

Назначение штамповочных уклонов
Штамповочные уклоны назначают по табл. П1.5 на все поверхности, расположенные параллельно направлению движения деформирующего инструмента. Точки пересечения следов конусных поверхностей, образованных штамповочными уклонами, являются координатами расположения поверхности разъема штампа и средней линии толщины перемычки. При этом в плоскости разъема штампа и по средней линии перемычки образуются новые размеры Dn и dn, характеризующие наибольший наружный и наименьший внутренний диаметры поковки.
Проектирование углублений
При наличии в детали полости или отверстия с целью снижения отходов металла в стружку проектируют намётку отверстия (рис. 3). Образующуюся при штамповке перемычку удаляют в дальнейшем на обрезном прессе. При штамповке поковок с наметками в наиболее тяжелых условиях работают выступы штампов, называемые знаками. Вследствие низкой стойкости знаков полости диаметром менее 30 мм при горячей штамповке не выполняют. Выполнение сквозных отверстий в поковках обязательно, если диаметр отверстий больше или равен высоте поковок.

Р и с. 3. Чертеж поковки:
R и r – соответственно наружные и внутренние радиусы; и – соответственно наружный и внутренний штамповочные уклоны; DП – диаметр поковки; НП – высота поковки; hН и hВ – глубина соответственно нижней и верхней наметок
В зависимости от формы и размеров штампуемого отверстия различают намётки с плоской перемычкой, с раскосом, с магазином, с карманом и глухие [3,4,5]. Плоскую перемычку получают в небольших отверстиях с диаметром основания:
d осн.= 24+0,0625Dп ,
где Dп – наибольший диаметр поковки, мм.
Намётка верхним знаком делается глубиной hв dосн , а нижним знаком hн 0,8dосн . Толщину плоской перемычки либо рассчитывают по формулам, либо определяют по табл. 4-5 и рис. 4.
![]() ,
,
![]() ,
,
где h– высота углубления ориентировочная; dосн. – диаметр основания углубления.
Минимальная ширина кольцевого выступа поковки определяется размером поковки (см. табл. 5):
b1 min = 10 + 0,0625 DП .
Если ширина выступа больше b1> b1 min , то этот выступ получают в поковке при условии h/b1< 0,8; в противном случае назначается напуск.
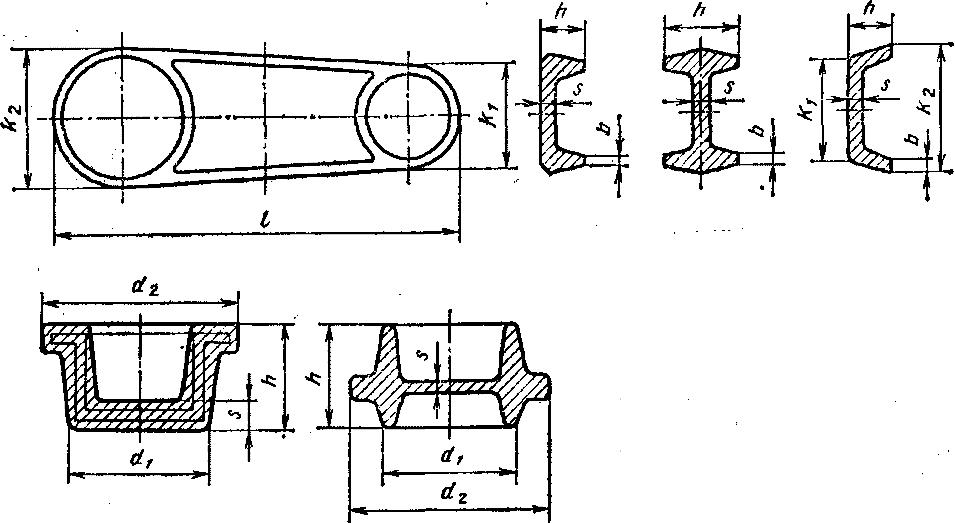
Р и с. 4. Параметры круглых и удлиненных в плане поковок
с плоским дном или перемычкой
Таблица 4
Минимальная толщина s (мм) дна или плоской перемычки удлинённых или круглых в плане поковок (см. Рис. 4)
KS или dS |
L/KS ≤ 3 или h/d S ≤ 3 |
L/KS > 3 или h/dS > 3 |
До 25 |
2 |
3 |
25-40 |
3 |
4 |
Св. 40 до 63 |
5 |
6 |
» 63 » 100 |
6 |
8 |
» 100 » 160 |
8 |
10 |
» 160 » 250 |
12 |
16 |
» 250 » 400 |
20 |
25 |
» 400 » 630 |
30 |
40 |
Примечание: KS = 0,5 (K1+ K2); dS = 0,5 (d1+ d2)
Таблица 5