

4 Разработка маршрута технологического процесса механической обработки.
Маршрут обработки выбирают в зависимости от вида заготовки, ее массы и формы, требуемой точности и чистоты обработки. Если точность заготовки не высока, то обработку начинают с черновой по заданному классу точности и шероховатости поверхности выбирают один или несколько методов окончательной обработки (см. Табл. 1.).
Табл. 1. Технологическая схема изготовления деталей класса крышка
Номер операции |
Наименование и краткое содержание операции, технологические базы |
Станок |
00 |
Заготовительная (ГКМ) |
|
005 |
Фрезерно-центровочная Фрезерование торцов крышки и сверление центровых отверстий с двух сторон. ТБ-цилиндрическая поверхность 1. |
Фрезерно-центровальный полуавтомат |
010 |
Токарная. Черновое точение поверхности 2 Ø160. ТБ - центровые отверстия крышки
|
Токарный |
015 |
Токарная. Черновое точение поверхности 1 Ø102. ТБ - центровые отверстия крышки
|
Токарный |
020 |
Сверлильная Сверление центрового отверстия 5 Ø30. ТБ – цилиндрическая поверхность 1. |
Сверлильный |
025 |
Токарная. Черновое точение поверхности 3 Ø92. ТБ - торцевая цилиндрическая поверхность 2. |
Токарный |
035 |
Токарная. Чистовое точение поверхности 3 Ø92. ТБ - торцевая цилиндрическая поверхность 2. |
Токарный |
040 |
Токарная Черновое точение поверхности 4 Ø70. ТБ – торцевая цилиндрическая поверхность 2. |
Токарный |
045 |
Сверление Сверление отверстий Ø12, 7 отв. ТБ – цилиндрическая поверхность 1. |
Сверлильный |
050 |
Контроль промежуточный |
|
055 |
Шлифование Поверхность 1,3 ТБ – торцевая цилиндрическая поверхность 2.
|
круглошли-фовальный полуавтомат |
060 |
Шлифование Поверхность 6 ТБ – цилиндрическая поверхность 1. |
круглошли-фовальный полуавтомат |
070 |
Шлифование Поверхность 8,9 ТБ – торцевая цилиндрическая поверхность 2. |
круглошли-фовальный полуавтомат |
075 |
Шлифование Поверхность 2 ТБ – цилиндрическая поверхность 1. |
круглошли-фовальный полуавтомат |
080 |
Моечная. Мойка детали |
Моечный агрегат |
085 |
Контрольная. Окончательный контроль |
|
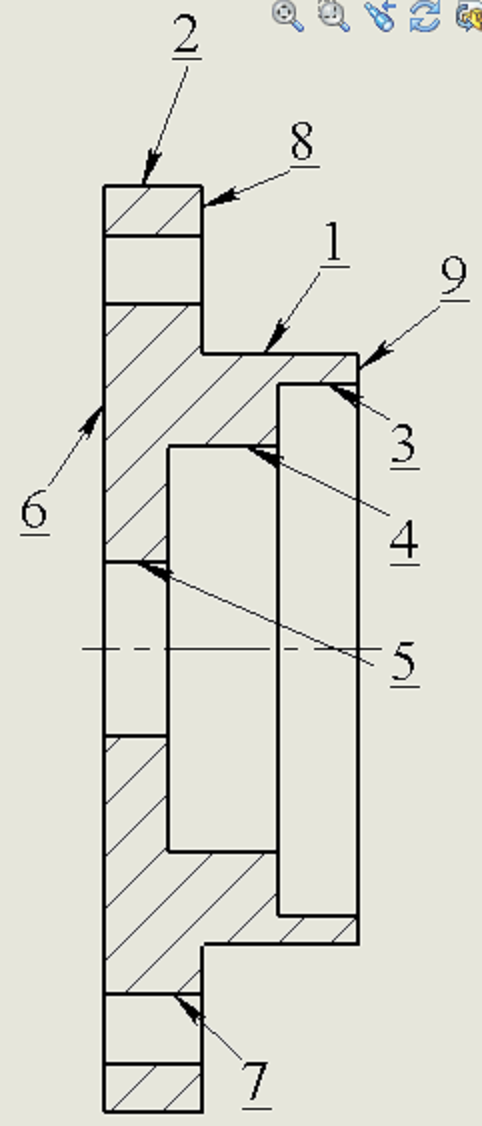
Рис. 4. Позиции поверхностей детали
5 Определение припусков на обработку.
5.1 Аналитический метод определения припусков.
Аналитический метод определения припусков базируется на анализе производственных погрешностей, возникающих при конкретных условиях обработки заготовки.
Рассчитывается припуск для поверхности
d = 92 ![]() мм на обработку.
мм на обработку.
Операция: 025. Токарная (черновая обработка).
