

3.3. Нанесение номеров позиций
На чертеже составные части сборочной единицы нумеруют в соответствии с номерами позиций, указанными в спецификации. Поэтому спецификацию составляют перед нанесением номеров позиций на сборочном чертеже.
Номера позиций наносят на горизонтальных полках линий-выносок, проводимых от изображений составных частей. Их указывают на тех изображениях, на которых соответствующие составные части проецируются как видимые, как правило, на основных видах или разрезах. Номер позиции наносят на чертеже один раз.
Номера позиций располагают параллельно основной надписи чертежа вне контура изображения и группируют в колонку или строчку по возможности на одной линии. Размер шрифта номеров позиций должен быть на один-два размера больше, чем размер шрифта, принятого для размерных чисел на том же чертеже (не менее 7 мм).
Допускается выполнять общую линию-выноску с вертикальным расположением номеров позиций для группы крепежных деталей, относящихся к одному и тому же месту крепления (рис. 3.7), и для группы деталей с отчетливо выраженной взаимосвязью, исключающей различное понимание, при невозможности подвести линию-выноску к каждой составной части изделия (рис. 3.8). В этих случаях линию-выноску отводят от изображения закрепляемой составной части, номер позиции которой указывают первым.
Линии-выноски проводят так, чтобы они не пересекались между собой, не были параллельны линиям штриховки и по возможности не пересекали изображения других составных частей и линий чертежа.
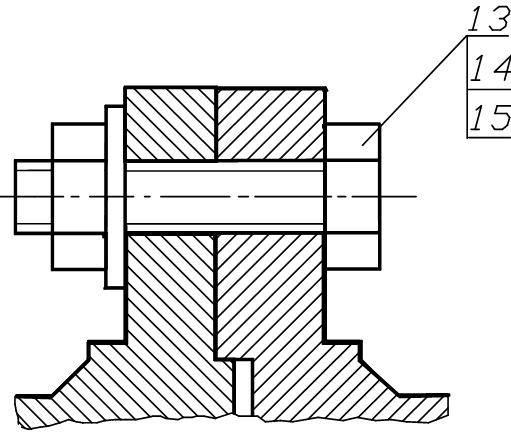
Рис. 3.7
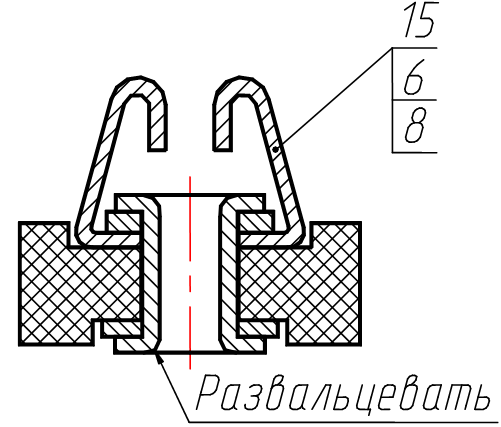
Рис. 3.8
3.4. Дополнительные сведения о сборочных чертежах
Следует отметить, что при изготовлении деталей необходимо учитывать технологические особенности сборочных процессов.
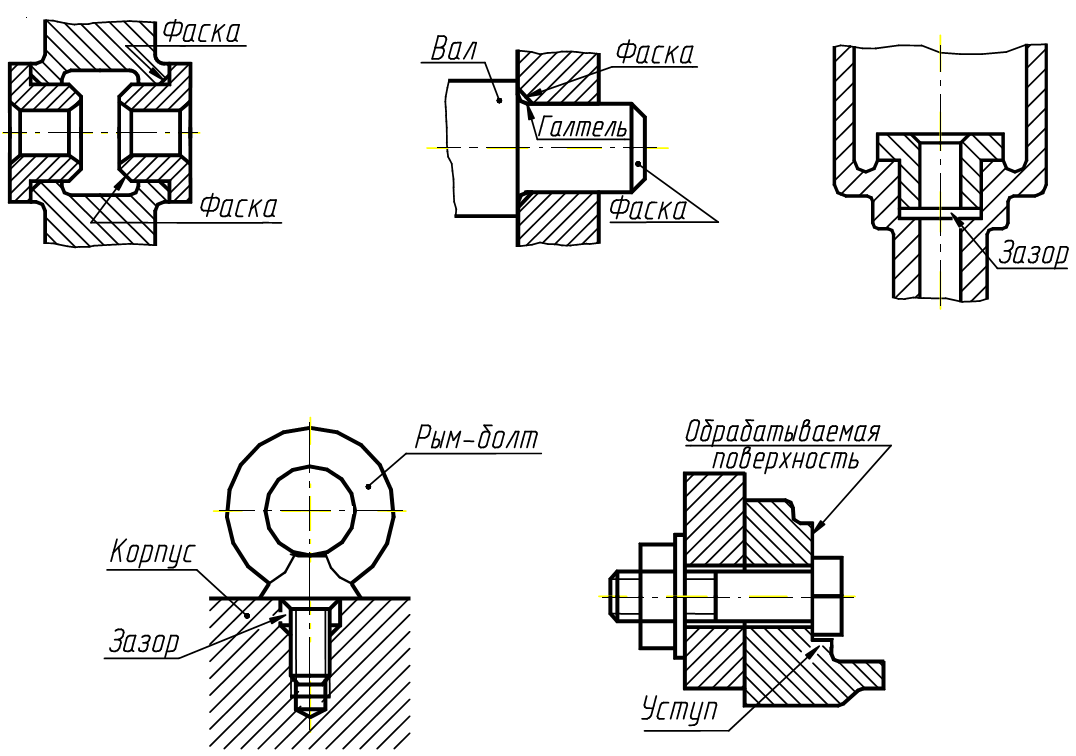
Если деталь (втулки на рис. 3.9,а или вал на рис. 3.9,б) при сборке вставляется в соответствующее отверстие, то на торце детали и в отверстии должны быть фаски. Эти фаски облегчают процесс сборки.
На ступенчатых валах и осях в месте перехода от одной ступени вала (с меньшим диаметром) к другой его ступени (с большим диаметром) обычно выполняется галтель (скругление), которая повышает прочность вала (рис. 3.9,б). Если в сборке галтель располагается внутри отверстия, то величина фаски в отверстии выбирается такой, чтобы поверхность галтели не касалась поверхности фаски.
Во избежание перекоса и для обеспечения точности центрирования соединения двух деталей одна из них должна упираться в единственную, заранее выбранную поверхность другой детали. Это гарантируется, если предусмотреть зазор, исключающий соприкосновение деталей по какой-либо другой поверхности (рис. 3.9,в).
а б в
г д
Рис. 3.9
Для того чтобы недорез резьбы рым-болта (рис. 3.9,г) не препятствовал завертыванию его до упора в корпус, часть отверстия в корпусе выполняют без резьбы, чем обеспечивается свободный вход недореза резьбы рым-болта в корпус.
При обработке плоскости, на которой располагается головка болта, следует оставлять уступ, в который должна упираться головка болта. Это предупредит поворот болта при его затяжке гайкой (рис. 3.9,д).