

3.2. Электрические источники питания
В качестве электрических источников питания для термической обработки сварных соединений применяются сварочное оборудование (трансформаторы, выпрямители, преобразователи постоянного тока, передвижные агрегаты постоянного тока), отдельные типы силовых трансформаторов, а также преобразователи повышенной частоты 2500—8000 Гц преимущественно 2500 Гц (рис. 3.1) [12, 17. 18, 22, 40, 55].
К электрическим источникам питания предъявляются высокие требования, вытекающие из условий их изменяющегося нагружения в процессе одного цикла термической обработки и специфических особенностей производства монтажных и ремонтных работ на объектах энергетических установок электростанций.
Для обеспечения регламентированного графика температур термической обработки источники питания должны работать не-прерывно в условиях 100%-ного режима, т. е. при ПВ (ПР)-100% (при подъеме температур и выдержке), и подвергаться неравномерному нагружению в зависимости от этапа нагрева. Режим их работы также зависит от способа нагрева (индукционный, радиационный), конструкции электронагревателя и условий теплоотвода при местной термической обработке, определяемых, например, типоразмером труб, расположением стыка в пространстве (вертикальный, горизонтальный), степенью тепловой изоляции и местом проведения обработки (сборочная площадка, здание электростанции). Все это выдвигает ряд технических требований к электрическим источникам питания, в том числе следующие:
электрическая мощность и выходное напряжение должны быть достаточными для того, чтобы покрывать потери в участках цепи электронагрева;
должны устойчиво работать при ПВ(ПР)-100%. при этом срок их службы должен быть не менее 4 лет;
регулирование подаваемой мощности вторичной цепи должно быть плавным или ступенчатым и обеспечивать требуемый режим работы электронагревателей;
габаритные размеры и масса источников питания должны быть по возможности минимальными по условиям облегчения их транспортировки, эксплуатации и хранения;
в конструкции должны быть предусмотрены необходимые средства защиты, обеспечивающие безопасность их обслуживания и эксплуатации.
Источники питания индукционного нагрева токами промышленной частоты 50 Гц. Следует учитывать, что в отечественной практике в качестве источников питания постов термической обработки применяется главным образом сварочное оборудование с падающей характеристикой и ПВ(ПР)-60% в номинальном режиме [17, 18, 22, 53]. Это создает известные трудности для реализации больших объемов работ с высоким качеством термической обработки. Поэтому важно правильно установить оптимальный режим нагружения таких источников питания для условий ПВ(ПР)-100%. В этом случае номинальный ток нагружения при ПВ(ПР)-100% определяется из уравнения

где
![]() — номинальная
сила тока источника питания сварочной
дуги, А;
— номинальная
сила тока источника питания сварочной
дуги, А;
![]() — номинальный
режим работы источника питания сварочной
дуги (по паспорту), %;
— номинальный
режим работы источника питания сварочной
дуги (по паспорту), %;
![]() — режим работы
ПВ(ПР)-100% источника питания при термической
обработке, %.
— режим работы
ПВ(ПР)-100% источника питания при термической
обработке, %.
В соответствии с (3.6) для сварочных трансформаторов ТД-500У2, ТДМ-500У2 и др. с номинальным током 500 А при ПВ(ПР-60%) допустимый ток при термической обработке (ПВ, ПР-100%) будет равен 380 А.
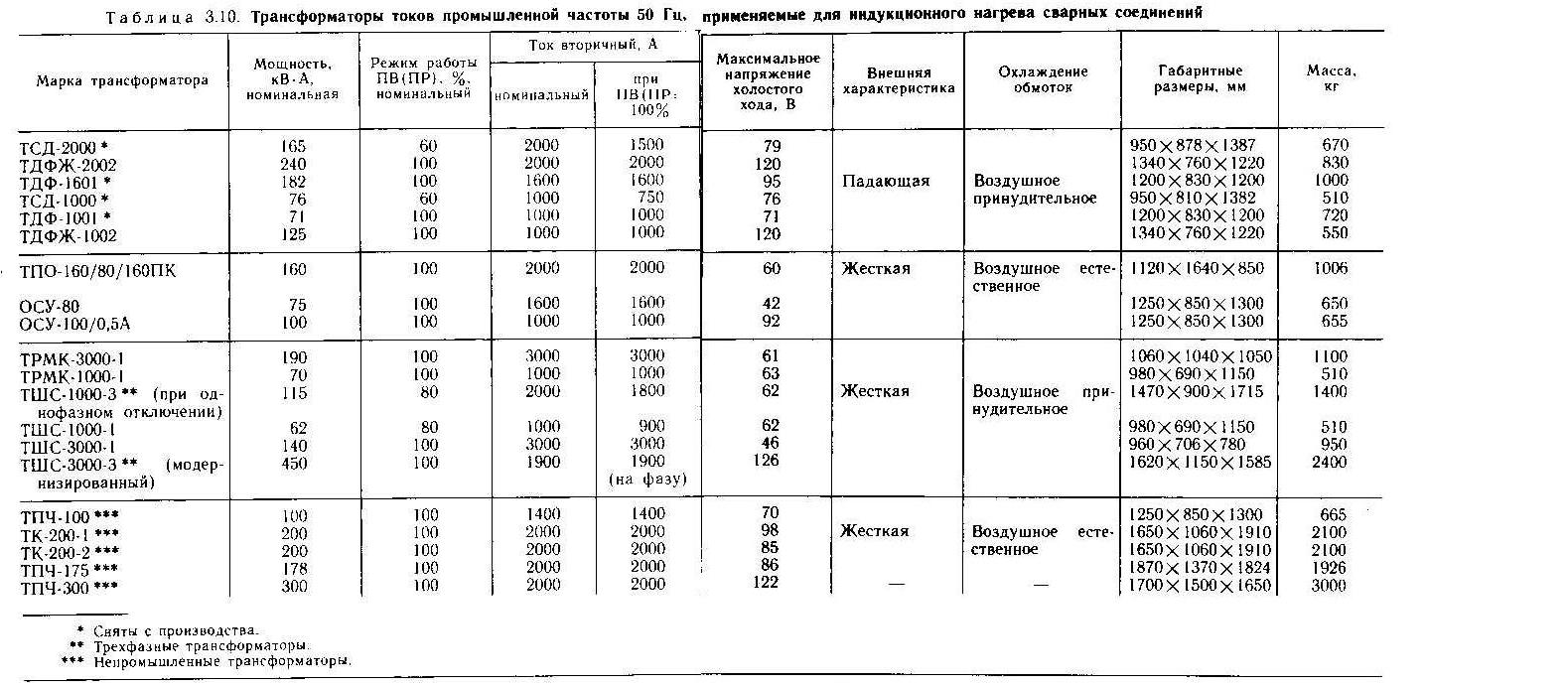
В качестве источников питания при индукционном нагреве токами промышленной частоты 50 Гц гибкими индукторами из оголенного медного провода применяются главным образом однопостовые трансформаторы, предназначенные для автоматической дуговой сварки под флюсом по ГОСТ 7012-77 (табл. 3.10).
