

3.4. Оборудование для газопламенного нагрева
Для газопламенного нагрева при местной и полной термической обработке при монтаже и ремонте сварных конструкций применяется различное оборудование: многопламенные кольцевые и газо-сварочные горелки, установки с программным управлением и посты-пульты с дистанционным управлением и контролем, а также установки для полной термической обработки сварных сосудов, работающих под давлением [17, 18, 21, 22, 48, 53, 54].
К оборудованию для газопламенного нагрева предъявляются следующие требования:
тепловая мощность быть достаточной для покрытия расхода теплоты, необходимой на непосредственный нагрев изделия, а также на неизбежные тепловые потери (нагрев воздуха, теплоизоляции и т. п.);
оборудование должно устойчиво и непрерывно работать в течение регламентируемого длительного времени (иногда нескольких суток);
регулирование тепловой мощности источника газопламенного нагрева должно быть плавным или ступенчатым и обеспечиваться дистанционно вручную или автоматически;
оборудование должно иметь возможно меньшие массу и габариты, облегчающие его транспортировку, хранение и эксплуатацию; быть надежным и простым в работе и безопасным.
Пост газопламенного нагрева с использованием однопламенных универсальных ацетиленокислородных горелок может работать от баллонов с ацетиленом и кислородом.
При наличии на монтажной площадке разводок кислорода и горючего газа (ацетилена, пропан-бутана) более рациональным является проведение термической обработки с подключением шлангов к этим разводкам.
Регулирование состава пламени и процесса термической обработки (скорости нагрева, равномерности нагрева по окружности сварного соединения и т. п.) проводится вручную.
Аналогичные посты применяются для газопламенного нагрева с применением трубчатых горелок (типа «пушки» с факельным нагревом).
