

2.2 Станины и направляющие
Станина служит для монтажа всех основных узлов станка. Она должна на протяжении длительного времени обеспечивать правильное взаимное положение и перемещение узлов станка при всех предусмотренных режимах работы. К станинам станков предъявляют требования прочности, малой металлоемкости, технологичности и достаточно низкой стоимости. Но важнейшим требованием, предъявляемым к станинам, является требование неизменности их формы. Этого достигают правильным выбором материала станины и технологии изготовления, соответствующей статической и динамической жесткостью станины, а также высокой износостойкостью ее направляющих.
Станины подразделяют на горизонтальные и вертикальные. Форма станины, т. е. ее конструкция, определяется многими факторами, в частности видом направляющих (горизонтальные, вертикальные, наклонные), необходимостью установки на ней соответствующих неподвижных и подвижных частей и узлов, различных по размерам и весу, размещением внутри станины ряда узлов а механизмов, осуществляющих смазку и охлаждение, отвод стружкии т. д. Станина должна быть удобной для быстрого проведения профилактических и ремонтных работ механизмов, расположенных внутри нее.
Для обеспечения жесткости всей упругой системы станка стремятся связывать основные части станка так, чтобы они образовывали замкнутую раму. Желательно также станину отливать заодно с корпусом передней бабки. Для повышения, жесткости станины применяют ребра (перегородки), соединяющие ее стенки.
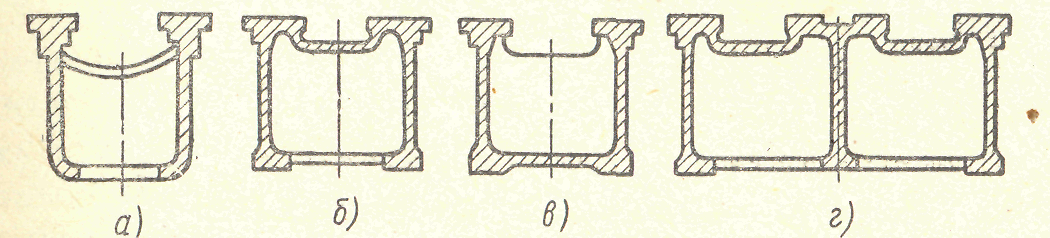
Рис. 14. Основные профили горизонтальных станин
На рис. 14 показаны основные профили горизонтальных станин, применяемые:
а) при необходимости отвода вниз стружки и охлаждающей жидкости; обладает пониженной жесткостью по сравнению со станинами, имеющими замкнутый профиль (рис. 14, а);
б) при отсутствии необходимости отвода стружки вниз (рис. 14, б);
в) при необходимости использования станины как резервуара для масла, необходимости значительного места для расположения механизмов привода (рис. 14, в);
г) в тяжелых, в частности, многосуппортных станках (рис. 14,г).
Основным материалом для изготовления литых станин является чугун. Сварные станины изготовляют из прокатной стали. Некоторое применение для изготовления станин тяжелых станков получил железобетон. Литые станины обычно применяют при крупносерийном масштабе производства станков, сварные — в случае необходимости быстрого изготовления одного или нескольких станков.
Направляющие являются наиболее ответственной частью станины и служат для обеспечения прямолинейного или кругового перемещения инструмента либо обрабатываемой заготовки и связанных с ними узлов станка. Направляющие скольжения и направляющие качения с использованием промежуточных тел качения (шариков или роликов) получили значительное распространение в станках.
Направляющие бывают закрытыми (рис. 15, а), когда подвижный узел станка имеет одну степень свободы, и открытыми (рис. 15, б). Основные формы направляющих скольжения показаны на рис. 16.
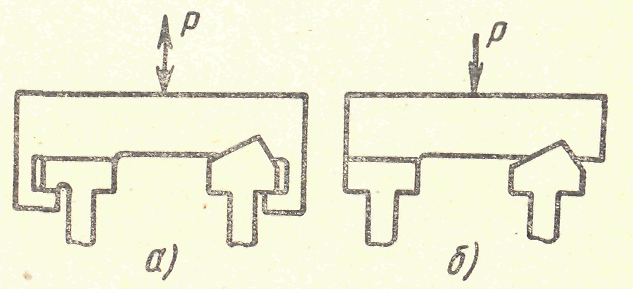
Рис. 15. Направляющие скольжения:
а — закрытые; б — открытые
В станках очень часто используют комбинированные направляющие, когда одна из них выполнена как плоская, а вторая — как призматическая, V-образная или в виде половины ласточкина хвоста.
