

4. Выбор и обоснование модели технологического оборудования
Фрезерный станок с ЧПУ ОРША-Ф32ВФ3 предназначен для фрезерования плоских и фасонных поверхностей цилиндрическими, торцовыми и концевыми фрезами, а также для сверлильных и расточных операций.
Особенности конструкции станка с ЧПУ:
Бесступенчатое регулирование частот вращения шпинделя и скоростей подач
Экономичный уровень энергопотребления
Пакет автоматических циклов, режим "отскок - подскок"
Возможность осуществления фиксированных дискретных подач по координатам
Возможность получения высокойточности и чистоты обработки плоских поверхностей деталей, что позволяет исключить отдельные плоскошлифо-вальные операции
Автономная централизованная система смазки
Гидрофицированный зажим инструмента станка
Применение в узлах подач шариковинтовых пар качения обеспечивает плавное, высокоточное, безлюфтовое позиционирование
Приводы координатных перемещений осуществляются от индивидуальных, управляемых от системы ЧПУ, электродвигателей
Контроль перемещений по 3-м координатам (X, Y, Z)
Станки стандартно оснащаются аппаратурой управления ЧПУ ФИРМ "Siemens", "Hitachi", "Balluff"
Технические характеристики станка:
Класс точности: П Размеры рабочей поверхности стола, мм 1400х320
Наибольшее перемещение стола, мм
-продольное X 810
-поперечное Y 300
-вертикальное Z 370
Min частота вращения шпинделя об/м: 80 Max частота вращения шпинделя, об/м: 4600 Мощность, кВт: 4,0 Размеры (Д_Ш_В), мм: 1320_1380_1500 Масса станка с выносным оборудованием, кг: 3500
5. Разработка 3d-модели элементов технологической оснастки
Для разработки модели элементов технологической оснастки была использована система трехмерного моделирования Kompas-3D v13 с машиностроительной библиотекой.
1. Создание элемента базирования
В данном случае элементом базирования является призма. Создать ее можно с помощью библиотеки стандартных изделий (вкладка - элементы станочных приспособлений - призмы).
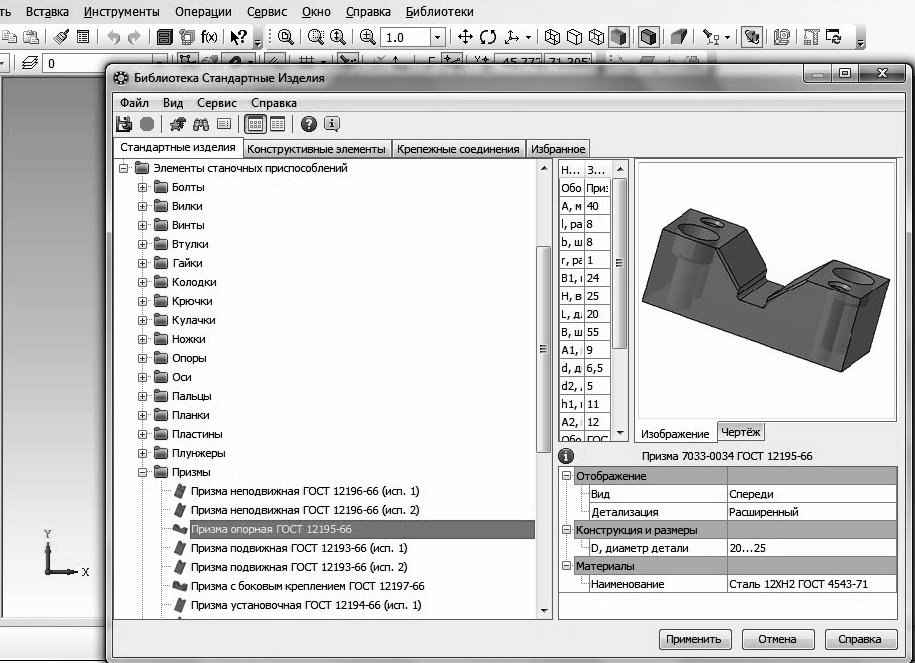
Рис. 8 Выбор призмы в библиотеке стандартных изделий
2. Создание закрепляющего элемента
В качестве закрепляющего элемента используется прихват передвижной ГОСТ 4735-69. Находится он в библиотеке стандартных изделий во вкладке станочных приспособлений.

Рис. 9 Выбор прихвата в библиотеке стандартных изделий
3. Выбор крепежных элементов
К крепежным элементам относятся - шпилька, гайка, шайба, винт, штифт. Все это находится в библиотеке стандартных изделий во вкладке крепежных изделий.
4. Сбор элементов технологической оснастки
Все элементы технологической оснастки крепятся на опорную плиту: призмы с помощью винтов и штифтов; прихват- с помощью опоры и шпильки.
