

Разработка технологических переходов штамповки
Штампованные поковки можно разделить на две основные группы – с вытянутой осью и симметричные в плане. К первой группе относятся поковки типа шатунов, рычагов, гладких и ступенчатых валов; ко второй – поковки фланцев, колец, зубчатых колёс и т. п. Поковки с вытянутой осью обычно штампуют поперёк оси заготовки (плашмя); осесимметричные в плане поковки изготовляют штамповкой вдоль оси (в торец). Обработку заготовки в одном ручье называют переходом штамповки (количество ручьёв в штампе обычно соответствует количеству переходов штамповки).
Операцией называют законченную часть технологического процесса, включающую в себя все переходы объёмной штамповки, совершаемые за один нагрев независимо от количества используемых при этом кузнечных машин.
Все переходы
горячей объёмной штамповки можно
разделить на три основные группы
заготовительные,
штамповочные и разделительные
(см. рис.). З аготовительные
переходы необходимы для перераспределения
металла исходной заготовки в соответ-ствии
с формой поковки. Штамповочные
переходы необходимы для получения
окончательно оформленной поковки.
Разделительные переходы (отрубные,
обрезные, отрезные и пробивные) необходимы
для
аготовительные
переходы необходимы для перераспределения
металла исходной заготовки в соответ-ствии
с формой поковки. Штамповочные
переходы необходимы для получения
окончательно оформленной поковки.
Разделительные переходы (отрубные,
обрезные, отрезные и пробивные) необходимы
для
о тделения
поковки от прутка, обрезки облоя и
пробивки отверстий; они выполняются в
соответствующих ручьях тех же штампов,
в которых проводят штамповку. На рис.
показаны эскизы технологических
перехо-дов открытой штамповки в торец
на молоте для получения осесимметрич-ной
поковки диска.
тделения
поковки от прутка, обрезки облоя и