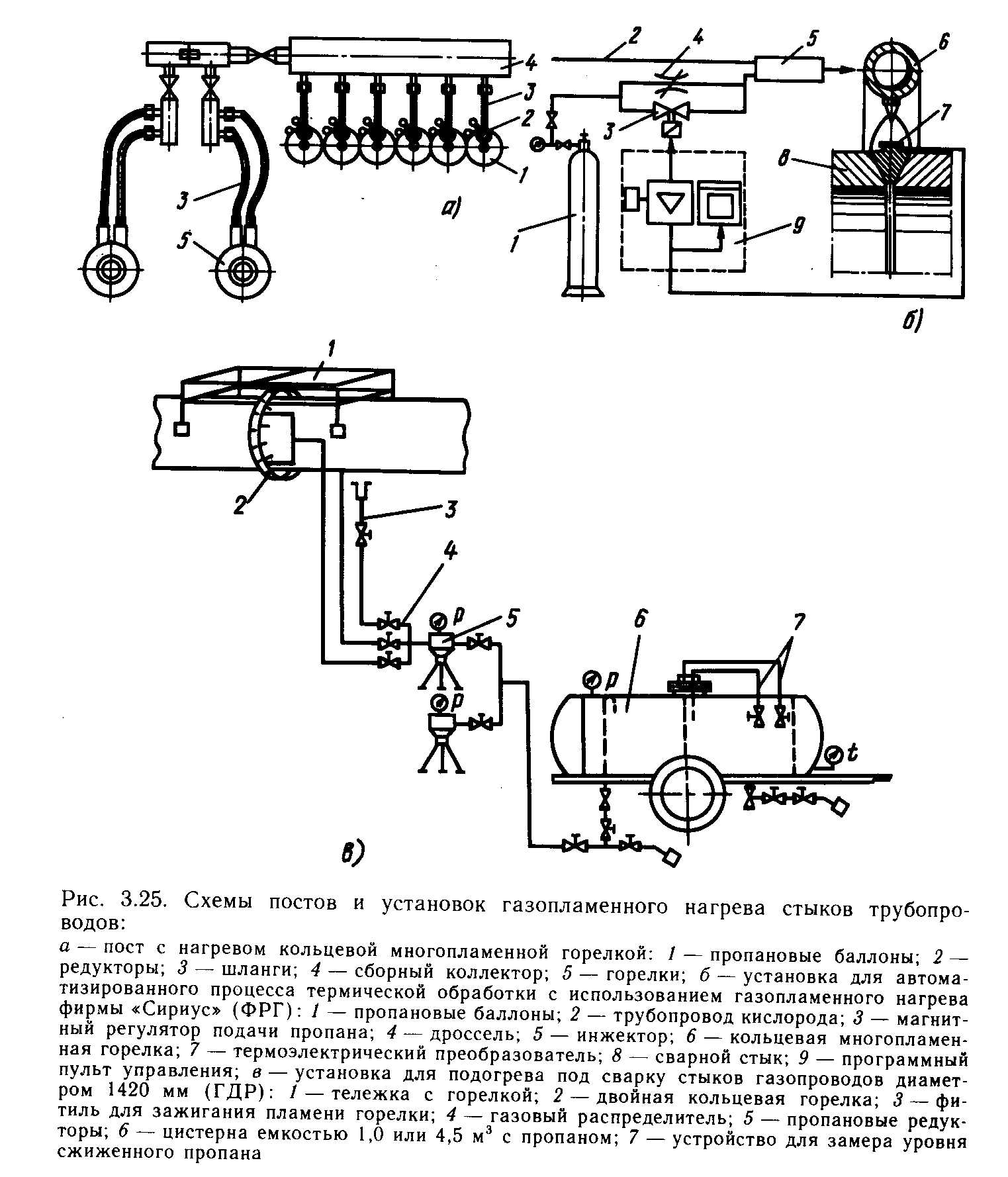
Термическая обработка с кольцевыми многопламенными горелками также выполняется с использованием постов (рис. 3.25,а). В связи с большим расходом топлива несколько баллонов с горючим газом (чаще всего с пропан-бутаном) подключается в группы к сборному коллектору. Расход горючего газа регулируется вручную, при этом подача газа от каждого баллона должна быть примерно равная. Такой пост обслуживает одновременно две горелки и может быть быстро разобран и перенесен на новое место. Питание кольцевых многопламенных горелок от разводки нерационально из-за трудностей в обеспечении требуемого постоянного давления горючего газа.
При ремонте барабанов котлов в отдельных случаях применяется газопламенный нагрев. Так, при ремонте барабана Ø 2 м котла ТП-80 Дзержинской ТЭЦ термическая обработка проводилась от поста газопламенного нагрева, включающего 12 нагревателей, установленных равномерно по окружности барабана. Кроме нагревателей, установка состоит из каркаса, теплоотражающих щитков, обклеенных асбестовым листом, газового коллектора и газовых резиновых шлангов. В качестве нагревателей применялись инжекторные беспламенные панельные горелки ГБП-140, широко используемые на электростанциях для отопительных целей [21].
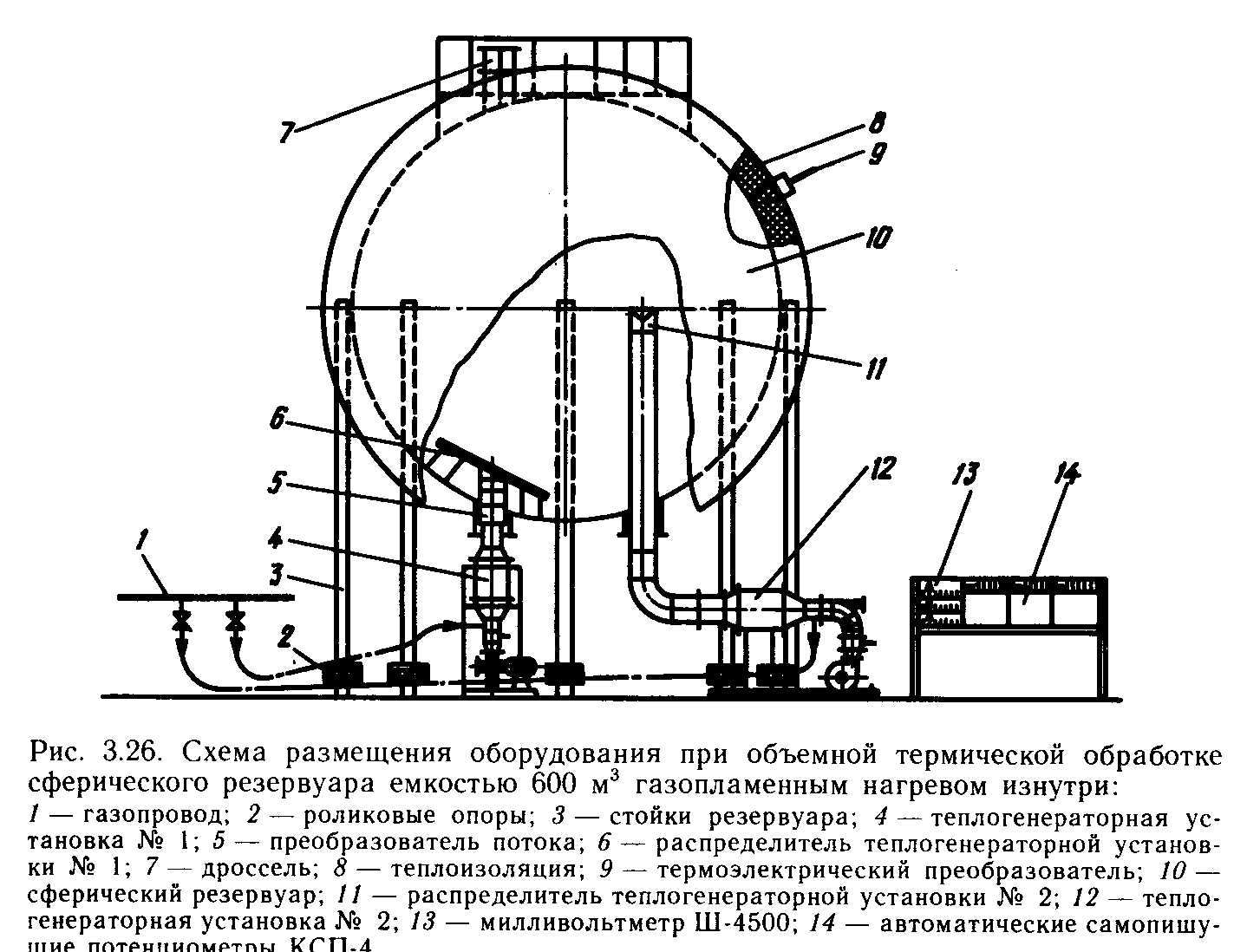
Для полной термической обработки цилиндрических аппаратов и сферических резервуаров с использованием газопламенного нагрева изнутри используется оборудование, разработанное ВНИИПТхимнефтеаппаратурой (Минхиммаш). В качестве теплоносителя используются продукты сгорания газообразного топлива (природного газа или газообразного пропан-бутана) в смеси с воздухом из теплогенератора (рис. 3.26).