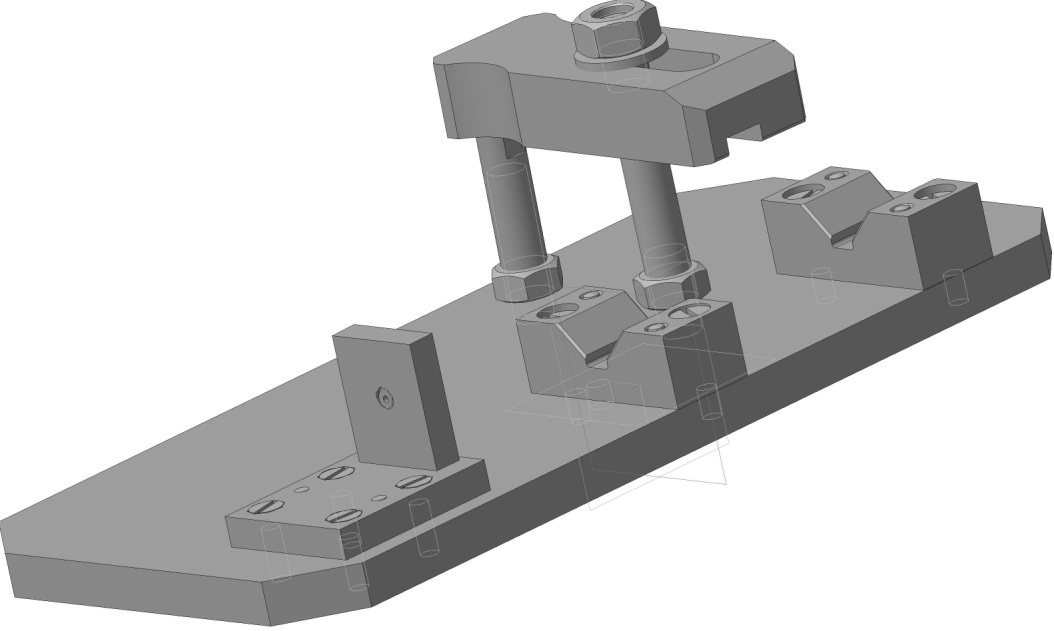
Рис. 10 Элементы тех. оснастки в сборе
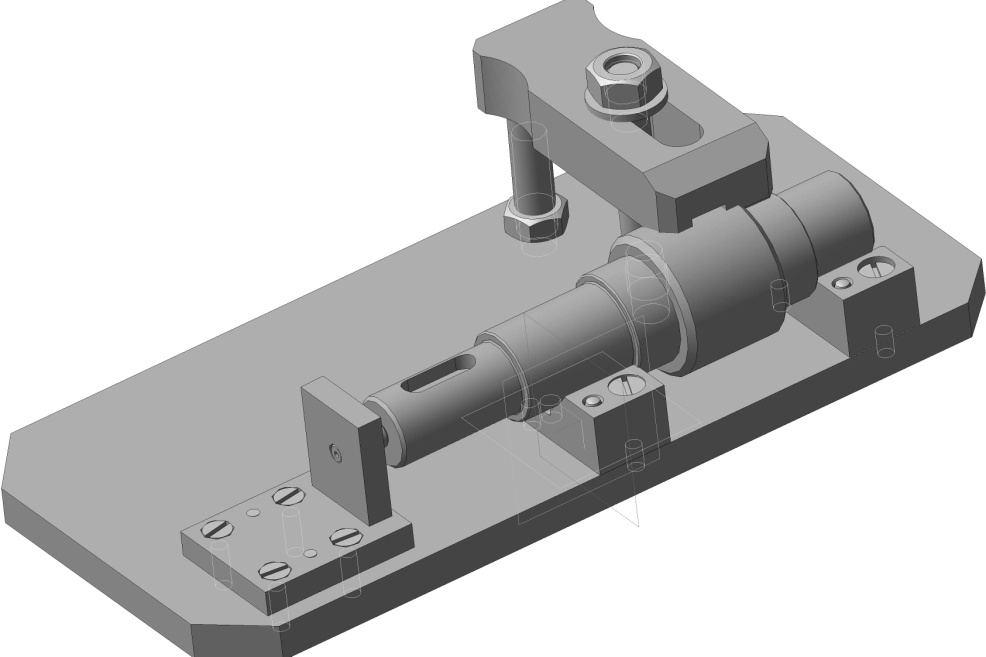
Рис. 11 Элементы тех. оснастки в сборе с валом
6. Разработка управляющей программы
Разработка управляющей программы ведется с помощью библиотеки EasyCam. Библиотека формирует управляющие программы для фрезерных и электроэрозионных станков с ЧПУ на основе двухмерного чертежа, выполненного в КОМПАС-График. Обеспечивается расчет времени обработки с учетом перемещений и величин подач. Включены постпроцессоры для 7 фрезерных и 2 электроэрозионных станков с возможностью создания и настройки пользователем. Библиотека имеет встроенный редактор управляющих программ и редактор параметров обработки.
