

5.1 Цанговые патроны
Для зажима прутка при обработке на токарно-револьверных станках широкое применение получили цанговые патроны. Основным их элементом является цанга — стальная закаленная втулка с прорезями, образующими пружинящие лепестки (рис. 119). На рис. 120 показаны типы цанговых патронов для зажима прутков. На рис. 120,а пруток 3 зажимается перемещением трубы 4 вместе с цангой 2 влево до упора в шпиндель 1. Недостатком такого устрой ства является осевое перемещение прутка при зажиме, что уменьшает точность выдвижения прутка.
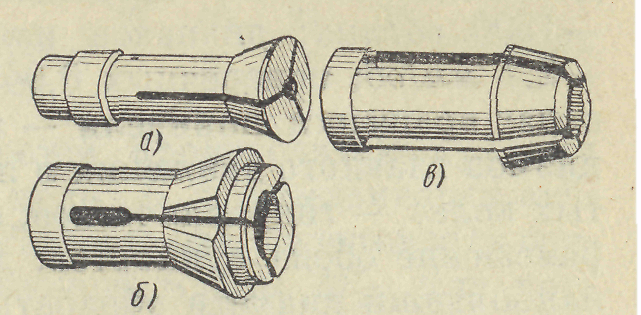
Рис. 119. Цанги:
а — затяжная; б — неподвижная; в —выдвижная
На рис. 120,6 пруток 6 зажимается перемещением трубы 1 вправо и надвиганием зажимной втулки 4 на конус цанги 5, упирающейся в гайку 3, навинченную на шпиндель 2. Пружина 7 служит для перемещения трубы 1 при разжиме прутка.
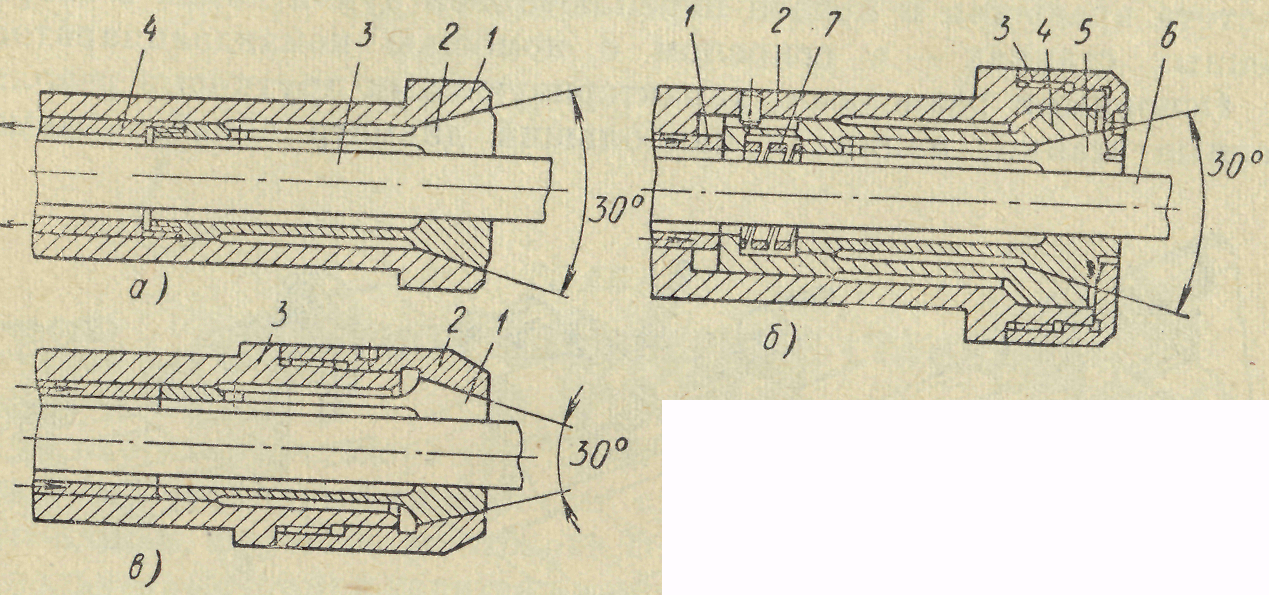
Рис. 120. Цанговые патроны
На рис. 120,в при зажиме прутка цанга 1 подается вправо в конус упорной гайки 2, навернутой на шпиндель 3. Угол конуса цанги берется обычно 30°.
5.2 Токарно-револьверный станок ш365
Токарно-револьверный станок 1П365 относится к револьверным станкам с вертикальной осью поворота револьверной головки и предназначен для обработки в патроне чугунных или стальных деталей.
