

4. Выбор и обоснование модели технологического оборудования
В качестве технологического оборудования была выбрана опорная призма.
Стандартная призма (ГОСТ 12195—66) применяется для установки коротких изделий или как элемент опорной сборной призмы, предназначенной для базирования длинных изделий. Призмы, предназначенные для деталей c D = 5…150 мм, выполняются с Н = 16…70 мм; В1 = 8…120 мм. Материал – сталь марки 20Х. Твердость рабочих поверхностей HRC 55…60. Глубина цементированного слоя 0,8… 1,2 мм.
При установке детали по черновой базе, а также при установке ступенчатых валов рабочие поверхности призм делают узкими. Крупные изделия устанавливают на чугунные или сварные призмы со сменными стальными закаленными пластинками на наклонных плоскостях. Рабочие поверхности и основание призмы шлифуются. В сборных конструкциях с двумя и более призмами, используемыми для установки одной детали, все призмы шлифуют совместно. Для точной установки призмы в ней предусмотрены два отверстия: 1 — под контрольные штифты; 2 — под прижимные винты.

Рис. 7 Схема призмы
5. Разработка 3d-модели элементов технологической оснастки
Для разработки модели элементов технологической оснастки была использована система трехмерного моделирования Kompas-3D v13 с машиностроительной библиотекой.
1. Создание элемента базирования
В данном случае элементом базирования является призма. Создать ее можно с помощью библиотеки стандартных изделий (вкладка - элементы станочных приспособлений - призмы).

Рис. 8 Выбор призмы в библиотеке стандартных изделий
2. Создание закрепляющего элемента
В качестве закрепляющего элемента используется прихват передвижной ГОСТ 4735-69. Находится он в библиотеке стандартных изделий во вкладке станочных приспособлений.
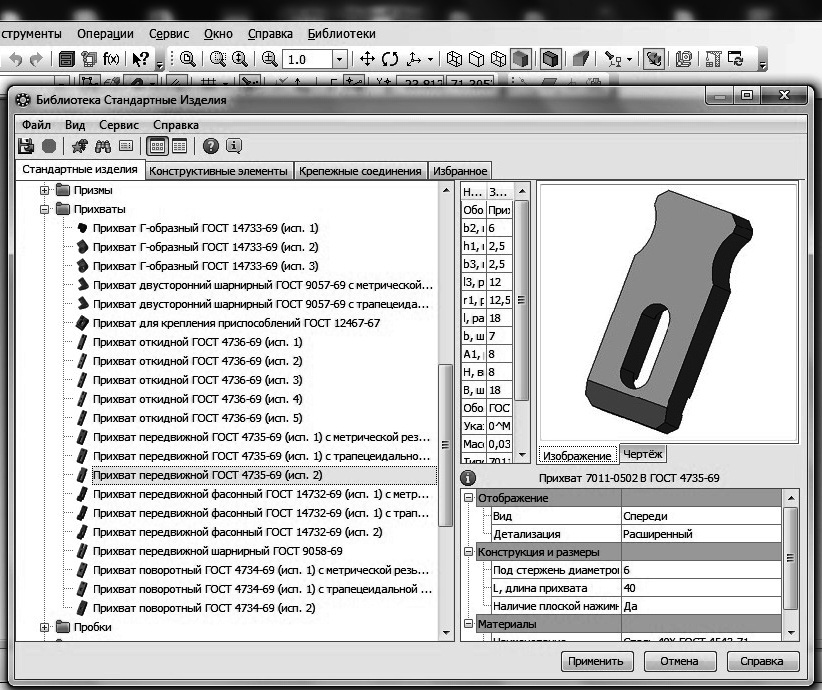
Рис. 9 Выбор прихвата в библиотеке стандартных изделий
3. Выбор крепежных элементов
К крепежным элементам относятся - шпилька, гайка, шайба, винт, штифт. Все это находится в библиотеке стандартных изделий во вкладке крепежных изделий.
4. Сбор элементов технологической оснастки
Все элементы технологической оснастки крепятся на опорную плиту: призмы с помощью винтов и штифтов; прихват- с помощью опоры и шпильки.