Состоит из нескольких этапов:
1 этап.
Разработка ассоциативного чертежа заготовки, на которой будет идти обработка. В данном случае идет операция фрезерования шпоночного паза.
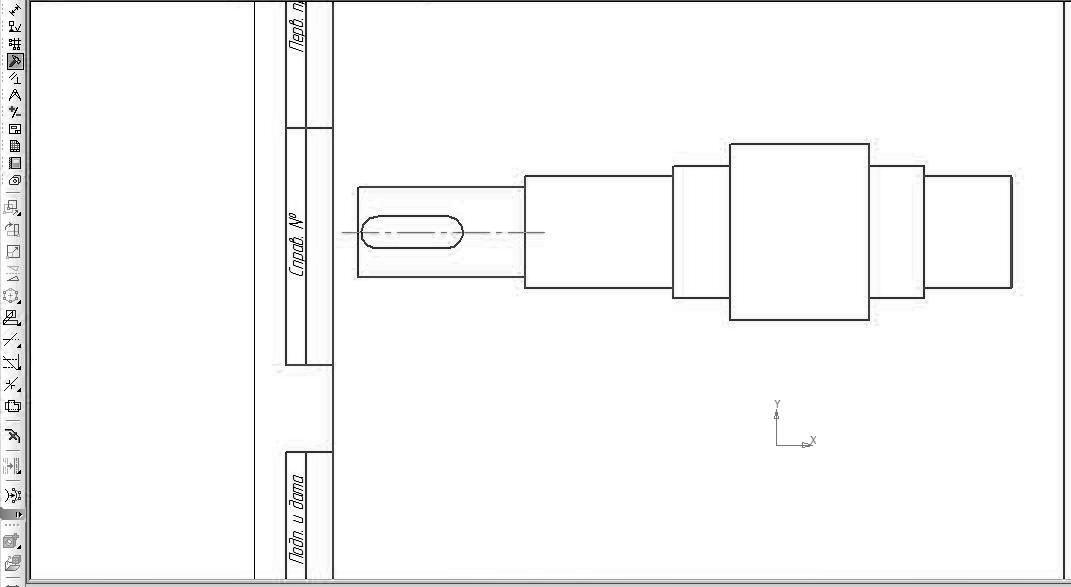
Рис. 12 Ассоциативный чертеж заготовки
2 этап.
Указывается траектория.
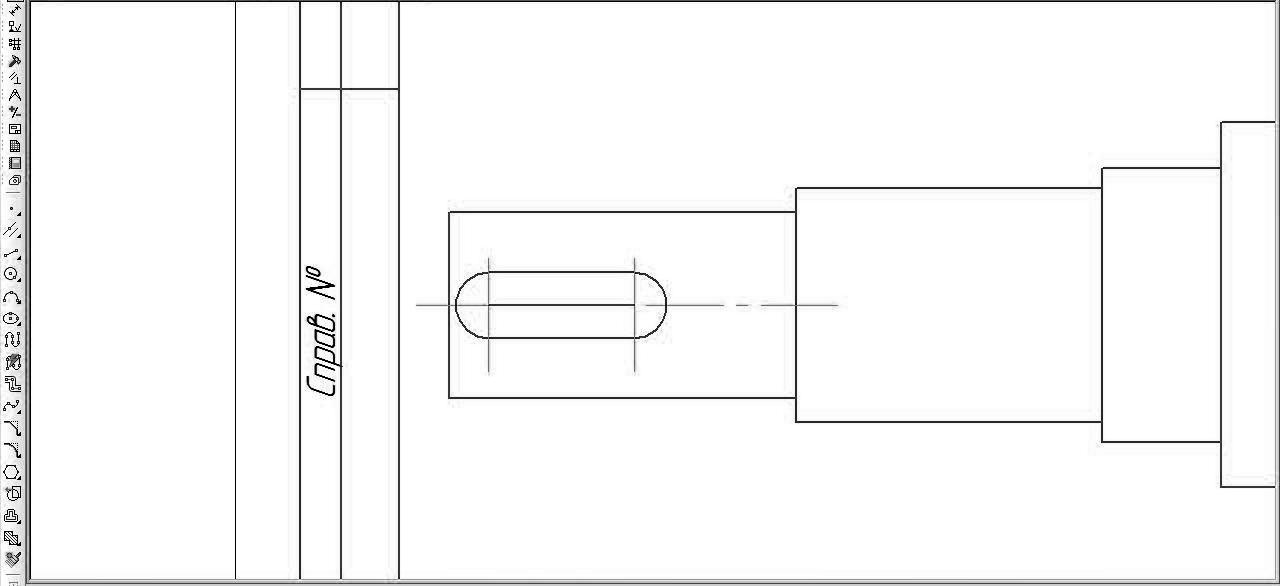
Рис. 13 Указание траектории обработки
3 этап.