Для улучшения электрических характеристик и повышения срока службы отдельные типы трансформаторов модернизируют для условий термической обработки.
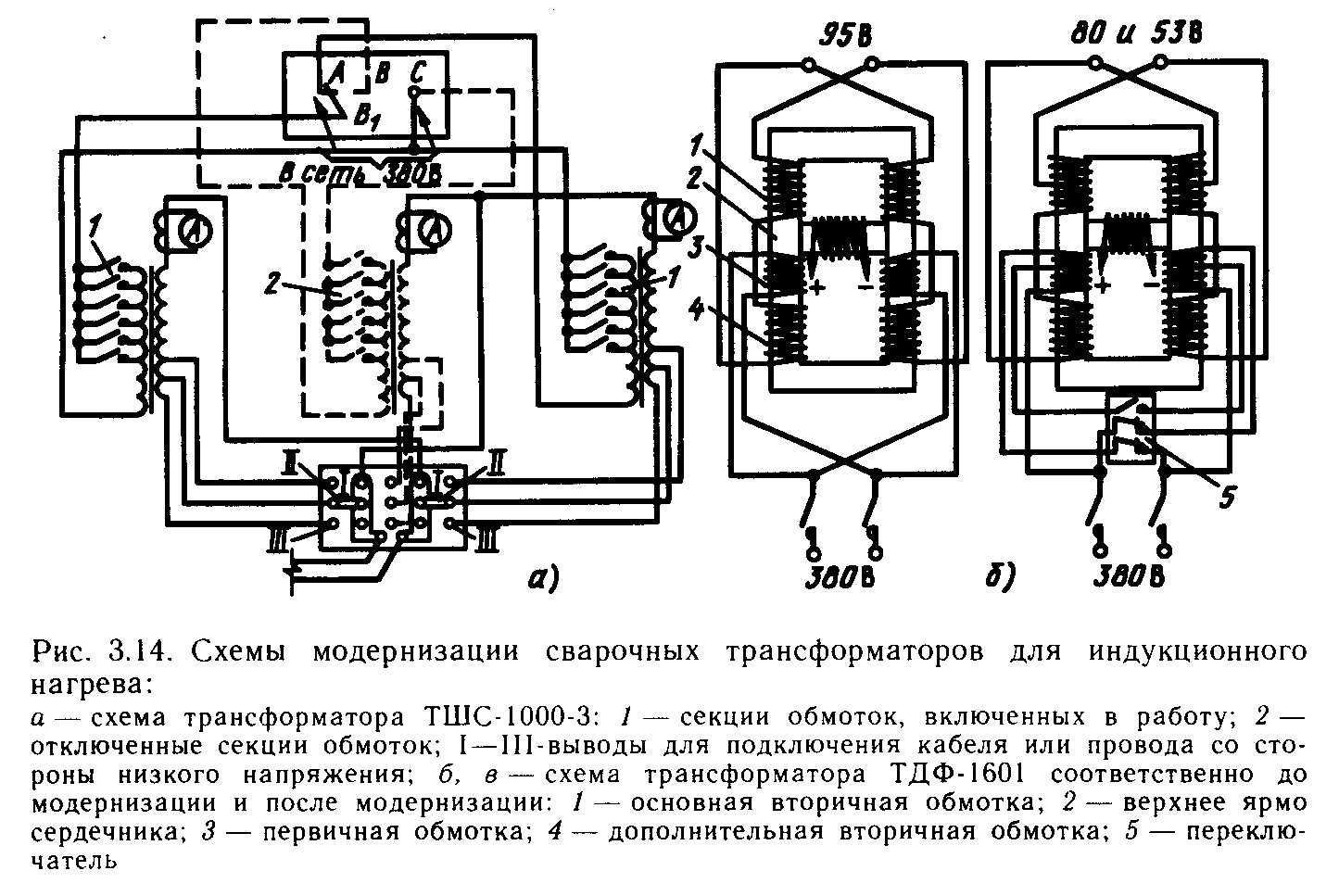
Электрическую схему трехфазного трансформатора ТШС-1000-3 целесообразно изменить на однофазную (рис. 3.14), для этого две первичные обмотки трансформатора включают на шины А и С (третью обмотку не включают), две вторичные обмотки трансформатора соединяют параллельно, что позволяет получить силу тока до 1600 А. Силу тока регулируют ступенчато изменением числа витков первичной и вторичной обмоток.
Кроме того, для ограничения рабочего тока в цепь катушек силовых контакторов рекомендуется дополнительно включать реле тока [19].
Сварочный трансформатор ТДФ-1601 (рис. 3.14,6) потребляет из электрической сети большой ток до 480 А и характеризуется высоким вторичным напряжением до 95 В. При модернизации устанавливают отпайки на вторичной обмотке, благодаря чему число витков уменьшается с 19 до 9.
Кроме того, отпайки устанавливают на 32-м витке секций первичной обмотки. Переключателем первичная обмотка может быть включена на полное или уменьшенное количество витков, что дает возможность получить вторичное напряжение 80 и 53 В и снизить ток в первичной обмотке.
Аналогичная модернизация сварочного трансформатора ТДФ-1601 может быть выполнена по разработкам треста Южтеплоэнергомонтаж [19].