035. Токарная (чистовая обработка)
055. Шлифовальная
Величина промежуточного припуска для поверхностей типа тел вращения:
2Zmin
= 2(Rz
+ Т +
![]() ),
),
где Rz - высота микронеровностей поверхности, мкм, [1] (Rz = 240 мкм);
Т - глубина дефектного поверхностного слоя, мкм, [1] (Т = 250 мкм);
ρ0 - суммарные отклонения расположения, возникшие на предшествующем технологическом переходе, мкм;
εу – величина погрешностей установки заготовки, мкм:
Суммарные отклонение расположения штампованной заготовки при обработке в патроне:
![]()
где ρом – величина отклонения расположения заготовки штампуемой в различных половинах штампа, мм;
ρдеф –деформация заготовки, мм;
Величина отклонения расположения (местная) ρом;
При консольном креплении: ρом = ∆у ∙ Lк;
где ∆у – величина удельного отклонения расположения мкм/мм [1], (∆у = 0,07);
Lк – расстояние от сечения, мм (Lк ≤ L = 19 мм);
ρом = 0,07 ∙ 108 = 1,33 мкм
![]()
Величина остаточного суммарного расположения заготовки после выполнения перехода (операции):
![]()
где Ку – коэффициент уточнения, (Ку = 0,06);
ρоз – суммарные отклонения расположения заготовки, мкм;
![]()
Погрешность установки на заготовку:
![]()
где
![]() -
допуск на диаметральный размер заготовки,
мкм, [1] (
=1800мкм);
-
допуск на диаметральный размер заготовки,
мкм, [1] (
=1800мкм);
При базировании в центрах:
2Zmin
= 2(240 + 250 +
![]() )
= 2474 мкм;
)
= 2474 мкм;
 Максимальный
припуск на черновую обработку заготовки,
мкм:
Максимальный
припуск на черновую обработку заготовки,
мкм:
2Zmax = 2Zmin + δDn – δDm;
где δn и δDn – допуск на размер на предшествующем переходе, мм, [1]
(δDn = 1800 мкм);
δm и δDm - допуск на размер на выполняемом переходе, мм, [1]
(δDm = 460 мкм);
2Zmax = 2474 + 1800 - 460 = 3814 мкм.
Величина погрешности установки при чистовой обработке поверхности заготовки:
εу.ч. = 0,06 ∙ εу = 0,06 ∙ 200 = 12 мкм;
При последующей обработке поверхности детали погрешности установки из – за малости её величины в расчёт не принимаем.
Расчёт минимального и максимального припуска на чистовую обработку детали:
2Zmin
= 2(30 + 30 +
![]() )
= 144 мкм;
)
= 144 мкм;
2Zmax = 2∙144 + 460 - 70 = 678 мкм.
Расчёт минимального и максимального припуска на шлифовальную обработку детали:
2Zmin = 2(5 + 15 ) = 40 мкм;
2Zmax = 2(40 + 70 – 30) = 160 мкм.
Промежуточные расчётные размеры по обрабатываемым поверхностям:
Для чистовой токарной обработки:
Dmin = Dр.черн + 2zmin шл = 92 +0,040 = 92,04 мм;
Для черновой токарной обработки:
Dр.чер = Dр.чист + 2zmin чист = 92,04 + 0,08 = 92,124 мм;
Для заготовки детали:
Dр.з = Dр.черн + 2zmin = 92,124 + 1,38 = 93,54 мм.
Минимальные промежуточные размеры:
Dчист = Dд + 2zmin шл = 91,97 + 0,04 = 92,1 мм;
Dmin чист = Dчист + 2zmin чист = 92,1 + 0,08 = 92,18 мм;
Dmin з = Dчерн + 2zmin черн = 92,18 + 2,38 = 94,56 мм.
Максимальные промежуточные размеры:
Dmaxчист = Dд + 2zmax шл = 92 + 0,16 = 92,16 мм;
Dmax чист = Dчист + 2zmax чист = 92,16 + 0,56 = 92,72 мм;
Dmax з = Dчерн + 2zmax черн = 92,72 + 4,1 = 96,82 мм.
 Таблица
расчёта припусков, допусков и промежуточных
размеров по технологическим операциям:
Таблица
расчёта припусков, допусков и промежуточных
размеров по технологическим операциям:
Вид заготовки и технологическая операция |
Квалитет |
Допуск на размер δ, мм |
Элементы припуска, мкм |
Промежуточные размеры заготовки, мм |
Промежуточные припуски, мм |
|||||
Rz |
n |
∆∑ |
∆ц |
Dmax |
Dmin |
2Zmax |
2Zmin |
|||
Заготовка |
h13 |
1.8 |
240 |
300 |
762 |
- |
91,82 |
94,56 |
- |
- |
Токарная |
||||||||||
Черновая |
h12 |
0.46 |
60 |
60 |
46 |
200 |
92,72 |
92,18 |
3,8 |
2,47 |
Чистовая |
h8 |
0.07 |
30 |
30 |
- |
12 |
92,16 |
92,1 |
0,7 |
0,01 |
Термообработка |
||||||||||
Шлифовальная |
h7 |
0.03 |
6 |
12 |
- |
- |
92 |
91,97 |
0,16 |
0,04 |