

МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО МОРСКОГО И РЕЧНОГО ФЛОТА
Федеральное государственное образовательное учреждение ВПО
áá МОРСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ
ИМЕНИ АДМИРАЛА Ф.Ф.УШАКОВАññ
Кафедра «Ремонт судовых машин и механизмов»
Методические указания
к практической работе
«Выбор режимов термической обработки стали»
Новороссийск 2008 г.
Методические указания к практической работе «Выбор режимов термической обработки стали» по курсу «Материаловедение и Технология Конструкционных Материалов» разработана согласно учебному плану дисциплины кафедры «Ремонт судовых машин и механизмов»./ Сост. Березовский Ф.М Фролов М.М. - Новороссийск: МГА им. адм. Ф.Ф. Ушакова. 2008.
Методические указания включают в себя краткие теоретические сведения, последовательность выполнения, используемые материалы и контрольные вопросы к практической работе по разделу «Материаловедение» изучаемого курса, помогут курсантам и студентам закрепить теоретические знания и приобрести практические навыки в работах, выполняемых в судовых условиях. Методические указания используются в учебном процессе, а также при подготовке к зачету, защите практических работ, предназначены для курсантов и студентов специальностей: «Эксплуатация перегрузочного оборудования Портов и транспортных терминалов», «Эксплуатация судовых энергетических установок», «Судовождение на морских путях», «Организация перевозок и управления на транспорте», «Эксплуатация судового электрооборудования и средств автоматики», «Инженерная защита окружающей среды».
Практическая работа рассчитана на 6 часов.
Рецензент доцент _______________________________ Халилов Н.А.
Утверждено на заседании кафедры РСММ,
Протокол №__ от __/_____/_______/г.
Начальник кафедры РСММ доцент ________________________ К.Б. Пальчик
Цель работы получить навык по выбору оптимального нагрева и охлаждения сталей согласно диаграмме Fe – Fe3C при термической обработке.
Теоретическое положение практики закалки и отпуска.
1.1 Закалка углеродистых сталей производится в целях повышения их механических свойств: твердости, предела прочности, упругости и износостойкости.
Процесс закалки состоит из следующих этапов:
а) нагревания изделия до температуры закалки;
б) выдержки изделия в течение определенного времени при заданной температуре;
в) охлаждение изделия с нужной скоростью.
Температура нагрева под закалку должна обеспечить в стали аустенитную структуру. На рис 1и табл. 1 показан интервал температур для закалки сталей в зависимости от содержания углерода.

Рис. 1 - Оптимальный интервал температур закалки углеродистой стали
Таблица 1 – Температура закалки углеродистых сталей
Группа стали |
Содержание углерода, % |
Температура закалки,ºС |
Углеродистые |
0,25 |
900 |
026 – 0,36 |
870 |
|
0,37 - 0,55 |
840 |
|
0,56 – 0,90 |
820 |
|
0,91 – 2,00 |
780 |
Если доэвтектоидную сталь нагревать до аустенито-ферритной структуры, то закалка будет неполная, а твердость стали не высокая( в структуре будет феррит) Заэвтектоидные стали рекомендуется нагревать до аустенито-цементитной структуры, т.е. производить неполную закалку, так как цементит в структуре увеличит твердость металла.
В случае нагрева выше рекомендованного интервала возможен перегрев стали и снижение ее свойств. Для контроли температуры в печи применяются термопары и пирометры. При их отсутствии и видуальном производстве температуру ориентировочно можно определить по цветам каления. Цвет каления стали в зависимости от температуры, ºС, изменяется следующим образом:
Начало свечения металла |
500 |
Густо-оранжевый |
900 |
Темно-бурый |
550 |
Желтый |
1000 |
Темно-красный |
650 |
Желто-белый |
1100 |
Вишнево-красный |
700 |
Белый |
1200 |
Светло-красный |
800 |
Ярко-белый |
1300 |
Время выдержки стали при температуре закалки должно быть достаточным для того, чтобы обеспечить образование однородного аустенита по всему сечению.
Время нагрева и выдержки изделий из углеродистой стали зависит от температуры нагрева, нагревающей среды и формы изделий. В таблице 2 приведены условия нагрева стали. Одним из показателей свойств металла является его твердость при распаде аустенита, как показано на рисунке 2, возникают следующие структуры:
Перлит НВ -180-250;
Сорбит НВ -250-350;
Тростит НВ -350-450;
Мартенсит НВ -550-800;
Таблица 2 – условия нагрева стали при термообработке
Температура нагрева, ºС. |
Время выдержки, мин, на 1мм толщины (диаметра) образца в зависимости от его формы |
Температура нагрева, ºС. |
Время выдержки, мин, на 1мм толщины (диаметра) образца в зависимости от его формы |
||||
цилиндр |
квадрат |
пластина |
Цилиндр |
квадрат |
пластина |
||
500 |
2,5 |
3,8 |
5,0 |
800 |
1,0 |
1,5 |
2,0 |
600 |
2,0 |
3,0 |
4,0 |
900 |
0,8 |
1,2 |
1,6 |
700 |
1,5 |
2,2 |
3,0 |
1000 |
0,4 |
0,6 |
0,8 |