За рубежом применяются различные термические установки газопламенного нагрева с автоматическим управлением. Примером могут служить установки фирмы «Сириус» (ФРГ) (рис. 3.25,б). Газонагревательные установки позволяют проводить местную термическую обработку сварных соединений трубопроводов диаметром до 1120 мм.
Для газопламенного подогрева под сварку стыков труб диаметром 1420 мм с толщиной стенки до 25 мм (ГДР) разработана установка (рис. 3.25,в), питаемая от батареи пропановых баллонов (по 6 или 12 баллонов в каждой батарее при массе одного баллона 33 кг) или от цистерны со сжиженным пропаном емкостью 1,0; 4,5 или 10 м3, располагаемых на прицепе.
Прицеп с цистерной емкостью 1,0 м3 можно перемещать как на колесах, так и без них благодаря прочной опорной раме. Допускается перемещение по шоссе прицепа с цистерной емкостью 4,5 м3 со скоростью до 20 км/ч.
Прицеп с цистерной емкостью 10 м3 служит главным образом для заправки цистерн малой емкости 1,0 и 4,5 м3 и для этой цели снабжен перекачивающим насосом с подачей 6 м3/ч, при транспортировке по шоссе допускаемая скорость 60 км/ч.
За рубежом широко применяются установки для полной термической обработки сварных сосудов. Основными разработчиками такого оборудования являются фирмы «Куперхит» (Англия) и «Фофуми» (Франция).
Установка фирмы «Куперхит» состоит из цистерны с пропаном, пульта управления, горелки, пульта контроля температуры и дутьевого вентилятора. Нагрев производится за счет теплоты, выделяемой при сгорании смеси газообразного пропана и воздуха. Горелки, как правило, устанавливаются снизу нагреваемого сосуда, однако при термической обработке крупногабаритных сосудов используется схема нагрева с дополнительной установкой горелок в нескольких местах по высоте сосуда.
В установке фирмы «Фофуми» нагрев производится пламенем, образующимся при горении дизельного топлива в смеси с воздухом с использованием для зажигания и поддержания горения дополнительного пламени двух горелок.