пробивки отверстий; они выполняются в
соответствующих ручьях тех же штампов,
в которых проводят штамповку. На рис.
показаны эскизы технологических
перехо-дов открытой штамповки в торец
на молоте для получения осесимметрич-ной
поковки диска.
а – исходная заготовка; б – осадка; в – окончательная штамповка; г – обрезка облоя; д - пробивка пере-мычки; е –плоскостная калибровка.
 При
разработке техпроцесса штамповки на
ГКМ необходимо соблюдать следующие
правила бездефектной высадки за один
переход:
При
разработке техпроцесса штамповки на
ГКМ необходимо соблюдать следующие
правила бездефектной высадки за один
переход:
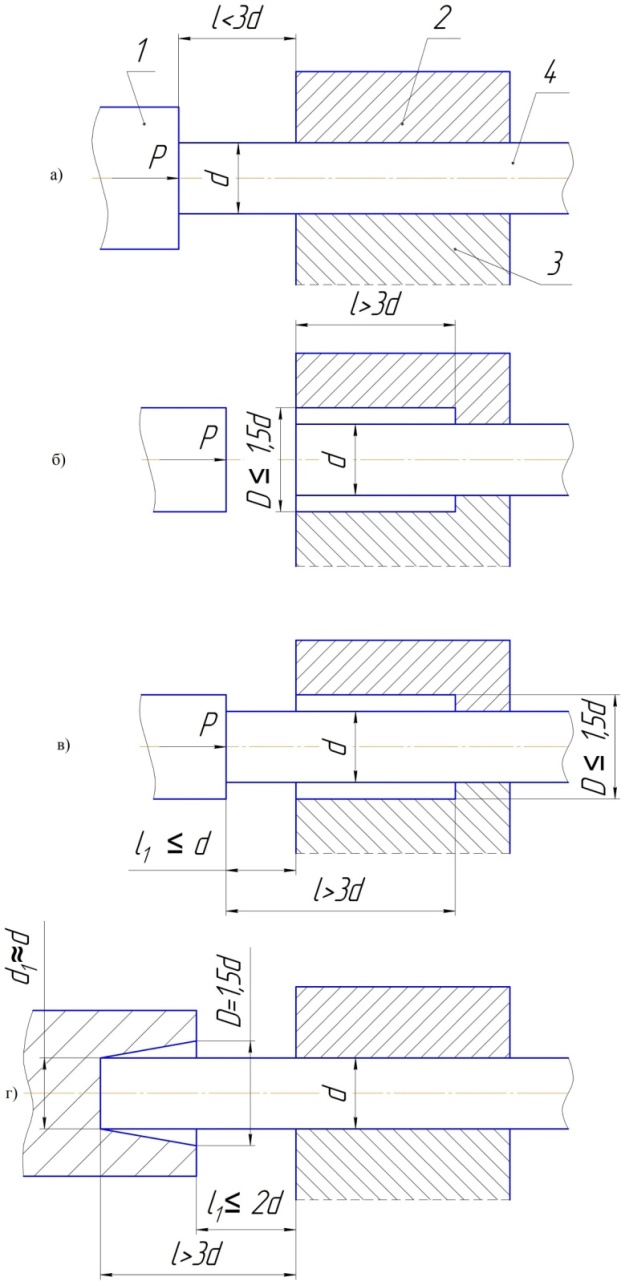
бездефектная высадка деформируемой части прутка плоским пуансоном возможна при условии, если длина l выступающего конца заготовки меньше трех диаметров прутка (l<3d) (рис. а);
если l ≥ 3d, то наибольший диаметр ограничивающей полости ручья матриц или пуансона D ≤ 1,5d (рис. б);
при высадке в матрицах части прутка длиной l > 3d и соблюдении второго правила D ≤ 1,5d выступающий за пределы матриц конец прутка не должен быть больше диаметра, т.е. l1≤ d (рис. в);
при наборе металла в конической части пуансона (рис. г) с диаметром меньшего основания d1≈d при диаметре большего основания D ≤ 1,5d допускается длина свободной части прутка l1≤ 2d, а при D ≤ 1,25d допускается l1≤ 3d.
Выбор способа нагрева, термического режима штамповки и охлаждения поковки [1,3,20]
В кузнечных и термических цехах для нагрева металла применяют нагревательные печи и электронагревательные устройства. В печах передача теплоты металлу заготовок происходит излучением от нагретых стен печи и конвекцией. В электронагревательных устройствах теплота выделяется в самой заготовке.
В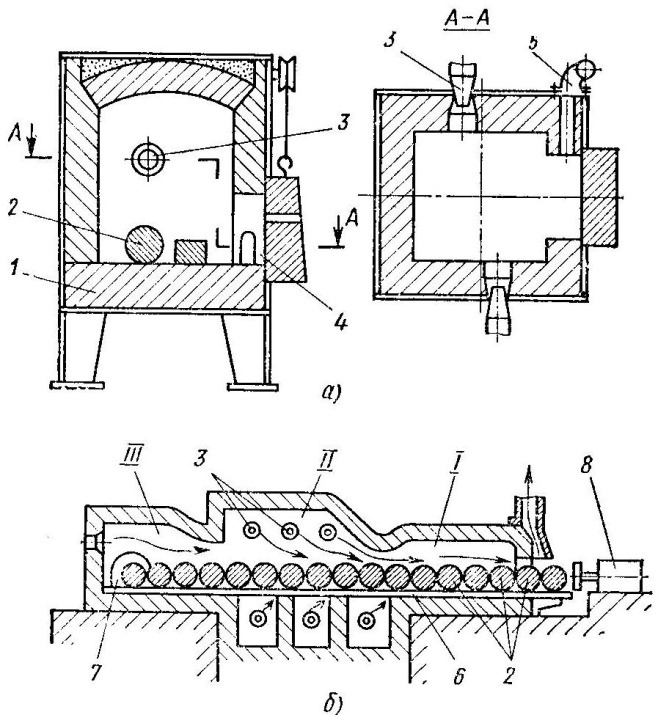 сякая
печь имеет нагревательную камеру,
выложенную огнеупорным материалом.