Рисунок 2 – Влияние скоростей охлаждения на формирование структур сталей при распаде аустенита.
V1 < 50ºC B1c; V2 ~ 100ºC B1c; V3 ~ 200ºC B1c; V4 ~ 500ºC B1c
Vкр – критическая скорость охлаждения свидетельствующая о том, что при меньшей скорости получаются смешанные структура мартенситно-троститные, а при больших скоростях чисто мартенситные структуры.
При закалке важным является медленное охлаждение стали в интервале температур, при которых происходит превращение аустенита в мартенсит (300ºС), так как непосредственный переход аустенита в мартенсит не требует больших скоростей охлаждения и, кроме того, если превращение аустенита в мартенсит будет происходить при медленном охлаждении, то изменение его объема по сечению протекает равномерно и тем самым снижаются внутренние напряжения и деформации.
В таблице три приведены скорости охлаждения, получаемые в некоторых охлаждаемых средах.
Таблица 3 – Скорость охлаждения стали в охлаждающих средах.
Закалочная среда |
Скорость охлаждения в интервале температур, ºС/с |
|
650 - 550ºС |
300 - 200ºС |
|
Вода при температуре, ºС: |
|
|
18 |
600 |
270 |
28 |
500 |
270 |
50 |
100 |
270 |
74 |
30 |
200 |
10%-ный раствор в воде при 18ºС: |
|
|
Едкого натра |
1200 |
300 |
Поваренной соли |
1100 |
300 |
Соды |
800 |
270 |
Эмульсия масла в воде |
70 |
200 |
Масло: |
|
|
Минеральное машинное |
150 |
30 |
трансформаторное |
120 |
25 |
Спокойный воздух |
18 |
- |
1.2 Отпуск стали
Отпуском называется заключительная операция термической обработки, состоящая в нагреве закаленной стали до температуры ниже критической АС1, выдержки при этой температуре и последующим медленном или быстром охлаждении. Цель отпуска – устранение или уменьшение напряжения в стали, повышение вязкости и понижение твердости. Правильное выполнение отпуска в значительной степени определяет количество готовой закаленной детали. Температура отпуска варьируется в очень широких приделах – от 150 до 1700ºС, в зависимости от его цели. Различают низкий, средний и высокий отпуск.
Низкий отпуск характеризуется нагревом в интервале 150 - 250ºС, выдержкой при этой температуре и последующим охлаждением на воздухе, выполняется для снятия внутренних напряжений в закаленной стали с целью повышения вязкости без заметного снижения твердости. Средний отпуск производится при температуре 300 - 450ºС. Твердость сталей заметно понижается, вязкость увеличивается. Этот отпуск применяют для пружин, рессор, а также инструмента, который должен иметь значительную прочность и упругость при средней твердости. В процессе высокого отпуска ( при температуре 500 - 650ºС) мартенсит распадается с образованием троостита, а затем и сорбита. Эти структуры обеспечивают лучшее сочетание прочности и пластичности. Применяется этот вид отпуска для деталей подвергающихся действию высоких знакопеременных и ударных нагрузках.
В результате термической обработке в изделии образуется метастабильных структур.
К метастабильным (неустойчивым) структурам относятся: мартенсит, троостит, сорбит, аустенит.
Мартенсит имеет игольчатое строение. Размеры игл зависят от температуры закалки, от размеров зерен аустенита, из которых они образовались, и их количества. Лучшими механическими свойствами обладает мелкоигольчатый мартенсит. В микроскопе мартенсит наблюдается в виде игл, расположенных под углами 60, 90 и 120º друг к другу.
Троостит является продуктом распада аустенита при закалке, а при среднем отпуске – продуктом распада мартенсита. Троостит травится реактивами интенсивнее мартенсита, поэтому под микроскопом он выглядит темным.
Сорбит образуется при высоком отпуске закалочной на мартенсит стали. Сорбит виден под микроскопом в виде светлых участков – зерен, цементита в феррите.
Аустенит наблюдается в виде светлых полей или светлого фона. Остаточный аустенит бывает только в высокоуглеродистых и некоторых легированных сталях после закалки.
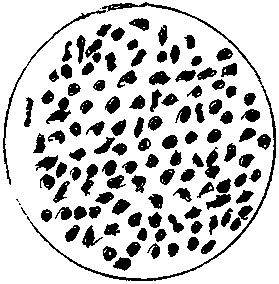
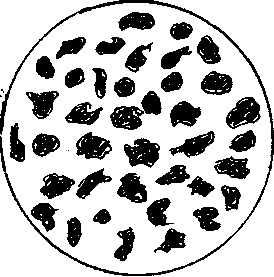
На рисунке 3 (а, б, в, г, д.) представлены метастабильные структуры мартенсита и продуктов его отпуска.

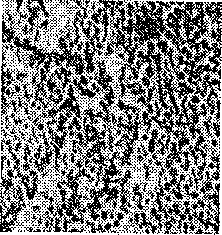

а) б) в)
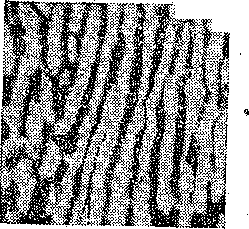

г) закалка д) отпуск
Рис. 3 - Микроструктура мартенсита и продуктов его отпуска: а, б, в - троостит г, д – сорбит.
На рисунке 4 (а, б, в, г, д,е.) показаны эти структуры схематично


а. б. в.
г. д. е.
Рисунок 4 – Схема продуктов распада аустенита а, б, в, г и мартисита д, е.
а – перлит; б – сорбит; в – троостит; г – мартенсит; д – троостит; е - ?
Одним из способов виндивидуальном производстве, определения температуры отпуска является изменение цветов побежалости.
Цвета побежалости возникают вследствие окисления железа при нагреве. Причиной различия в цветовой гамме является толщина образующейся окисной пленки в зависимости от температуры нагрева. Цвета побежалости определяются по образцам ???? на темный фон. Ниже приведены цвета побежалости в зависимости от температуры нагрева.
Светло-желтый………...220
Желтый…….…………...230
Темно-желтый……........240
Коричневый……………255
Коричнево-красный…..265
Фиолетовый…………285
Темно-синий………...295 - 310
Светло-синий………..315 – 325
Серый…………….….300
Голубовато-серый….350
Серовато-зеленый.….400