При модернизации трехфазного сварочного трансформатора ТШС-3000-3 вторичные обмотки, расположенные на I и III ярмах, соединяют последовательно. При этом максимальное вторичное напряжение (12 ступеней регулирования от 63 до 126 В) возрастает до 126 В, а трансформатор удовлетворительно работает при токе до 1800 А без водяного охлаждения.
Требуемый ток для индукционного нагрева (до 1400—1600 А) в отдельных случаях обеспечивают путем параллельного соединения сварочных трансформаторов мощностью по 30—70 кВ·А [19], при этом необходимо соблюдать следующее:
в группы для параллельного соединения должны подбираться трансформаторы одного типа, имеющие одинаковые характеристики, мощность и другие электрические параметры;
трансформаторы, прошедшие капитальный ремонт, для параллельного соединения могут быть использованы только после проверки их характеристик (в процессе ремонта может быть изменено количество и сечение витков обмоток, что влечет за собой изменение характеристики);
первичные обмотки трансформаторов должны включаться в электрическую сеть на одни и те же шины (например, А и В, В и С, С и А); вторичные обмотки трансформаторов должны включаться только параллельно;
каждый трансформатор должен быть подключен к электрической сети через отдельный контактор;
при параллельном соединении вторичных обмоток должны быть использованы электрические кабели или провода, выполненные из одинакового материала (меди, алюминия) и имеющие одинаковое сечение;
до включения в работу трансформаторы должны быть отрегулированы на одну и ту же мощность, дальнейшая регулировка мощности трансформаторов должна осуществляться в одних и тех же пределах (регулировку мощности рекомендуется вести при отключенных трансформаторах).
При параллельном соединении электрические характеристики цепи нагрева (на выходных общих выводах трансформаторов) будут следующие:
мощность, кВ-А
![]()
где
![]() — число трансформаторов, шт.;
— число трансформаторов, шт.;
![]() — мощность одного трансформатора, кВ-А
— мощность одного трансформатора, кВ-А
Вторичное напряжение, В,
![]()
где
![]() — вторичное напряжение одного
трансформатора, В;
— вторичное напряжение одного
трансформатора, В;
Суммарная сила тока, А,
![]()
где![]() — сила тока во вторичной цепи
трансформатора, А.
— сила тока во вторичной цепи
трансформатора, А.
При выборе источников питания из числа сварочных трансформаторов предпочтение следует отдать ТДФЖ-2002, а также ТДФ-1601, имеющим плавную регулировку вторичного напряжения при большой мощности.
Применение получили источники питания на основе силового трансформатора ОСУ-100/0,5А.
НПО ЦНИИТМАШ разработан трансформатор ТПЧ-100 на базе ОСУ-100/0,5А, в котором для увеличения вторичного напряжения до 70 В число витков во вторичной обмотке увеличено с 8 до 12. Ток регулируют ступенчато путем четырехступенчатого переключения первичной обмотки, дополнительно возможна плавная регулировка силы тока в каждой ступени с помощью дросселя насыщения в первичной цепи [19].
Трестом Южтеплоэнергомонтаж разработаны трансформаторы ТК-200-1 и ТК-200-2 для термической обработки сварных соединений труб диаметром до 900 мм с использованием двух трансформаторов ОСУ-100/0,5А. Секционированием первичных обмоток трансформаторов получают на выходе вторичное напряжение до 98 и 85 В [13]. В трансформаторе ТК-300 аналогичной конструкции используются три трансформатора ОСУ-100/0,5А, все вторичные обмотки включены последовательно, а первичные — параллельно. Шесть ступеней регулирования вторичного напряжения в пределах 60—122 В.
Институтом Энергомонтажпроект разработан трансформатор ТПЧ-175, имеющий конструкцию, аналогичную конструкции трансформаторов ТК-200-1 и ТК-200-2. Путем секционирования первичных обмоток созданы четыре ступени регулирования мощностью 110—-175 кВ·А с напряжением холостого хода 54—86 В [19].
За рубежом индукционный нагрев токами промышленной частоты 50 Гц применяется редко, что вызвано высокой стоимостью электроэнергии. В связи с этим выпуск специализированных трансформаторов для такого нагрева ограничен.
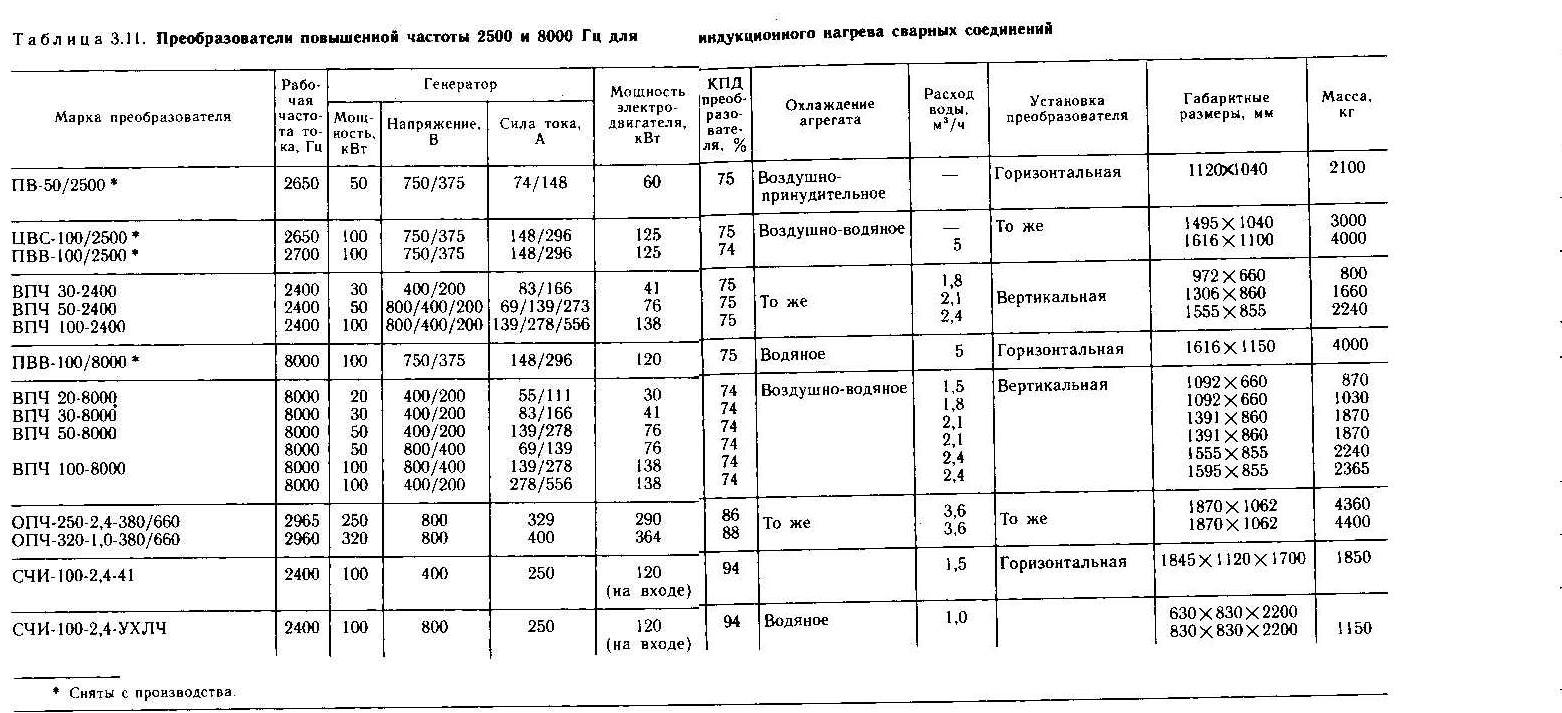
Источники питания индукционного нагрева токами повышенной частоты 2500—8000 Гц. К ним относятся машинные и тиристорные (статические) преобразователи (табл. 3.11). Машинный преобразователь состоит из индукторного синхронного генератора повышенной частоты и асинхронного электродвигателя, соединенных между собой муфтой или помещенных на одном валу [22, 40].