Нижняя часть камеры, на которую
укладываются заготовки, называется
подом печи. Печи подразделяют на
пламенные, работающие
на жидком и газообразном топливе, и
электрические, в
которых источником энергии нагрева
является электроэнергия. По характеру
распределения температур в рабочем
пространстве печи делятся на две группы:
камерные печи с одинаковой
температурой по всему рабочему
пространству – и печи, у которых
температура в рабочем пространстве
повышается от места загрузки заготовок
к месту их выдачи – методические
печи. Электропечи сопротивления
конструктивно выполнены так же, как и
пламенные печи, но вместо форсунок или
горелок в стенах монтируют металлические
или карборундовые элементы сопротивления,
подключаемые к силовой электросети.
Сопротивления при нагреве излучают
теплоту, которая передается стенкам
печи и заготовкам. Такие печи применяют
для нагрева под обработку давлением
цветных сплавов; для стали этот нагрев
является дорогостоящим.
сякая
печь имеет нагревательную камеру,
выложенную огнеупорным материалом.
Нижняя часть камеры, на которую
укладываются заготовки, называется
подом печи. Печи подразделяют на
пламенные, работающие
на жидком и газообразном топливе, и
электрические, в
которых источником энергии нагрева
является электроэнергия. По характеру
распределения температур в рабочем
пространстве печи делятся на две группы:
камерные печи с одинаковой
температурой по всему рабочему
пространству – и печи, у которых
температура в рабочем пространстве
повышается от места загрузки заготовок
к месту их выдачи – методические
печи. Электропечи сопротивления
конструктивно выполнены так же, как и
пламенные печи, но вместо форсунок или
горелок в стенах монтируют металлические
или карборундовые элементы сопротивления,
подключаемые к силовой электросети.
Сопротивления при нагреве излучают
теплоту, которая передается стенкам
печи и заготовкам. Такие печи применяют
для нагрева под обработку давлением
цветных сплавов; для стали этот нагрев
является дорогостоящим.
Электронагревательные устройства делятся на индукционные, контактные и устройства нагрева в расплавах солей.
В кузнечных индукционных нагревателях
(а) (КИН) заготовку 1 помещают внутрь
многовиткового индуктора 2, выполненного
из полой медной трубки прямоугольного
сечения. По индуктору пропускают
переменный ток, и в заготовке, помещенной
в переменное электромагнитное поле,
возникают вихревые токи Фуко, нагревающие
её. При нагреве заготовок диаметром до
150 мм применяют ток повышенной частоты
(500-8000 Гц); при нагреве заготовок большего
диаметра применяют ток промышленной
частоты 50 Гц.
кузнечных индукционных нагревателях
(а) (КИН) заготовку 1 помещают внутрь
многовиткового индуктора 2, выполненного
из полой медной трубки прямоугольного
сечения. По индуктору пропускают
переменный ток, и в заготовке, помещенной
в переменное электромагнитное поле,
возникают вихревые токи Фуко, нагревающие
её. При нагреве заготовок диаметром до
150 мм применяют ток повышенной частоты
(500-8000 Гц); при нагреве заготовок большего
диаметра применяют ток промышленной
частоты 50 Гц.
 В
устройствах электроконтактного
нагрева (б) концы заготовки 1 зажимают
между медными контактами 3, к которым
подводится ток большой силы. По закону
Джоуля-Ленца в заготовке выделяется
теплота, пропорциональная квадрату
силы тока. Электроконтактный нагрев
рационально применять для удлиненных
заготовок длиной L > 1,5D2, где D
≤ 7,5 см.
В
устройствах электроконтактного
нагрева (б) концы заготовки 1 зажимают
между медными контактами 3, к которым
подводится ток большой силы. По закону
Джоуля-Ленца в заготовке выделяется
теплота, пропорциональная квадрату
силы тока. Электроконтактный нагрев
рационально применять для удлиненных
заготовок длиной L > 1,5D2, где D
≤ 7,5 см.