Выбор программной среды EasyMILL
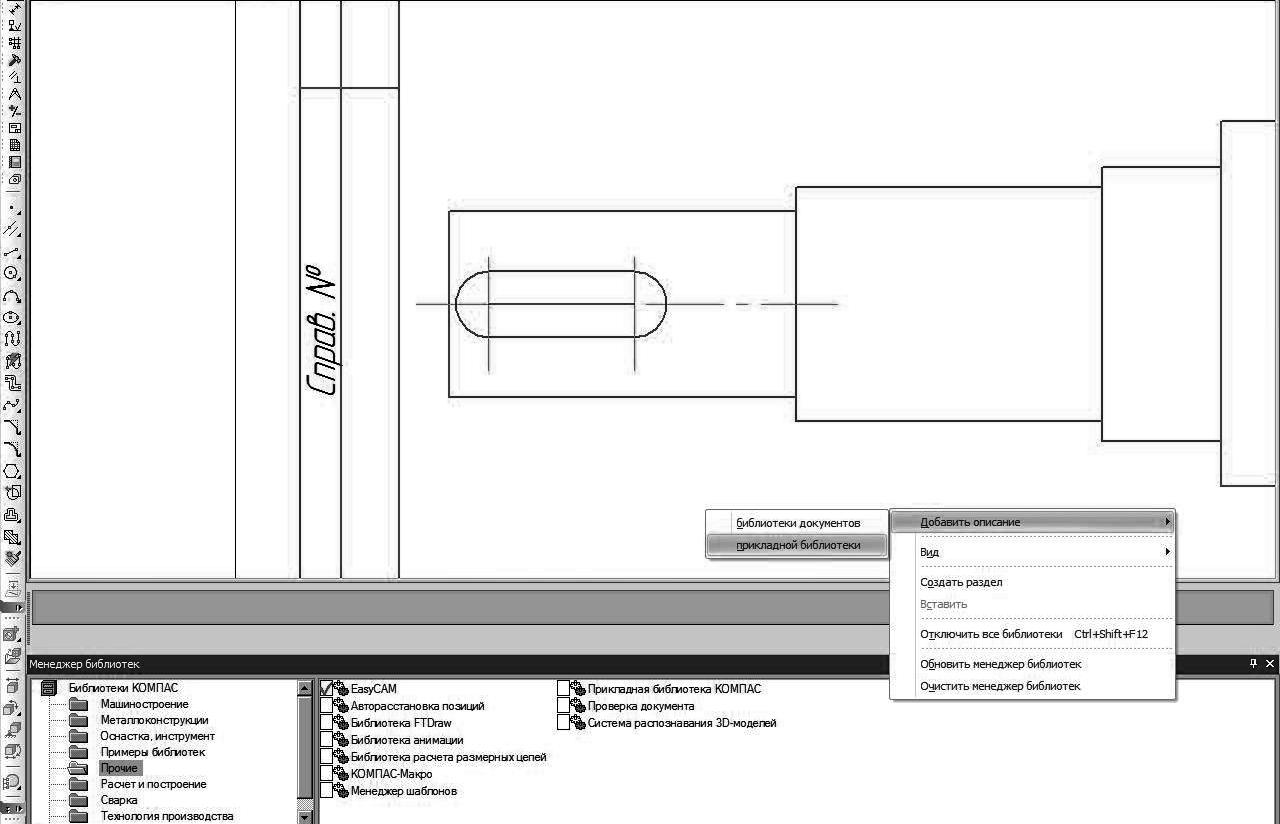
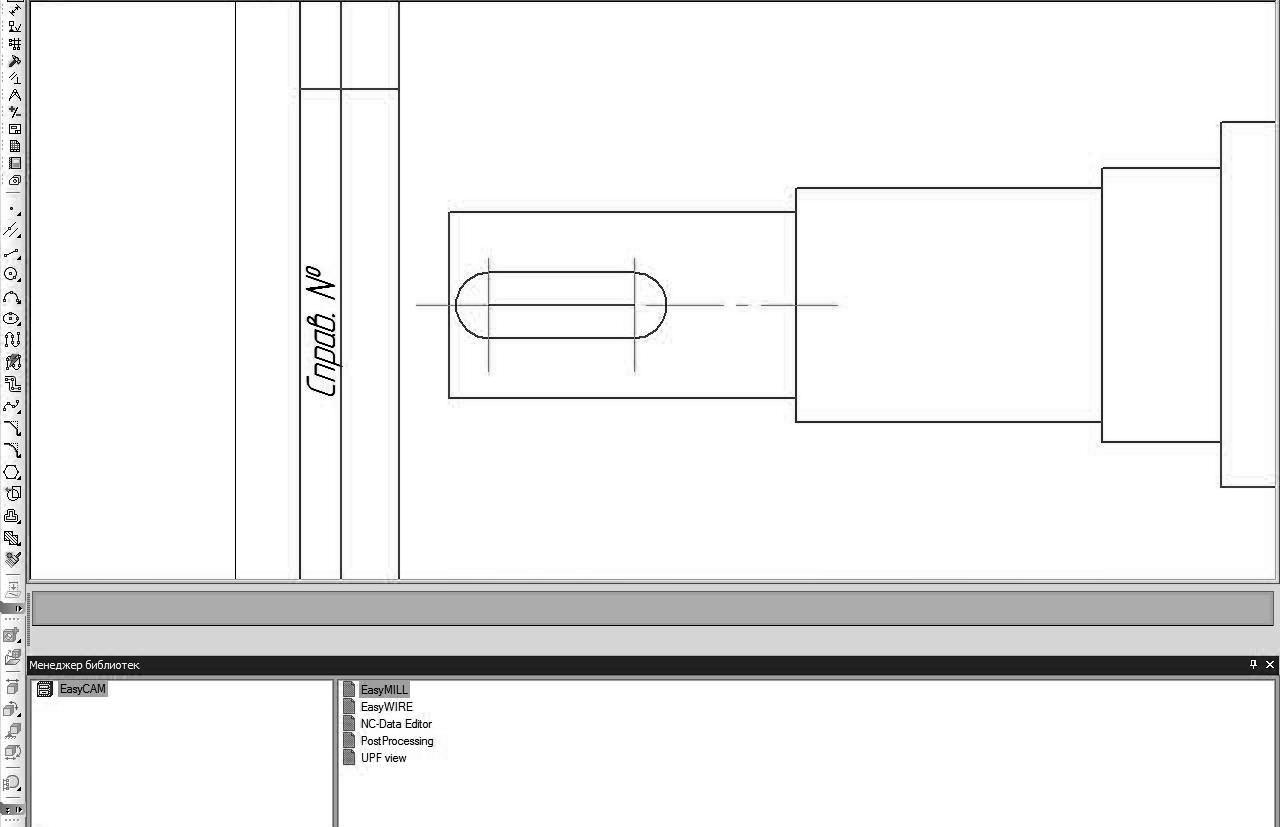
Рис. 14 Выбор программной среды
4 этап.