Машинные преобразователи по расположению вала классифицируются на горизонтальные и вертикальные. Широкое применение получили вертикальные машинные преобразователи типа ВПЧ (рис. 3.15,а). Такая конструкция преобразователей позволяет уменьшить их массу, габаритные размеры и не требует специального фундамента по сравнению с горизонтальными преобразователями типа ПВС.
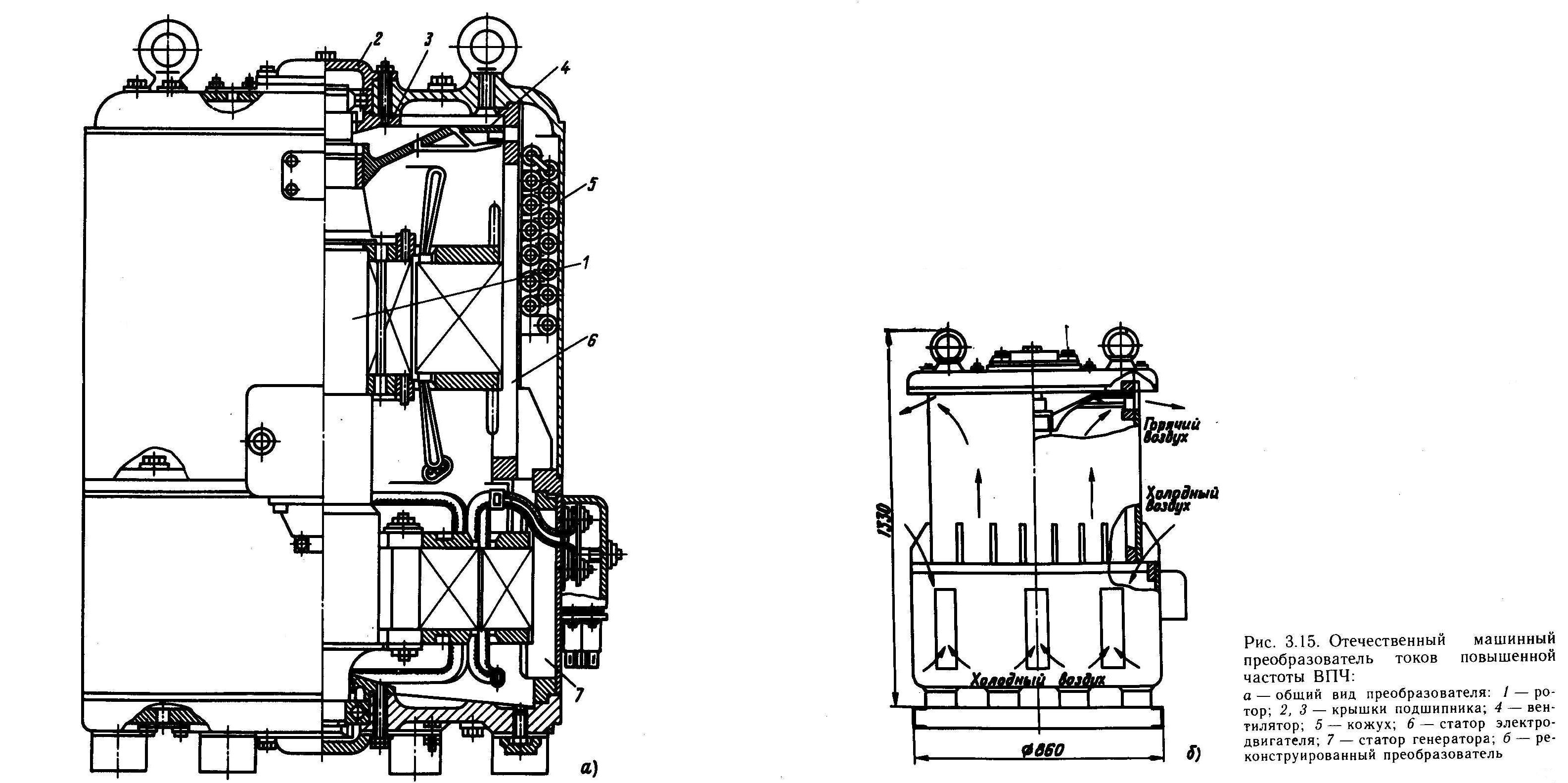
Машинные преобразователи типа ВПЧ заменяют ранее выпускаемые преобразователи типов ПВ, ПВС и ПВВ. К недостаткам преобразователей типа ВПЧ следует отнести необходимость водяного охлаждения, что затрудняет его использование в монтажных условиях, особенно в зимнее время.
