

3 Выбор и обоснование метода получения заготовки.
Вид заготовки и способ ее получения зависит от конструкции детали, материала, масштаба выпуска. Заготовки деталей машин могут изготавливаться литьем, прокаткой, листовой и объемной штамповкой, сваркой, а также комбинированными способами. Для получения заготовок при серийном производстве используют точные методы литья, штамповку, холодное вдавливание. В данном случае заготовка получена штамповкой, тем самым повышая точность заготовки, снижая трудоемкость механической обработки и расход материала. При этом стоимость заготовки увеличивается.
Ориентировочная величина расчётной массы поковки Мп.р.:
Мп.р.=
![]()
где Мп.р.- расчётная масса поковки, кг;
![]() объём
поковки, мм3;
объём
поковки, мм3;
![]() плотность
стали (
плотность
стали (![]()
Рис.1 Деталь
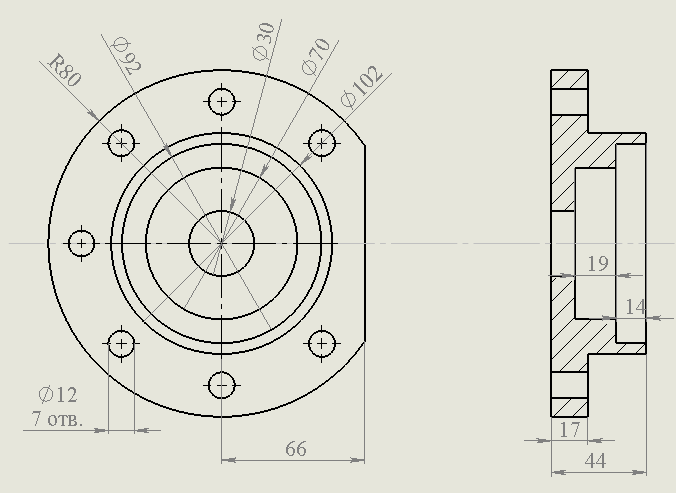
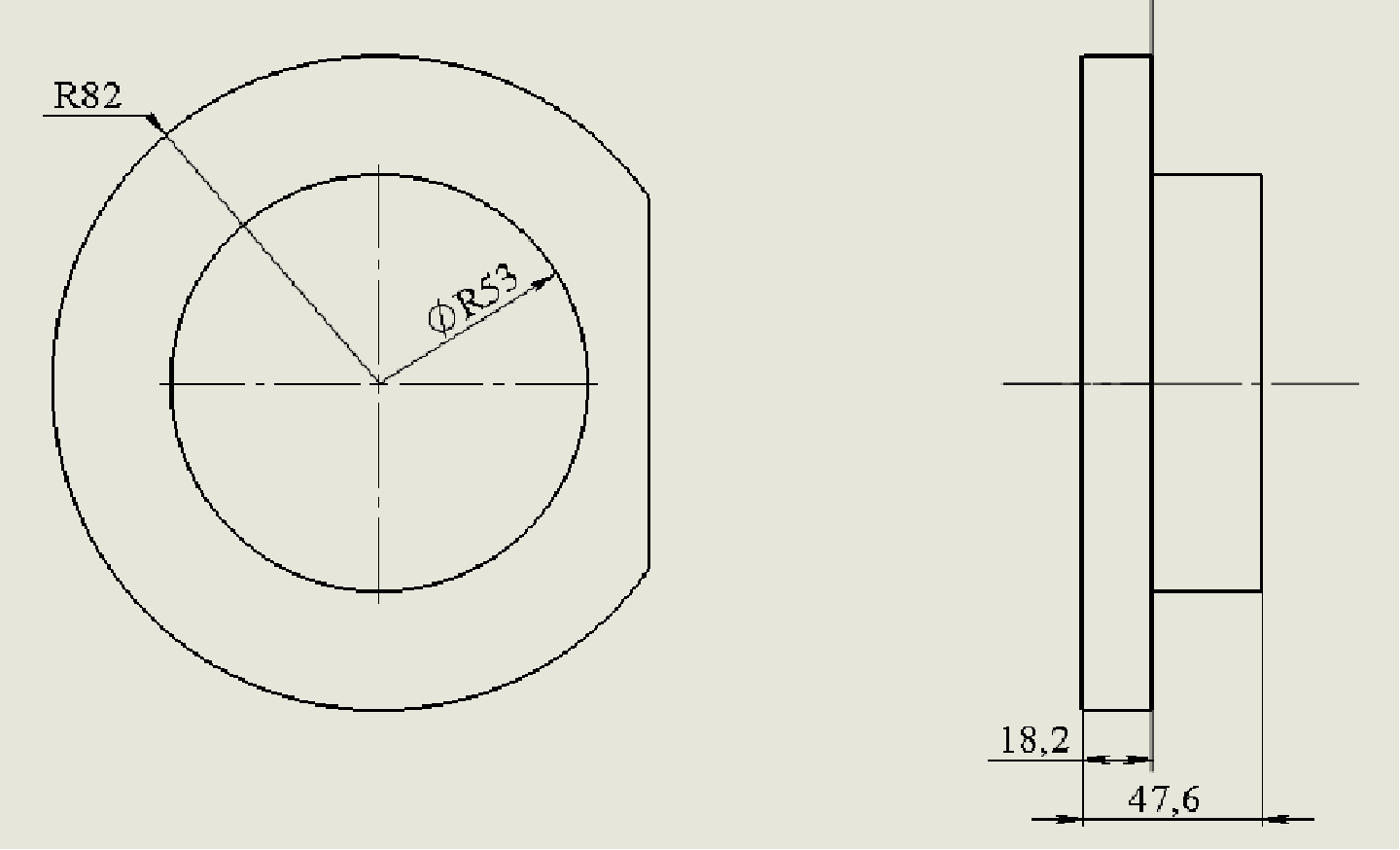
Рис.2 Деталь, изготовленная методом горячей объёмной штамповки

![]()
Глубиной резания называется толщина слоя металла, снимаемого за один проход резца. Она обозначается буквой t и колеблется от 0,5 до 3 и больше миллиметров при черновой обработке до десятых долей миллиметра при чистовой обточке.
Припуск на механическую обработку включает основной, а также дополнительные припуски, учитывающие отклонения, величину припусков следует назначать на одну сторону номинального размера. Основной припуск на механическую обработку равен: 3,6.