Выбор оборудования на котором будет производиться операция фрезерования. В данном случае был выбран станок 6Р13Ф3
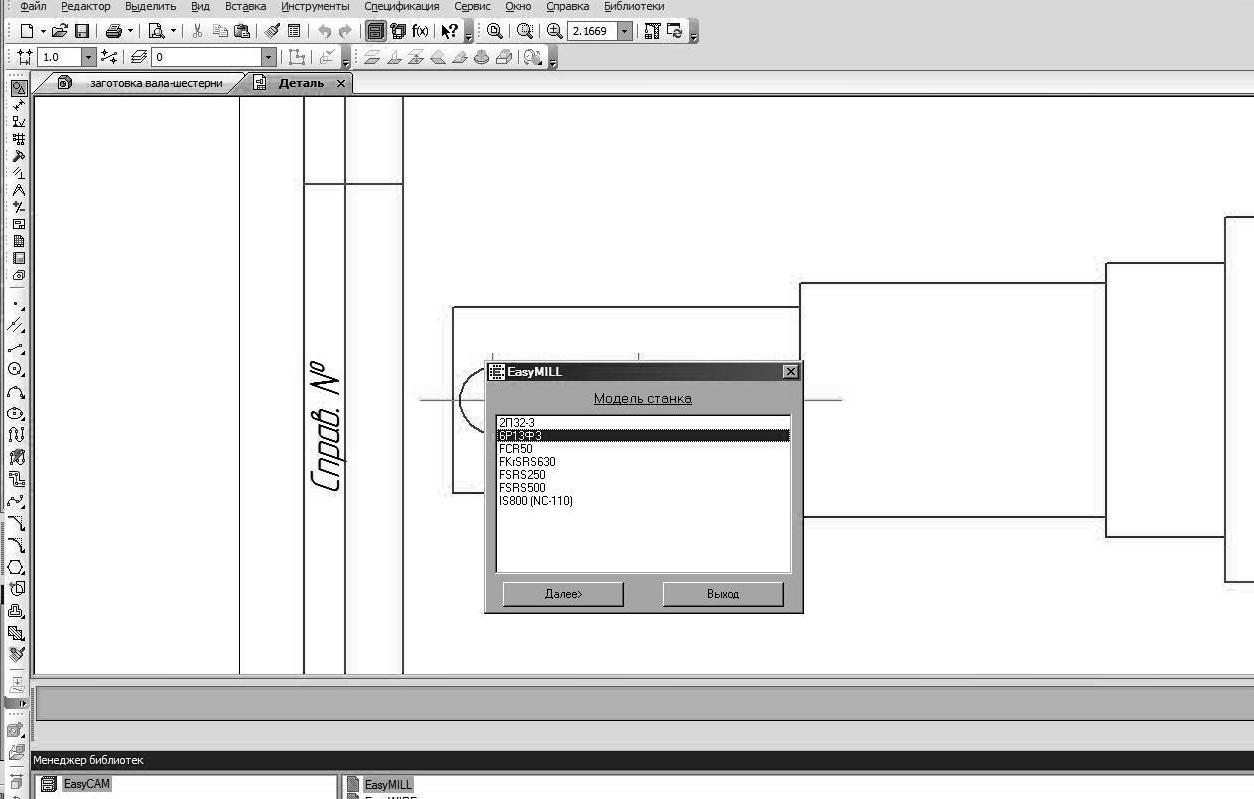
Рис. 15 Выбор оборудования
5 этап.