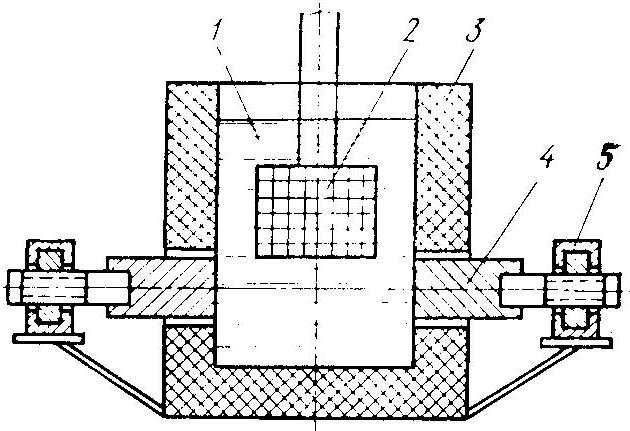
В расплавах солей нагревают мерные заготовки, используемые для изготовления точных поковок из высоколегированных сталей (заготовки сверл, малоразмерные кольца подшипников и т.п.). Для нагрева применяют смеси солей ВаCl2-30%; NaCl-70%. Заготовки погружают в расплав 1 в специальном контейнере 2, либо при частичном нагреве по одной устанавливают в специальных захватах. По мере износа электродов 4 специальный механизм 5 обеспечивает подачу их через отверстия в футеровке 3. Температура расплава при применении солей бария около 1300 °С.
В условиях единичного и мелкосерийного производства поковок экономически оправдано применение пламенного нагрева. Преимуществами электрического нагрева и нагрева в расплавах солей являются высокая скорость, отсутствие окалины и равномерность прогрева заготовок. Электрический нагрев и нагрев в жидкостях применяются в основном в условиях крупносерийного или массового производства поковок.
Для правильного установления температуры нагрева металла перед штамповкой необходимо знать её влияние на свойства металла. Прочность стали, характеризующая её сопротивление деформированию, с повышением температуры уменьшается. Это позволяет уменьшить потребное давление (усилие) для изменения формы металла в ручьях штампа.
Область температур, при которых металл находится в наиболее пластичном состоянии и обладает наименьшим сопротивлением пластической деформации, называется температурным интервалом горячей обработки давлением. Максимально допустимую температуру нагрева перед штамповкой (верхний предел) Тв для углеродистых сталей можно приближенно определить по диаграмме состояния «железо-углерод»:
Тв = Тс –(150…200),
где Тс – температура, соответствующая линии солидуса диаграммы состояния «железо-углерод», С (см рис.).
Линия АСD – линия ликвидуса, выше неё все сплавы находятся в жидком состоянии; линия АЕСF – линия солидуса, ниже неё все сплавы находятся в твердом состоянии. Линия PS – линия нижних критических точек А1, линия GS- линия верхних критических точек А3, линия SE – линия верхних критических точек Аm.

Для каждого металла в зависимости от его химического состава установлены вполне определённые температурные интервалы горячей штамповки, приведенные в [3,22 ].
При охлаждении поковок происходит уменьшение их объёма, изменение состава и величины зерен металла в процессе структурно-фазовых превращений. Охлаждение поковок необходимо вести с такой скоростью, которая обеспечивает полное устранение возможности возникновения внутренних напряжений, обусловленных неравномерным их остыванием по толщине. Режим охлаждения устанавливается в зависимости от химического состава металла, максимального поперечного сечения поковки и вида исходного металла (прокат или слиток). Чем более легирована и менее вязка сталь, тем медленнее должно вестись её охлаждение. Охлаждение поковок ведётся тремя способами: на воздухе, в колодце и вместе с печью. Режимы охлаждения поковок приведены в таблице [3].