Трестом Мосэнергомонтаж предложено реконструировать преобразователи ВПЧ с целью отказа от водяного охлаждения, при этом с преобразователя снимают часть наружного кожуха (рис. 3.15,6). Как показала практика, перевод преобразователей ВПЧ на воздушное охлаждение не снижает их эксплуатационных характеристик при работе на монтажной площадке как в летний, так и в зимний период времени [40].
Важным является периодическая проверка сопротивления изоляции обмоток генератора и двигателя, которое перед работой должно быть более 10 МОм. В случае снижения сопротивления изоляции ниже 10 МОм преобразователь следует просушить. Заземление преобразователя должно быть выполнено медным проводом сечением не менее 35 мм2.
В ремонтных организациях Минэнерго СССР для термической обработки сварных соединений применяются отечественные тиристорные (статические) преобразователи СЧИ-100-2,4-У4.1 (табл. 3.11).
Преобразователь выполнен с промежуточным звеном постоянного тока (рис. 3.16) и состоит из следующих основных узлов:
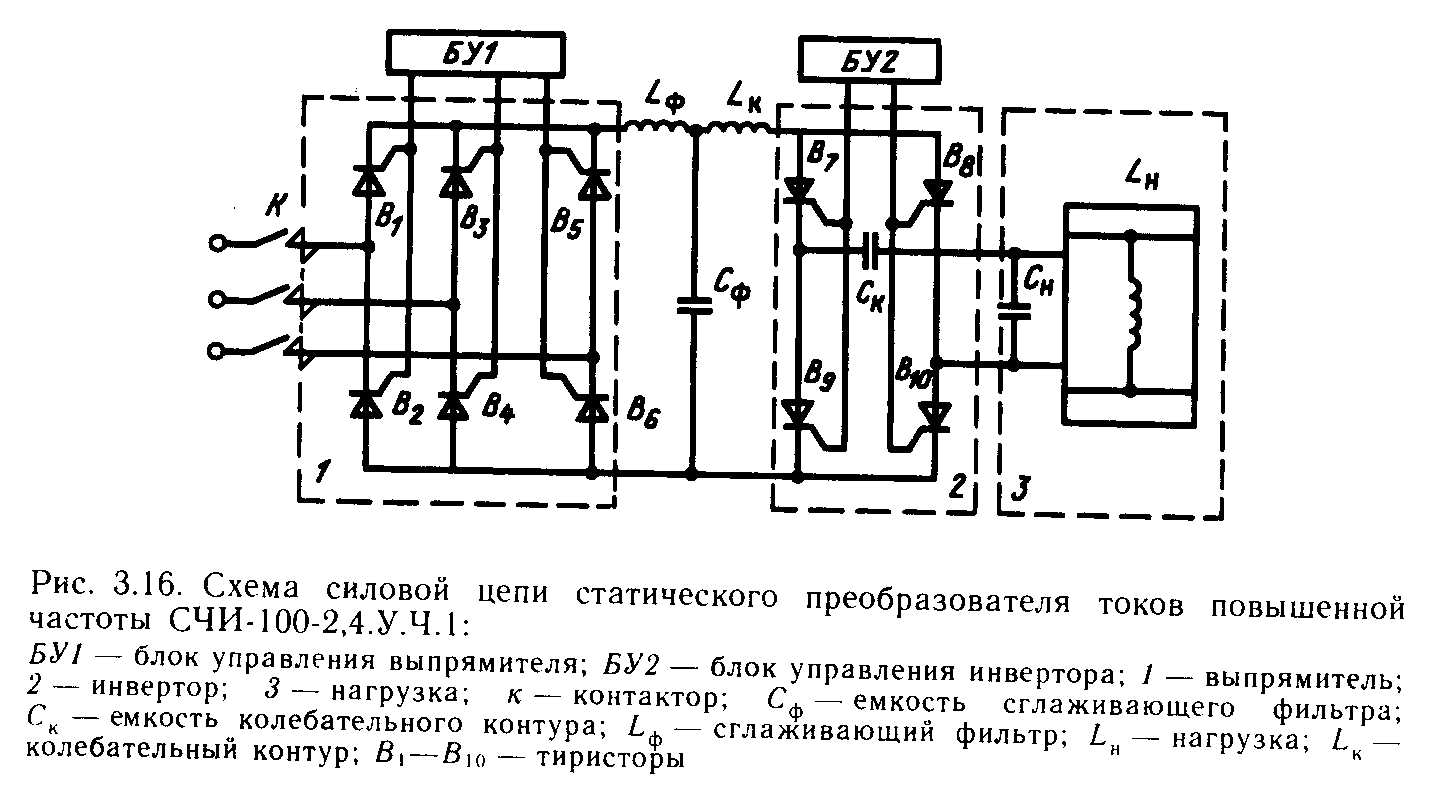
источника питания — тиристорного выпрямителя, собранного по схеме трехфазного симметричного управляемого моста;
реакторной группы — сглаживающего фильтра и колебательной нагрузки;
инверторного блока для преобразования постоянного тока в переменный ток повышенной частоты;
блоков аппаратуры управления агрегатом, выпрямителем, инвертором;
аппаратуры защиты и сигнализации.
В преобразователе предусмотрены защиты по току (включая ток короткого замыкания), напряжению, опрокидыванию инвертора, системе водоохлаждения.
В преобразовательном блоке установлены приборы, измеряющие напряжение на входе и выходе выпрямителя, выходе инвертора и входе системы управления, ток на выходе выпрямителя и активную мощность на выходе инвертора. Нагрузкой преобразователя является параллельный колебательный контур, состоящий из индукционного нагревателя и конденсаторной батареи, одна часть которой компенсирует максимальную реактивную мощность индуктора, а другая обеспечивает емкостную реакцию колебательного контура.
Результатом дальнейших разработок явился тиристорный преобразователь СЧИ-100-2,4-УХЛУ, который состоит из двух отдельных блоков (шкафа ввода питания и шкала выпрямитель-инвертор), что делает его более технологичным и транспортабельным (см. табл. 3.8).