Выбор инструмента. В качестве инструмента была выбрана концевая (шпоночная) фреза.
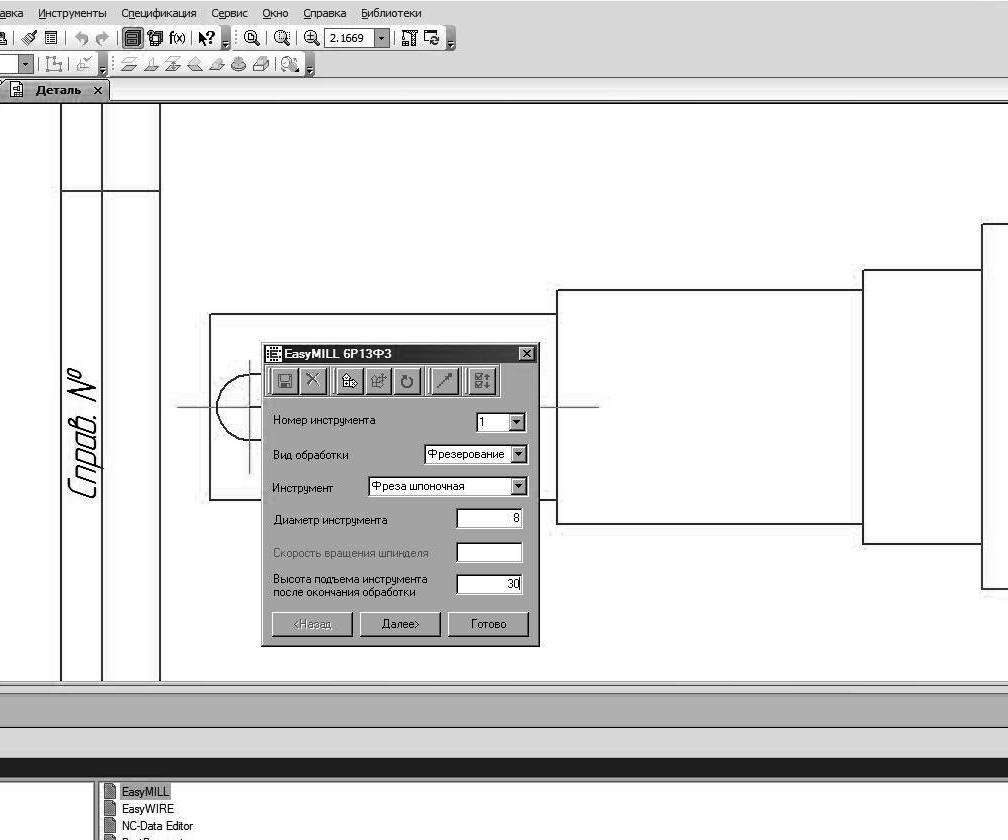
Рис. 16 Выбор инструмента
6 этап.
Ввод параметров подачи.