Характеристика станка. Мощность электродвигателя главного движения 14 кет; пределы частот вращения шпинделя 34— 1500 об/мин; диапазон изменения подач: продольных 0,09—2,7 мм/об; поперечных 0,045—1,35 мм/об; изменение частоты и подач вращения шпинделя — преселективное; переключение механизмов главного движения и подач при медленном повороте зубчатых колес — гидравлическое; возможно ускоренное продольное перемещение обоих суппортов; диаметр отверстия шпинделя 85 мм; наибольший диаметр обрабатываемой детали в патроне: над станиной 500 мм, над поперечным суппортом 320 мм; габаритные размеры 3320 X 1565 X 1665 мм.
Станок работает следующим образом (рис. 121). Заготовка крепится в патроне и получает вращательное (главное) движение, а режущий инструмент устанавливается в шестипозиционной револьверной головке и в резцедержателе поперечного суппорта. Револьверной головке сообщается продольная подача, а поперечному суппорту — продольная и поперечная. Величина перемещения суппортов для каждого перехода заранее настраивается на необходимый размер с помощью упоров. После выполнения каждого перехода револьверная головка отводится назад и поворачивается; при этом в работу вводится новый инструмент. Работа поперечного суппорта и суппорта револьверной головки может быть последовательной по времени или параллельной (одновременной).
Движения в станке. Главное движение — вращение шпинделя (рис. 122) осуществляется от электродвигателя (N = 14 кет; n = 1400 об/мин) через клиноременную передачу и коробку скоростей. Шпиндель имеет 12 значений частот вращения. Уравнение кинематической цепи для минимальной частоты вращения шпинделя:
![]()
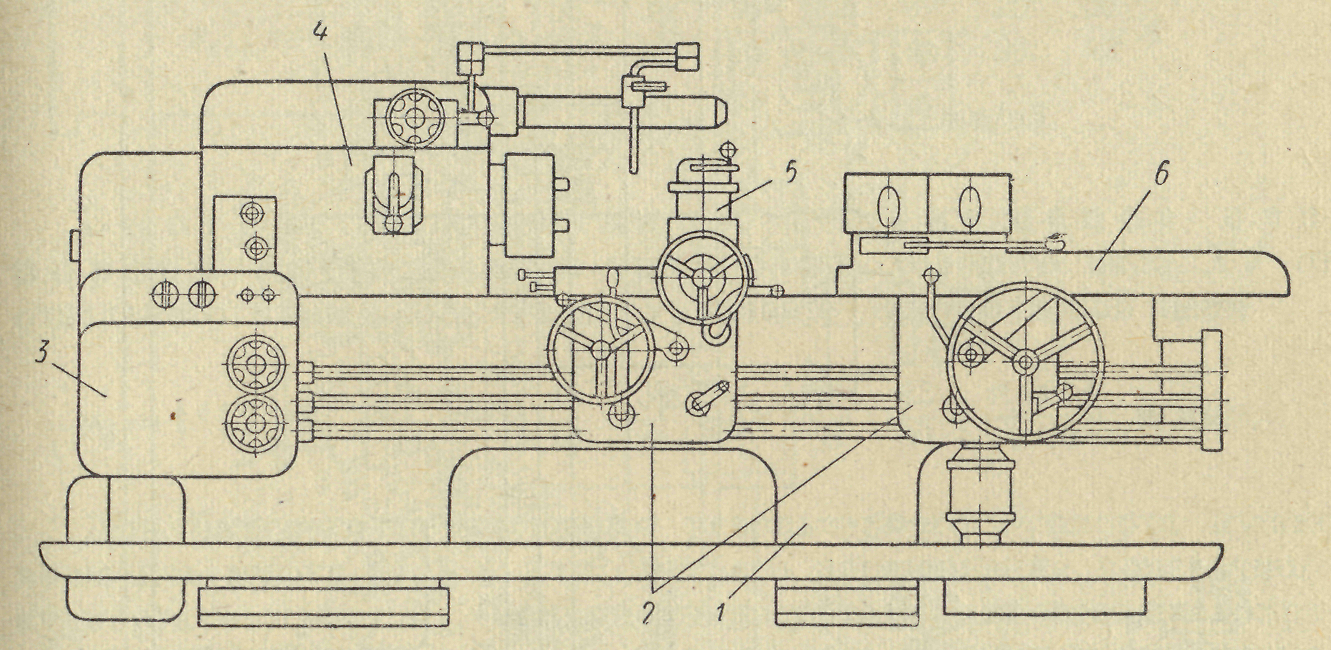
Рис. 121. Токарно-револьверный станок 1П365:
1 — станина; 2 — фартук поперечного суппорта и суппорта револьверной головки; 3 — коробка подач; 4 — шпиндельная бабка; 5 — поперечный суппорт;
6 — суппорт револьверной головки
Переключения в коробке скоростей производятся муфтами М2 и М3, тройным блоком зубчатых колес Б1 и передвижным зубчатым колесом z = 30 с муфтой М4. Реверсирование шпинделя осуществляется переключением фрикционной муфты М1. Для торможения шпинделя при остановке предусмотрена тормозная муфта М5, расположенная на валу коробки скоростей станка.
