

2.3 Выбор абразивного инструмента и станка для заточки
Абразивными называют инструменты с большим количеством режущих элементов в виде зерен твердых материалов, срезающих с обрабатываемого материала тонкие слои. По форме абразивные инструменты делятся на шлифовальные круги, шлифовальные головки, бруски и шкурки.
Заточка дереворежущего инструмента осуществляется, как правило, абразивными или алмазными кругами. Для доводки лезвий некоторых видов инструмента используются шлифовальные бруски. Круги подбираются по геометрическим размерам и качественной характеристике. Стальной дереворежущий инструмент затачивается преимущественно абразивными кругами. Инструмент с твердосплавными пластинками (ТСП) затачивается и доводится алмазными кругами.
В качестве абразивных материалов применяют природные (естественные) и искусственные вещества. К природным относят различного рода минералы, например: кварц, кремень, гранат, наждак, корунд. Искусственными абразивными материалами являются карбид кремния, технический алмаз, электрокорунд, технический карбид бора, стекло, кубический нитрид бора.
Годовой расход абразивных кругов рассчитывается по формуле
 (6)
(6)
где С-норма расхода кругов на одну заточку и доводку в штуках;a-допустимое стачивание инструмента, мм; b-уменьшение рабочей части инструмента за одну переточку, мм; Nu-расход инструмента по цеху, шт.
 шт.
шт.
Для заточки абразивного инструмента выбираем полуавтомат для заточки круглых пил диаметром до 1250мм, заточный станок марки ТчПК-12
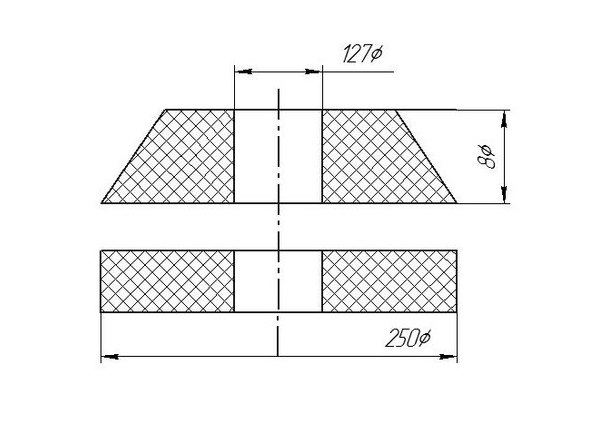
Рисунок 1- Абразивный инструмент
Выбираем абразивный круг для заточки
ЗП 250Х8Х127 24А 25П СТ1 8Б 35м/с А 2 кл. ГОСТ2424-83
ЗП- конический плоский
250Х8Х127-диаметр и толщина круга, диаметр посадочного отверстия
24А-электрокорунд белый
25-размер абразивных зерен
П- содержание основной фракции (45…55%)
СТ1-среднетвердые абразивные круги
8-зернистость шлифзерна
Б- бакелитовая связка
35 м/с- максимально допустимая окружная скорость
А-класс точности изготовления инструмента
2 кл- класс дисбаланса
Выбираем абразивный круг для доводки
ПП 250Х8Х127 24А 16П СТ2 7Б 35 м/с ГОСТ 2424-83
ПП- плоский прямой
250Х8Х127-диаметр и толщина круга, диаметр посадочного отверстия
24А-электрокорунд белый
16-размер абразивных зерен
П- содержание основной фракции (45…55%)
СТ2-среднетвердые круги
7-зернистость шлифзерна
Б- бакелитовая связка
35 м/с- максимально допустимая окружная скорость
2.4 Описание технологического процесса подготовки инструмента к работе
Состав технологических операций подготовки к работе круглых плоских и односторонних конических пил (технологические режимы РПИ 6.6-01 и РИ 07-00)
Подготовка диска
1)контроль исходной плоскостности диска:
-определение отклонения от прямолинейности профиля диска пилы в различных сечениях;
-определение торцевого биения диска;
2)контроль исходного натяжения диска пилы (по его прогибу при установке на три опоры);
3)правка дефектов формы пилы ( с промежуточным контролем прямолинейности профиля);
4)натяжение диска пилы (с промежуточным контролем степени натяжения):
-обработка диска пилоправным инструментом (проковка);
-прокатка диска между двумя роликами (вальцевание);
5)контроль(заключительный) плоскостности и натяжения диска пилы.
Подготовка зубчатого венца:
1)обрезка и насечка зубьев;
2)развод зубьев;
3)заточка зубьев;
4)доводка зубьев;
5)снятие заусенцев;
6)плющение и формование зубьев плоских пил взамен развода;
7)контроль:
-размеров и угловых параметров зубьев;
-уширения зубьев на одну сторону;
-остроты зубьев;
-шероховатости поверхностей зубьев;
-радиального биения зубьев.