Рис. 10 Элементы тех. оснастки в сборе

Рис. 11 Элементы тех. оснастки в сборе с валом
6. Разработка управляющей программы
Разработка управляющей программы ведется с помощью библиотеки EasyCam. Библиотека формирует управляющие программы для фрезерных и электроэрозионных станков с ЧПУ на основе двухмерного чертежа, выполненного в КОМПАС-График. Обеспечивается расчет времени обработки с учетом перемещений и величин подач. Включены постпроцессоры для 7 фрезерных и 2 электроэрозионных станков с возможностью создания и настройки пользователем. Библиотека имеет встроенный редактор управляющих программ и редактор параметров обработки.
Состоит из нескольких этапов:
1 этап.
Разработка ассоциативного чертежа заготовки, на которой будет идти обработка. В данном случае идет операция фрезерования шпоночного паза.

Рис. 12 Ассоциативный чертеж заготовки
2 этап.
Указывается траектория.
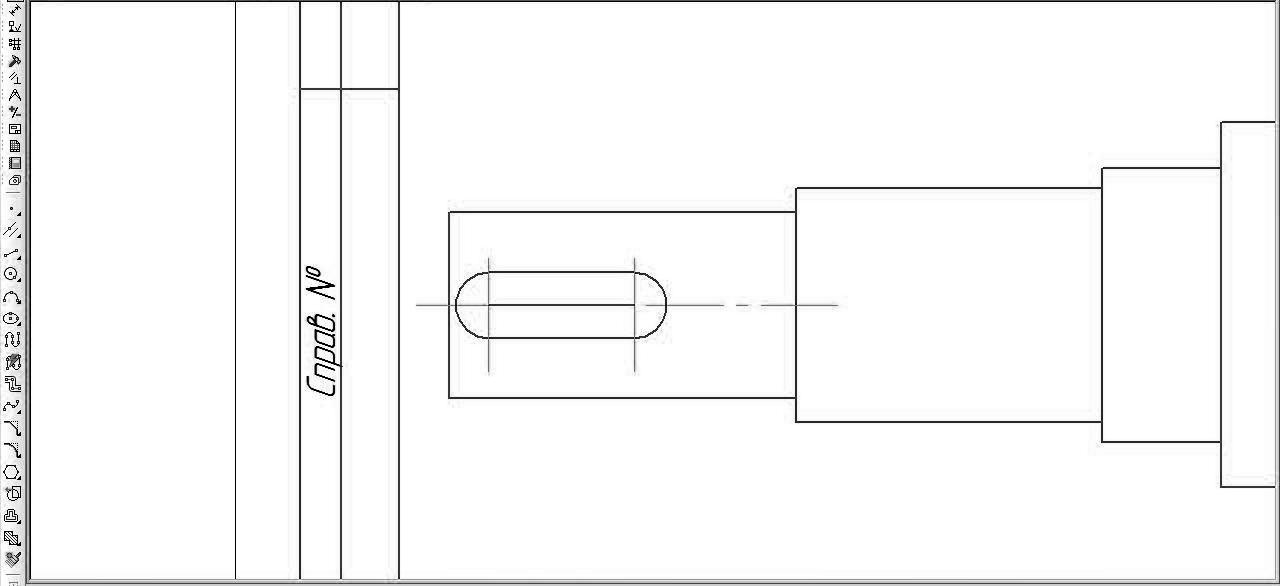
Рис. 13 Указание траектории обработки
3 этап.
Выбор программной среды EasyMILL


Рис. 14 Выбор программной среды
4 этап.
Выбор оборудования на котором будет производиться операция фрезерования. В данном случае был выбран станок 6Р13Ф3

Рис. 15 Выбор оборудования
5 этап.
Выбор инструмента. В качестве инструмента была выбрана концевая (шпоночная) фреза.

Рис. 16 Выбор инструмента
6 этап.
Ввод параметров подачи.

Рис. 18 Подача
7 этап.
Завершение формирования управляющей программы.


Рис. 19 Завершение формирования УП
8 этап.
Управляющая программа

Вывод
В данной курсовой работе мною были разработаны модели и ассоциативные чертежи детали и заготовки, разработана технологическая операция маршрутной технологической обработки детали, выбраны и обоснованы модели технологического оборудования, разработаны модели технологической оснастки. В ходе работы была создана управляющая программа с использованием программной среды EasyCAM 2.5.1