Продольная подача револьверного суппорта осуществляется от шпинделя станка. Уравнение кинематической цепи для минимальной подачи:
![]()
Револьверный суппорт имеет 18 различных подач, которые включаются при передвижении блоков Б2, Б4, и Б8.
Продольная подача поперечного суппорта осуществляется через аналогичную кинематическую цепь, только вместо блоков Б4 и Б6 в передаче движения участвуют блоки Б3 и Б5, вместо ходового вала XVI — ходовой вал XIV и вместо муфты M12 — муфта М9.
Поперечный суппорт также имеет 18 различных подач (продольных и поперечных). Уравнение кинематической цепи для минимальной поперечной подачи поперечного суппорта:
![]()
Быстрое продольное перемещение суппортов осуществляется при помощи ходового вала XV от отдельного электродвигателя. Уравнение кинетической цепи
![]()
Для быстрого перемещения револьверного суппорта нужно включить муфту М11, а для быстрого перемещения поперечного суппорта — муфту М8. Фрикционная муфта М7 является предохранительной муфтой, пробуксовывающей при перегрузке механизма.
Вручную суппорты перемещаются путем вращения маховиков 1 или 2 (продольное перемещение) и маховика 3 (поперечное перемещение).
Поворот
револьверной головки осуществляется
вручную. Одновременно с револьверной
головкой через передачу
![]() поворачивается
вал XXXV
барабана
упоров. При по-
поворачивается
вал XXXV
барабана
упоров. При по-
вороте револьверной головки в следующую позицию, т. е. на 1/6 оборота, вал XXXV упоров также поворачивает на 1/6 оборота, и в рабочее положение устанавливается следующий из шести продольных упоров, расположенных на барабане.
Гидравлический привод предназначен для преселективного переключения частоты вращения шпинделя и подач суппорта револьверной головки и поперечного суппорта.
Преселективным называется такое управление, при котором предварительно во время работы станка можно устанавливать рукоятки переключения в положения, соответствующие включению частоты вращения и подач, выбранных для следующего перехода обработки. Переключение станка с преселективным управлением на установленный новый режим работы происходит быстро в момент подачи команды переключения установленных режимов поворотом одной рукоятки.
Для преселективного переключения частоты вращения шпинделя и подач револьверного и поперечного суппортов в станке 1П365 имеется гидравлический привод, в который входят гидроагрегат, подающий масло под давлением в гидросистему; кран для включения, реверсирования и выключения вращения шпинделя; кран-для включения нужной частоты вращения шпинделя; кран для включения различных подач револьверного суппорта; кран для включения различных подач поперечного суппорта; гидропривод поворота валов и десять гидроцилиндров, переключающих муфты и передвижные блоки зубчатых колес. Для облегчения сцепления зубьев колес в момент их переключения производится медленный поворот валов коробок скоростей и подач с помощью гидроцилиндра через рейку m = 2,5 мм, зубчатое колесо Z = 25 на валу VI и муфту М6 и десять гидроцилиндров.
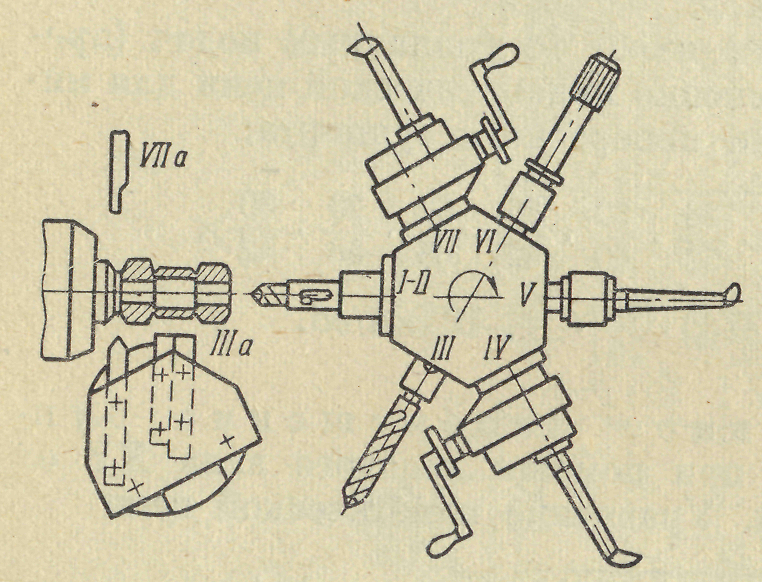
Рис. 123. Пример наладки револьверного станка:
I—II — упор и центрование; III — сверление; IIIa — обтачивание средней части и снятие фаски; IV — растачивание средней части отверстия; V — растачивание; VI — развертывание; VII — протачивание канавок и подрезка торца; VIla — отрезка
На рис. 123 показан пример наладки токарно-револьверного станка для обработки фасонной втулки.