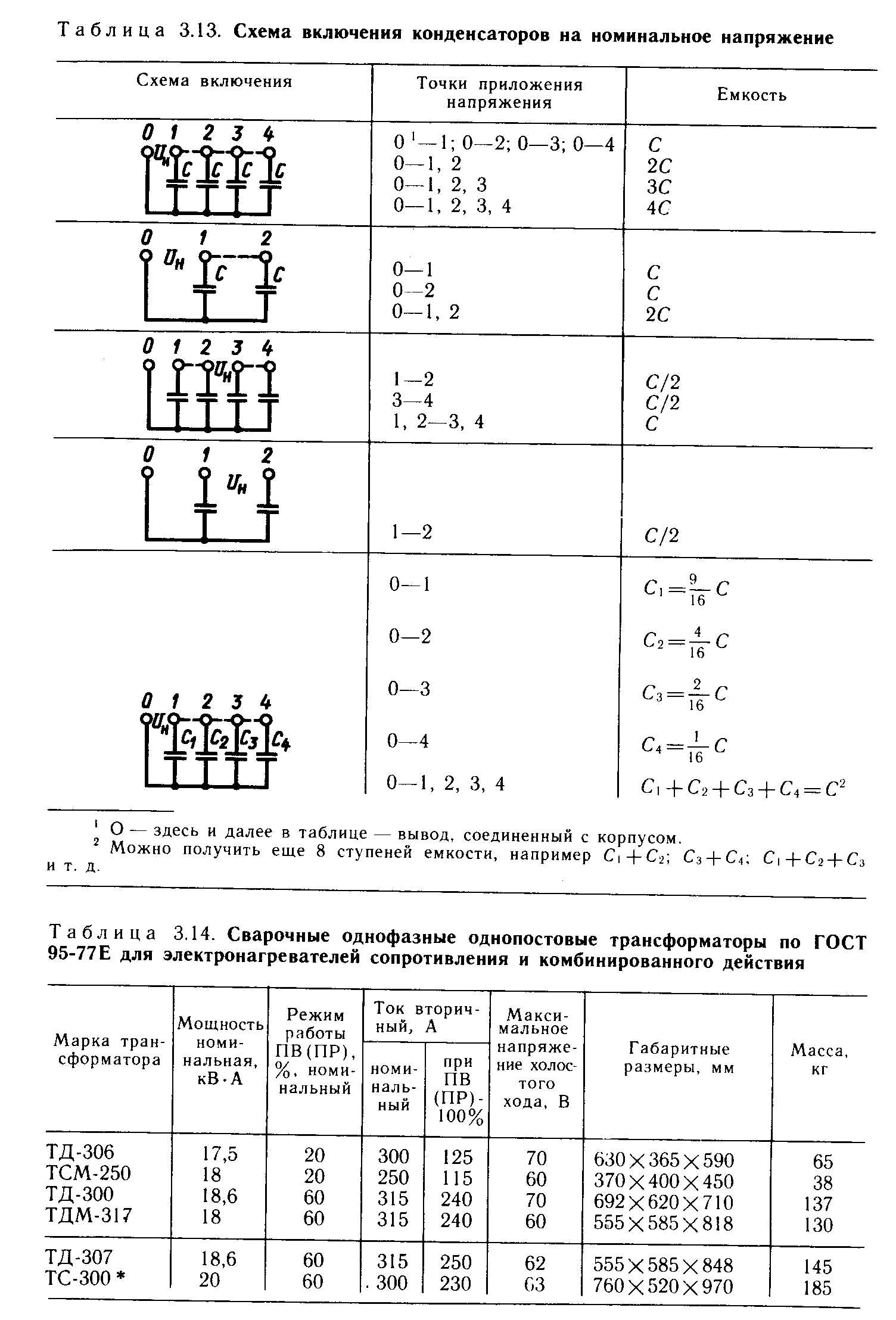
Для повышения коэффициента мощности установок индукционного нагрева токами повышенной частоты используются электролитические конденсаторы ЭСВ-У, ЭСВП-У, ЭСВ-Т и ЭСВП-Т (табл. 3.12 и 3.13) [19, 40].
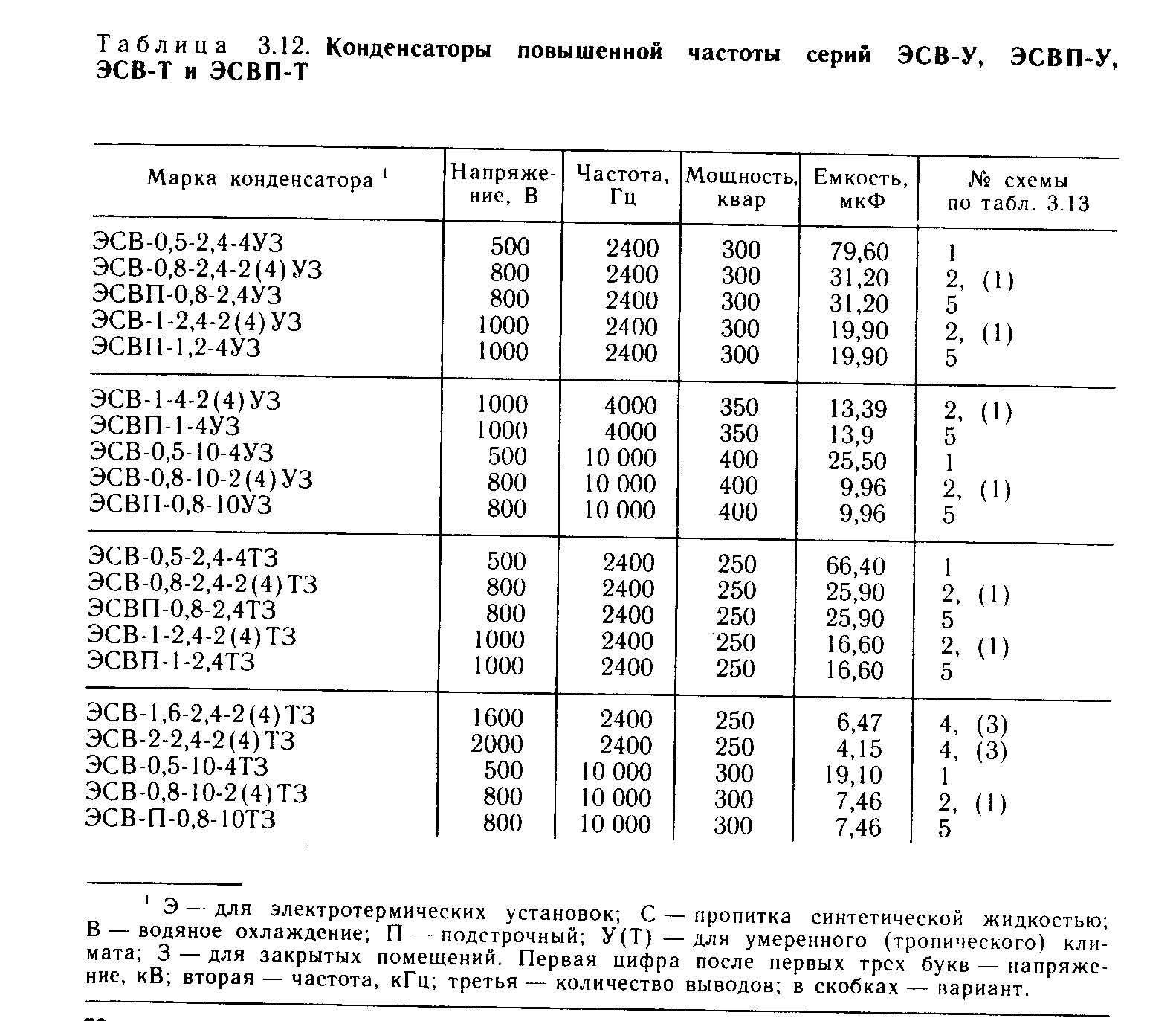
Выбор типов конденсаторов должен проводиться с учетом напряжения холостого хода преобразователя, частоты тока и необходимой емкости.
За рубежом для термической обработки сварных соединений трубопроводов многие фирмы выпускают машинные преобразователи токов повышенной частоты 400—10000 Гц. В последние годы используются более современные тиристорные преобразователи.
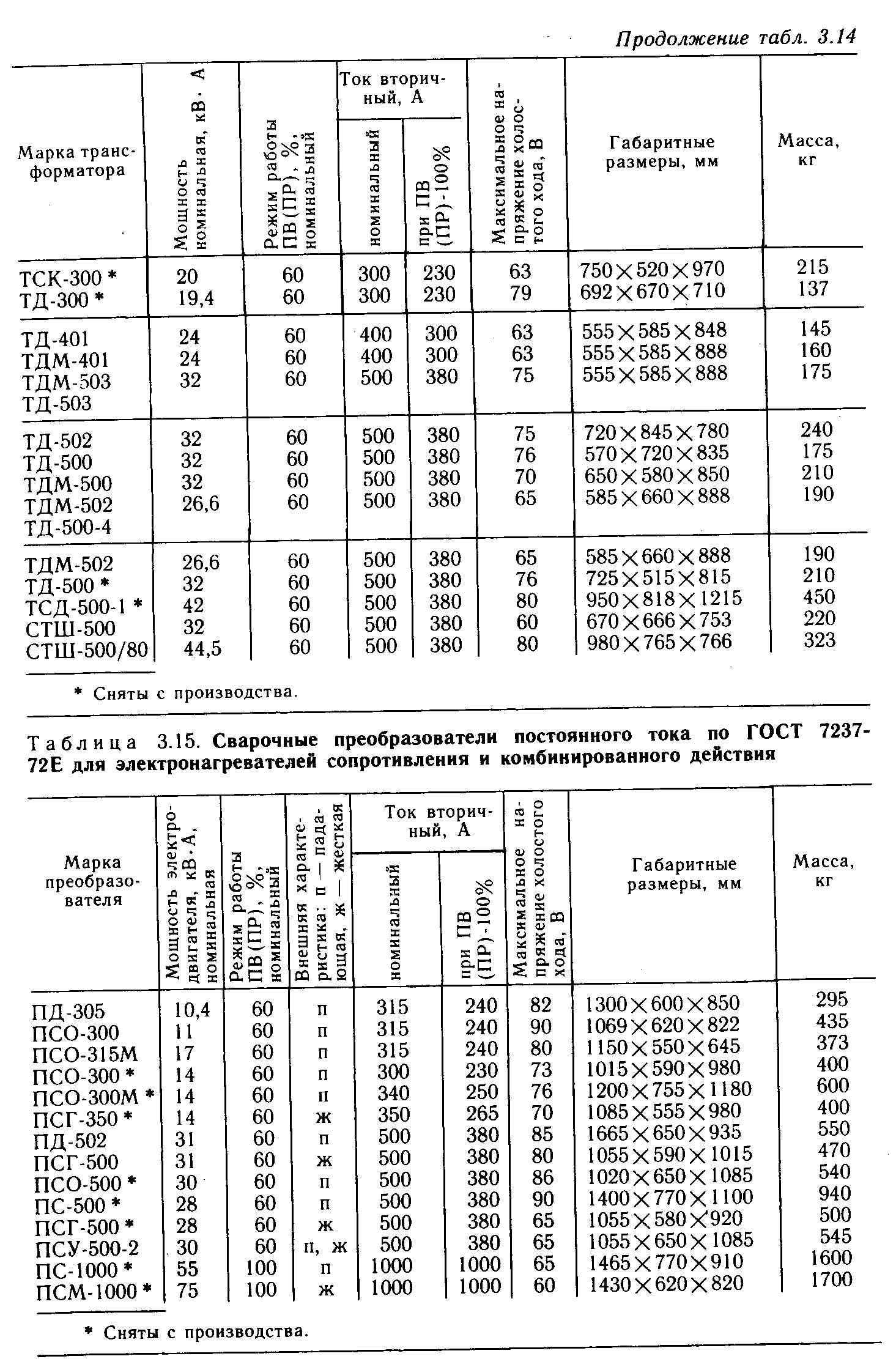
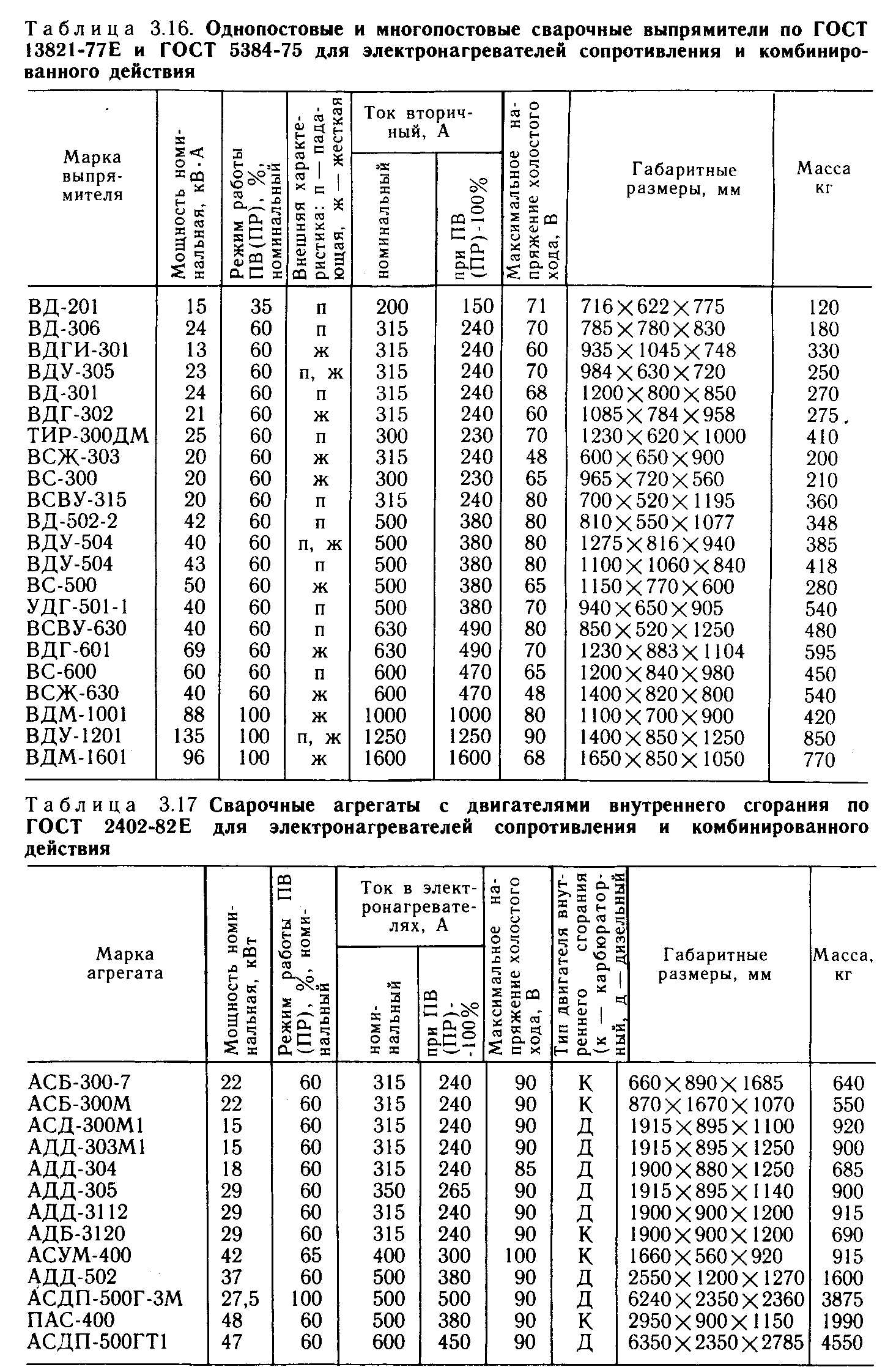
Источники питания электронагревателей сопротивления и комбинированного действия. Для термической обработки используются однофазные однопостовые трансформаторы при ручной дуговой сварке мощностью 15— 30 кВ-А (табл. 3.14), а также в отдельных случаях однофазные однопостовые трансформаторы при автоматической дуговой сварке под флюсом (табл. 3.10), сварочные преобразователи, выпрямители и агрегаты с двигателями внутреннего сгорания (табл. 3.15—3.17).