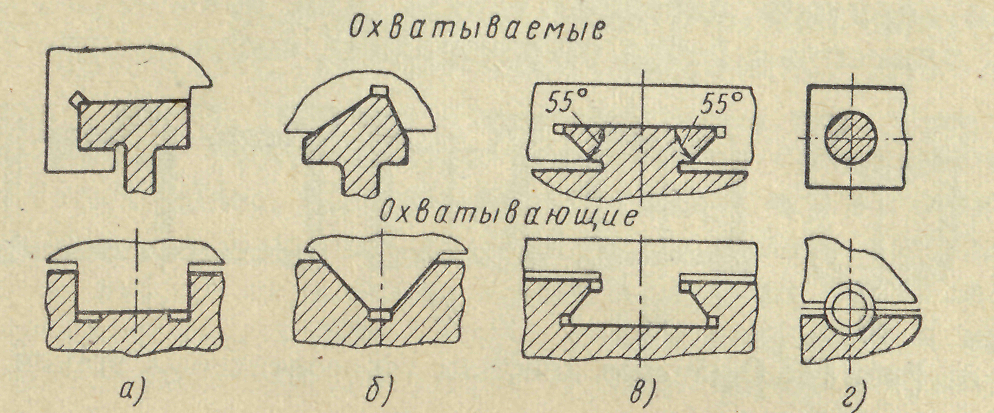
Рис. 16. Основные формы направляющих скольжения:
а — плоские; б — призматические; в — в форме ласточкина хвоста; г — цилиндрические (штанговые)
Направляющие, выполненные в виде планок, закрепляемых винтами к литой чугунной станине или привариваемых к стальной сварной станине, называются накладными.
Направляющие, предусматривающие подвод масла к сопряженным поверхностям под давлением и обеспечивающие создание масляной подушки по 'всей площади контакта, носят название гидростатических направляющих. Иногда в станках применяются аэростатические направляющие, предусматривающие создание воздушной подушки в зазоре между сопряженными поверхностями направляющих.
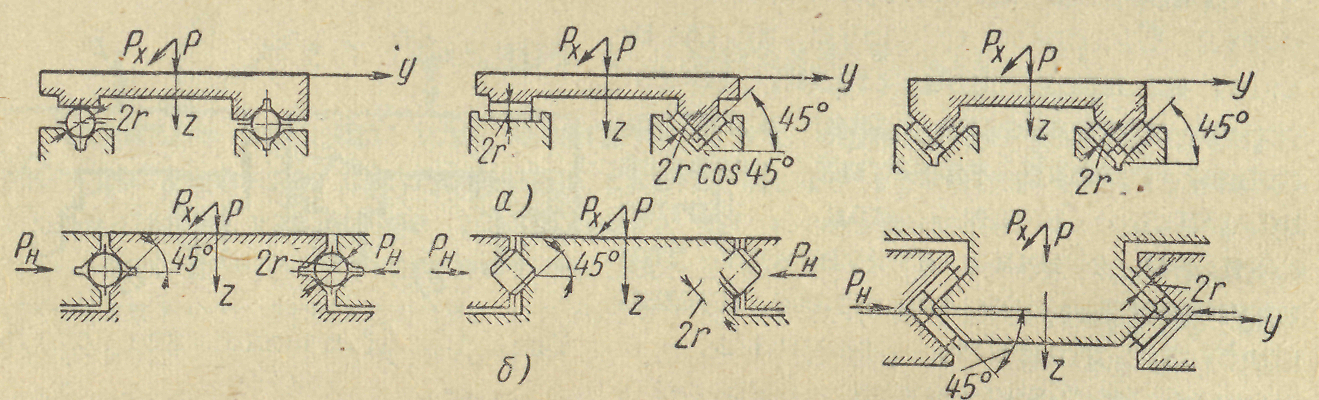
Рис. 17. Схемы наиболее распространенных направляющих качения:
а — открытые; б — закрытые
В последнее время в станках все шире применяют направляющие качения, в которых для перемещения узлов станка используют тела качения — шарики или ролики. Направляющие качения подобно направляющим скольжения могут быть открытыми (рис. 17, а) и закрытыми (рис. 17, б).