационарно расположенный робот может обслуживать два-три станка (рис. 3.28), а робот, перемещаемый по верхним горизонтальным направляющим, — линию станков.
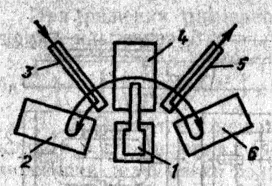
Рис. 3.28. Схема компоновки гибкого роботизированного участка
При
обработке заготовок на расточных,
фрезерных и сверлильных станках заготовки
можно устанавливать обработанной
базой непосредственно на стол станка
с ориентацией по боковым упорам,
закрепленным в Т-образных пазах. Вместо
упоров на столе станка часто закрепляют
линейку или угольник, а по ним устанавливают
заготовку базовыми площадками или
платиками. Для токарной обработки
заготовок типа фланцев, втулок, стаканов
используют клиновые самоцентрирующие
патроны с быстрой перестановкой
кулачков на требуемый диаметр. Патроны
имеют гидравлический, пневматический
или электромеханический привод.
Обтачивание заготовок типа валов
производят в центрах с передачей момента
поводковым трехкулачковым патроном с
быстрой перестановкой кулачков на
нужный размер. Патроны имеют гидро-,
пневмо- или электромеханический привод.
Для полной обработки валов с одной
установки применяют поводковые центры
(ГОСТ 18257—72), а также поводковые шайбы
с торцовыми рифлениями и плавающим
передним центром. Необходимая осевая
сила для внедрения рифлений в торец
заготовки создается гидравлическим
или электромеханическим устройством
задней бабки- вращающимся центром.
Передаваемый крутящий момент составляет
![]() и больше. Для фрезерных станков с ЧПУ
используют механогидравлические
тиски нормальной и повышенной точности.
Их выпускают неподвижного и поворотного
типов.
и больше. Для фрезерных станков с ЧПУ
используют механогидравлические
тиски нормальной и повышенной точности.
Их выпускают неподвижного и поворотного
типов.
Известно использование базовых плит из набора УСП. Эти детали имеют высокую точность исполнения и малый износ в процессе эксплуатации. Плиты обеспечивают открытую схему установки и хорошую доступность режущего инструмента к обрабатываемой заготовке.
Для участков станков с ПУ, управляемых от ЭВМ, используют универсальные и переналаживаемые приспособления-спутники. Примером первых может служить трехкулачковый самоцентрирующий патрон. На специальном стенде в этот патрон закрепляется заготовка, а затем он передается последовательно на станки данного участка. Обработанная деталь снимается, а патрон передается на исходную позицию для закрепления следующей заготовки. Патроны имеют коническую поверхность для точной установки на шпинделе станка и быстродействующее автоматическое устройство для надежного закрепления.
Переналаживаемые приспособления-спутники имеют сменные установочные и зажимные устройства; они пригодны также и для групповой обработки.
На многооперационных станках «обрабатывающих центрах», имеющих двухпозиционные столы, используют приспособления-дублеры. В то время как закрепленная в одном приспособлении заготовка обрабатывается, в другом приспособлении происходит съем обработанной детали и установка новой заготовки. Такое совмещение времени способствует повышению производительности труда и лучшему использованию этого дорогостоящего оборудования.
Промышленные роботы в механосборочном производстве находят широкое применение. При механической обработке их используют как вспомогательные устройства, выполняющие функции: взять ориентированную заготовку из тары (бункера), поставить в станочное приспособление (патрон), снять обработанную заготовку со станка, отложить в тару или передать на следующую позицию обработки без потери ориентации заготовки. Безотказное выполнение этих вспомогательных функций во многом зависит от конструкции захватов робота, которые являются его сменной и переналаживаемой оснасткой.