

6.2 Токарный многошпиндельный автомат мод. 1240-6
Принципы работы многошпиндельных автоматов. По принципу работы многошпиндельные автоматы с горизонтальным расположением шпинделей делятся на автоматы параллельного и последовательного действия.
При обработке деталей на автоматах параллельного действия на каждом шпинделе выполняются одновременно все переходы, предусмотренные технологическим процессом. В конце цикла работы станка снимается столько готовых деталей, сколько шпинделей находилось в работе (рис. 136, а).
В станках последовательного действия на каждой позиции шпинделя выполняется только один переход и каждая деталь проходит последовательно все позиции I—IV (рис. 136, б). Таким образом, за один оборот шпиндельного блока заготовка полностью обрабатывается, если автомат имеет одну загрузочную позицию.
У некоторых автоматов могут быть предусмотрены две загрузочные позиции. В этом случае заготовка проходит лишь половину имеющихся позиций и за это время полностью обрабатывается. Значит, за один оборот шпиндельного блока одновременно завершается обработка двух заготовок. Такой принцип обработки называется параллельно-последовательным.
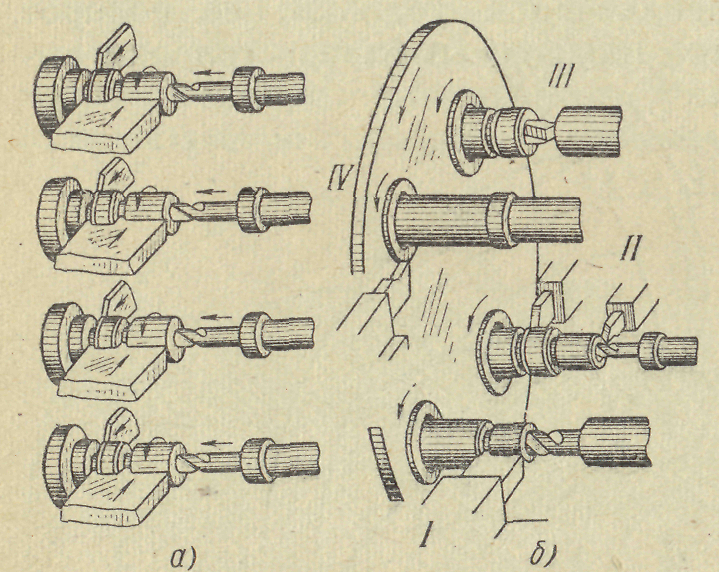
Рис. 136. Способы многошпиндельной токарной обработки:
а — параллельный; б — последовательный
Назначение и характеристика автомата 1240-6. Автомат пред-наьначен для изготовления деталей из прутков различного профиля. На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб и накатывание резьб.
Характеристика автомата (рис. 137): число шпинделей — 6; наибольший диаметр обрабатываемого прутка 40 мм, наибольшая длина подачи прутка 190 мм; частота вращения шпинделей 154— 2120 об/мин; число продольных суппортов — 1; число поперечных суппортов — 6; наибольший ход суппортов при нормальных кулачках — продольного 160 мм, поперечных — 60 мм; время холостого, хода 2,7 сек; мощность электродвигателя главного привода 20 кет; габаритные размеры 5685 х1350 х1960 мм.
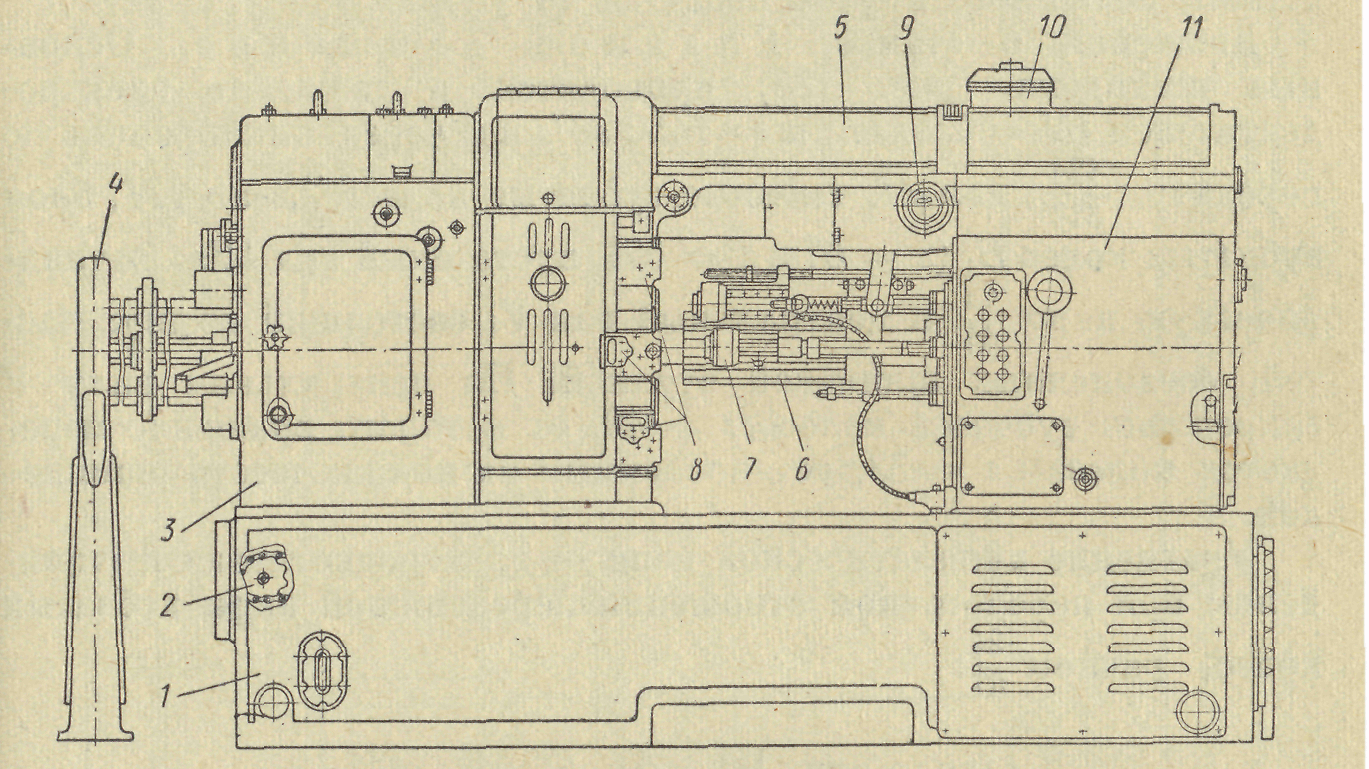
Рис. 137. Общий вид шестишпиндельного токарного автомата 1240-6:
1 — станина; 2 — транспортер стружки; 3 — передняя стойка; 4 — стойка для поддержки прутков; 5 — траверса с распределительным валом; 6 — продольный суппорт; 7 — приводной инструментальный шпиндель; 8 — поперечные суппорты; 9 — циклоуказатель;
10 — электродвигатель привода распределительного вала при наладке; 11 — задняя стойка
Принцип работы. Прутковый материал закладывается в направляющие трубы и закрепляется в цанговых патронах шпинделей. Каждый шпиндель получает вращательное движение.