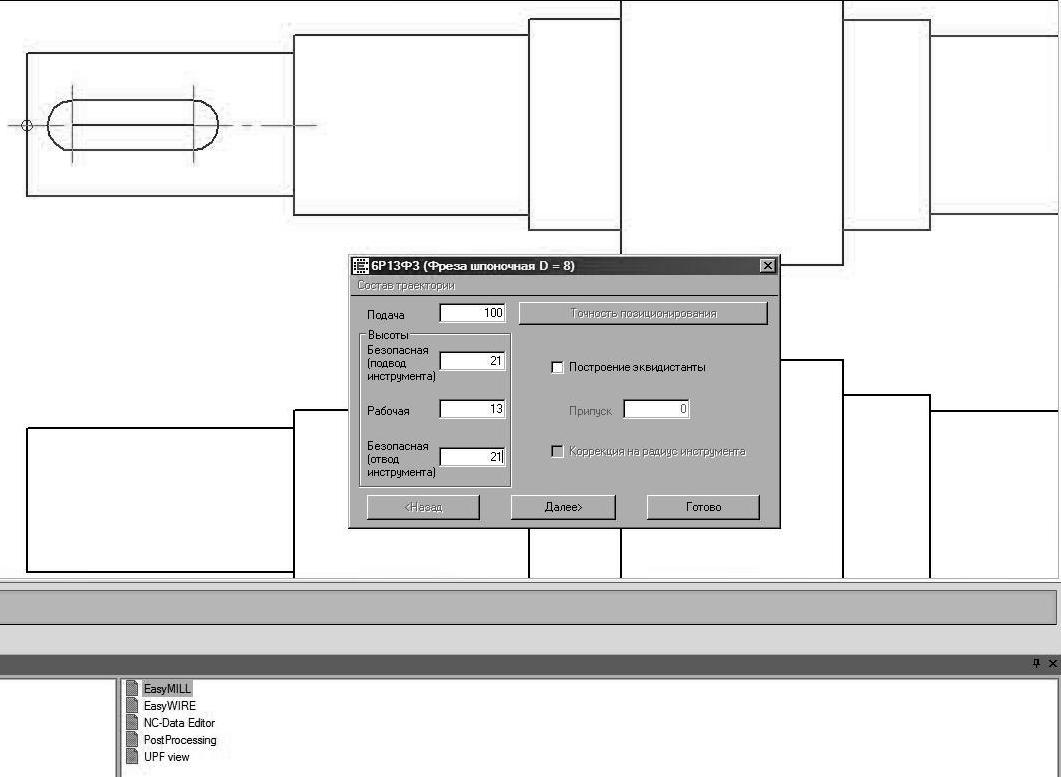
Рис. 18 Подача
7 этап.
Завершение формирования управляющей программы.
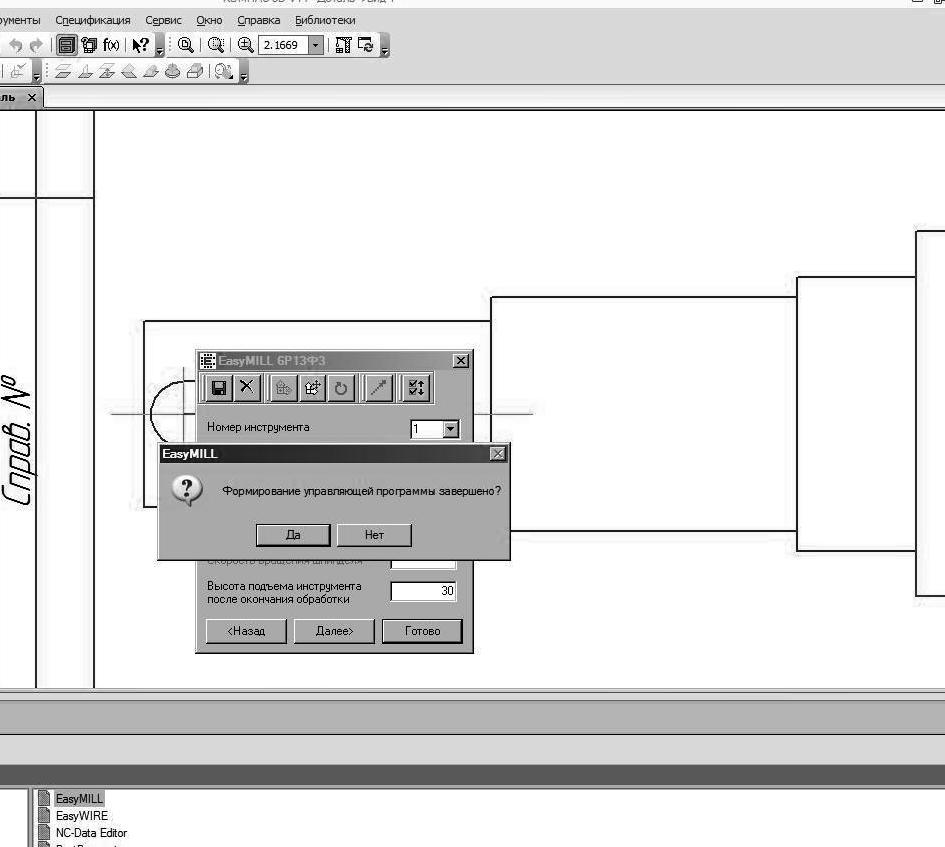