3.1. Порядок расчёта технико-экономических показателей
Произведём технико-экономический расчёт методом горячей объёмной штамповки на горизонтально-ковочной машине.
Произведём технико-экономический расчёт методом литья. Будем руководствоваться ГОСТ 26645-85 «Отливки из металлов и сплавов. Допуски, масса, припуски».
Объём детали:
V=360,3 cм3
![]() =360,3*7,8=2810
=360,3*7,8=2810![]()
3.1.1 Заготовка изготовлена методом горячей объёмной штамповки на горизонтально-ковочной машине (гкм).
Масса изготавливаемой заготовки:
![]()
где Vзш- объем штампованной заготовки, см3:
Расчёт объёма производится с учётом плюсовых допусков:
V=562 см3
![]() =562*7,8=
4384 г
=562*7,8=
4384 г
Принимаем неизбежные технологические потери (угар, облом и т.д.) при горячей объемной штамповке равными Пш=10%, определим расходы материала на одну деталь:
![]()
![]()
Коэффициент использования материала на штамповочную заготовку:
![]()
![]()
Годовая экономия материала от данного варианта изготовления заготовки:
![]()
где
![]() ;
;
![]()
N – Годовой объём выпуска деталей, шт. (N = 10000 шт.);
![]() г
=20120 кг.
г
=20120 кг.
Произведём технико-экономический расчёт методом литья. Будем руководствоваться ГОСТ 26645-85 «Отливки из металлов и сплавов. Допуски, масса, припуски».