Обработка детали производится последовательно в шести позициях шпиндельного блока. Автомат имеет шесть поперечных суппортов, в пазах которых устанавливаются резцедержатели с отрезными и фасонными резцами. Кроме того, имеется один, общий для всех позиций продольный суппорт, на каждой из шести граней которого устанавливаются державки с инструментами. На гранях продольного суппорта, обслуживающих пятую и шестую позиции, могут быть установлены подвижные стойки для инструментальных шпинделей, имеющих перемещение, независимое от перемещения главного продольного суппорта. По особому заказу стойки устанавливаются в четвертой и шестой позициях.
Инструментальные шпиндели используют для резьбонарезания и быстрого сверления. Инструментальные шпиндели получают вращение от коробки передач через длинные шлицевые валы. Все суппорты перемещаются от постоянных кулачков, установленных на распределительном валу.
Шпиндельный блок периодически поворачивается на 60° для изменения позиции. Последняя операция — отрезка обрабатываемой детали, после чего пруток подается до упора.
Движения
в станке. Главное движение. Основные
шпиндели (рис. 138) приводятся в движение
электродвигателем (N
= 20
кет;
n
=
1450 об/мин)
через
клиноременную передачу
![]() вал
II,
сменные зубчатые колеса
вал
II,
сменные зубчатые колеса
![]() вал
III,
блок зубчатых колес Б1
(z
= 67
и z
= 37),
пустотелый вал IVa,
цилиндрическую пару
вал
III,
блок зубчатых колес Б1
(z
= 67
и z
= 37),
пустотелый вал IVa,
цилиндрическую пару
![]() и
центральный вал V,
состоящий
из двух частей, соединенных шлицевой
втулкой. На центральном валу V
закреплено
зубчатое колесо z
= 49, от которого вращение передается
колесам z
= 38, установленным на концах шести
шпинделей.
и
центральный вал V,
состоящий
из двух частей, соединенных шлицевой
втулкой. На центральном валу V
закреплено
зубчатое колесо z
= 49, от которого вращение передается
колесам z
= 38, установленным на концах шести
шпинделей.
Уравнение
кинематической цепи от электродвигателя
к шпинделям при передаточном отношении
передвижной пары зубчатых
колес,
равном
![]()
![]()
откуда
![]()
При
передаточном отношении передвижной
пары зубчатых
колес
![]() передаточное
отношение сменных зубчатых колес
передаточное
отношение сменных зубчатых колес
![]()
К станку прилагается 12 пар сменных зубчатых колес.
Инструментальный быстросверлильный шпиндель получает вращательное движение от центрального вала V через зубчатое колесо z = 42, промежуточное зубчатое колесо z = 20 и сменное зубчатое колесо К (на рис. 138 показан только приводной вал 8 этого шпинделя). Паразитное колесо z Ц = 20 с подвижной осью обеспечивает зацепление колес z = 42 и К. К станку прилагается три зубчатых колеса К с числами зубьев 24, 32 и 49.