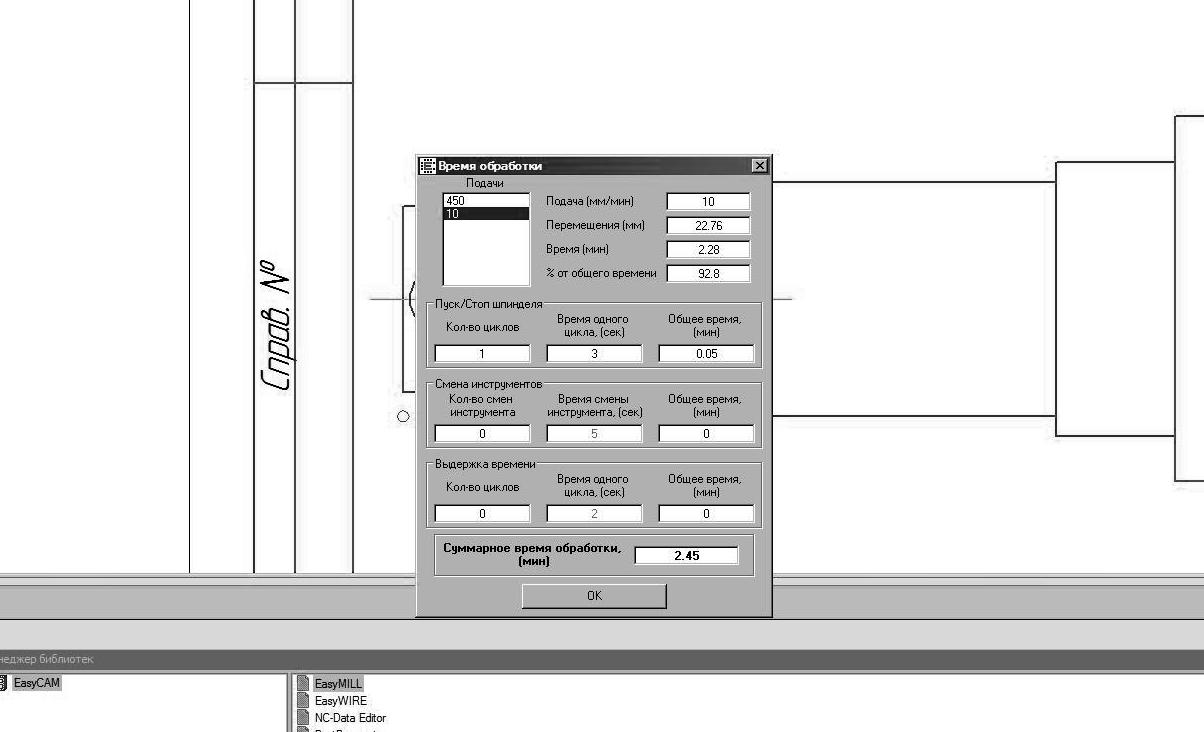
Рис. 19 Завершение формирования УП
8 этап.
Управляющая программа
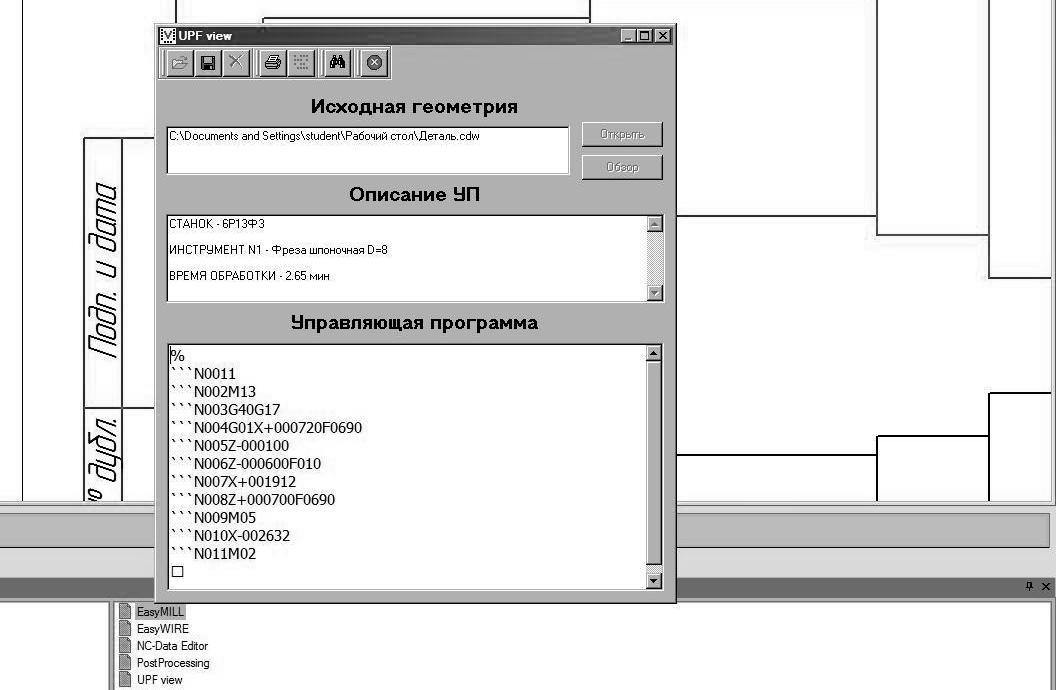
Рис. 20 Сформирована управляющая программа