Из сварочных трансформаторов, применяемых для питания электронагревателей сопротивления и комбинированного действия, следует отметить трансформатор. ТД-306 с номинальным током 300 А при ПВ (ПР)-20. Для условий термической обработки ПВ (ПР)-100 трансформатор ТД-306 может работать на токе 125 А, что в отдельных случаях достаточно для электронагревателей сопротивления.
Следует отметить, что для электронагревателей ГПЭС, ГЭН. КЭН-1 и КЭН-2 применение источников питания с высоким номинальным током (более 1000 А) не рекомендуется из-за трудностей регулирования режимами нагрева в отдельных электронагревателях. Использование таких источников питания рекомендуется при проведении группового нагрева с использованием электронагревателей КЭН-3 и КЭН-4 комбинированного действия.
За рубежом источниками питания электронагревателей сопротивления и комбинированного действия в большинстве случаев является сварочное оборудование — трансформаторы, а также преобразователи, выпрямители и др. Однако в связи с трудностью регулировки силы тока в отдельных электронагревателях при проведении групповой термической обработки фирмами «Куперхит» (Англия), «Фофуми» (Франция) применяются специализированные трехфазные трансформа-торы, входящие, как правило, в установки термической обработки. Так, фирма «Куперхит» использует трехфазный трансформатор с рабочим напряжением 65 В, обеспечивающий питание шести пальцевых электронагревателей при силе тока по 120 А в каждом. Питание электронагревателей производится от отдельных катушек трансформатора, попарно расположенных на каждой из трех фаз. Это позволяет проводить в процессе термической обработки регулировку силы тока в каждом электронагревателе независимо от других. Та же фирма применяет 12-канальные установки для термической обработки сварных соединений трубопроводов, при этом в каждом канале нагрева используется малогабаритный однофазный трансформатор мощностью 2,5 кВт, обеспечивающий работу одного электронагревателя на силу тока 60 А.