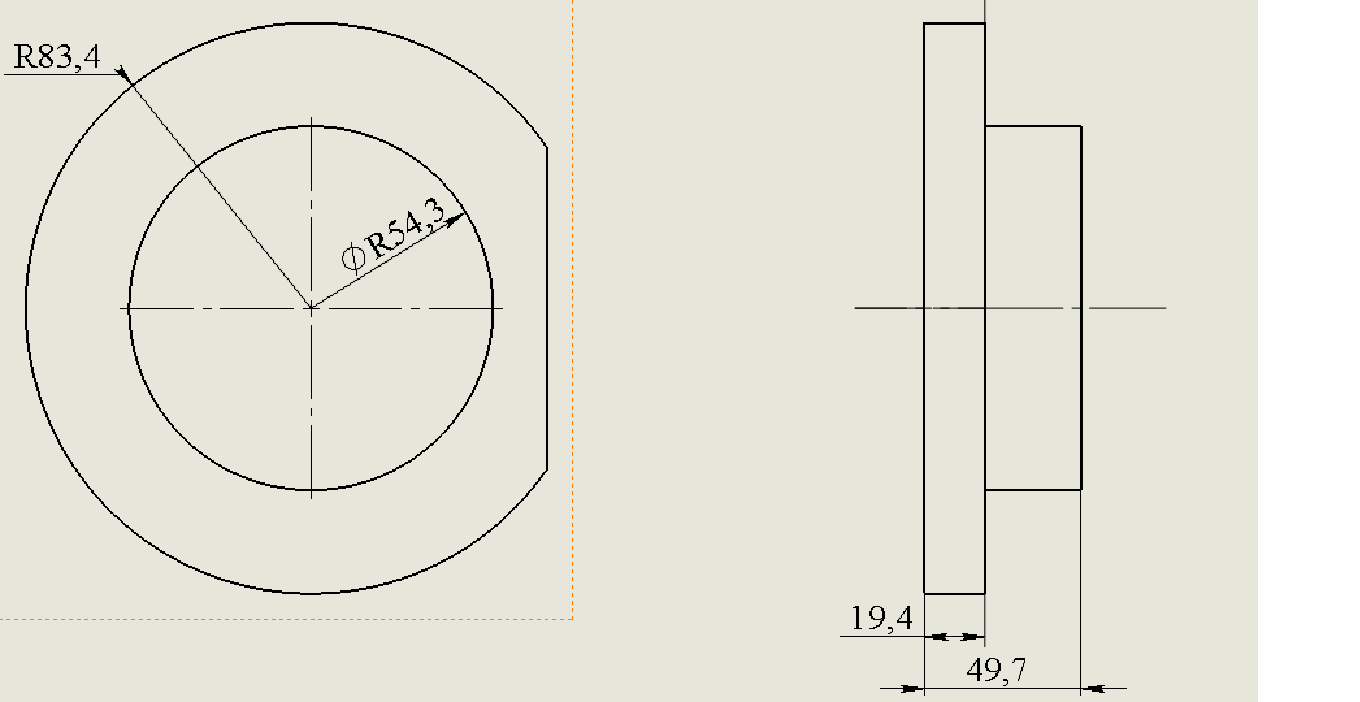
Рис. 3. Заготовка, изготовленная методом литья
Масса изготавливаемой заготовки:
где Vзш- объем литой заготовки, см3:
Расчёт объёма заготовки:
V=639 см3
=639*7,8= 4984 г
Принимаем неизбежные технологические потери (угар, облом и т.д.) при литье равными Пл=10%, определим расходы материала на одну деталь:
![]()
Коэффициент использования материала на литую заготовку:
![]()
Годовая экономия материала от данного варианта изготовления заготовки:
![]()
где
![]() ;
;
![]()
N – Годовой объём выпуска деталей, шт. (N = 10000 шт.);
![]() =
26720 кг.
=
26720 кг.
По результатам расчётов выбираем изготовление детали методом горячей объёмной штамповки.