

Продувка расплава инертным газом в ковше.
1. Перед продувкой стали инертным газом в ковше стоит следующая задача:
A) все выше перечисленное;
B) выравнивание, корректировка и точное регулирование химического состава стали;
C) ускорение расплавления и распределения в объеме ковша легирующих элементов, раскислителей и охлаждающих присадок;
D) повышение степени чистоты по оксидным включениям;
E) выравнивание, корректировка и установление точных значений температуры.
2. Подвод инертного газа к металлу осуществляется следующим способом:
A) все выше перечисленное;
B) через продувочные пробки в днище ковша;
C) через пористые швы между огнеупорными кирпичами;
D) через канал в шиберном затворе;
E) через «ложный стопор».
3. Время продувки инертным газом необходимое для выравнивания температуры у объема металла в ковше обычно составляет:
A) 3-5 мин;
B) 2 часа;
C) 25 мин;
D) 35-40 мин;
E) 60 мин.
4. Расход инертного газа при продувке стали обычно составляет:
A) 0,3 - 2,0 м3/т;
B) 0,9-1,5 м3/т ;
C) более 3 м3/т;
D) 2,5-3 м3/т;
E) более 10 м3/т.
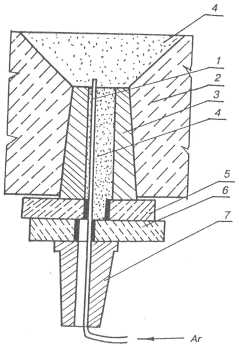
1 – трубка; 2 – гнездо ковша; 3 – стакан; 4- подсыпка; 5 – верхняя плита затвора; 6 – нижняя плита затвора; 7 коллектор.
A) через шиберный затвор;
B) через продувочные пробки в днище ковша;
C) через пористые швы между огнеупорными кирпичами;
D) через «ложный стопор»;
E) через фурму подводимую к днищу ковша.
6. Продувку инертным газом обычно производят после:
A) раскисления;
B) легирования;
C) науглероживания;
D) обезуглероживания;
E) гомогенизации.
7. При продувки инертным газом в ковше происходит гомогенизация. Гомоге-низация это:
A)выравнивание содержания отдельных элементов в объеме металла;
B)выравнивание температуры в металле;
C)ускорение расплавления в объеме ковша легирующих элементов, раскислителей и охлаждающих присадок;
D) повышение степени чистоты по оксидным включениям;
E) удаление неметаллических включений.
8. При продувке в ковше аргоном под обычным окислительным шлаком (6 - 18 % FeO) общее содержание кислорода в стали в первые 3-10 мин понижается, а затем остается на одном уровне или (более часто) возрастает. Чем это обусловлено:
A) вторичным окислением шлака;
B) флотацией;
C) гомогенизацией;
D) выравниванием температуры в металле;
E) все выше перечисленное.
Назначение переплавных процессов.
1. Недостатком способа ВИП (Вакуумный индукционный переплав) является:
A) контакт металла с футеровкой;
B) Невозможность снижения содержания серы;
C) Высокая концентрация тепла в дуге;
D) Отсутствие шлаковой фазы;
E) Получается плотный слиток.
2. Достоинством способа BИП (Вакуумный индукционный переплав) является:
A) все ответы верны;
B) получение металла строго заданного состава;
C) чистый металл по содержанию газов;
D) чистый по неметаллическим включениям;
E) низкое содержание примеси цветных металлов.
3. В настоящее время вакуумный индукционный переплав используется как метод:
A) предварительной выплавки шихты в виде заготовок;
B) выплавки низкокачественной стали;
C) внепечной обработки;
D) производства сверхкрупных слитков;
E) выплавки чугуна.
4. Переплавные процессы представляют собой:
A) Различные способы переплава слитков или заготовки;
B) Изменение состава переплавленных заготовок;
C) Особые условия кристаллизации металла;
D) Ликвационные процессы и дефекты усадочного происхождения;
E) Предварительно полученную обычными способами выплавку.
5. В чистом виде "переплавными" процессами являются переплавы:
A) Вакуумно-дуговой (ВДП), электрошлаковый (ЭШП), электронно-лучевой (ЭЛП), плазменно-дуговой (ПДП);
B) Электрошлаковый;
C) Плазменно-дуговой;
D) Вакуумный индукционный;
E) Индукционный.
6. Достоинством способа ВДП (Вакуумный дуговой переплав) является:
A) Отсутствие контакта металла с огнеупорной футеровкой;
B) Невозможность снижения содержания серы;
C) Высокая концентрация тепла в дуге;
D) Отсутствие шлаковой фазы;
E) Получается плотный слиток.
7. Получаемые электрошлаковые слитки имеют обычно развес до 5 - 6 т. В отдельных случаях (например, при получении заготовок для последующего изготовления роторов турбин электростанций) отливаются электрошлаковые слитки массой:
A) 60 т и более;
B) 20т и более;
C) 220т и более;
D) 300т и более;
E) 600т и более.