

БНТУ
Кафедра Порошковая металлургия,
сварка и технология материалов
Группа 103112
Отчёт по практике
Подготовил: Искендеров Р.Ф.
Руководитель: Урбанович Н.И.
Дата: 14 ноября
Минск 2012
Содержание:
1 Токарный участок
1.1 Виды токарных станков
1.2 Устройство токарно-винторезного станка и приспособления
1.3 Основные работы, выполняемые на токарных станках. Типы резцов
1.4 Задания, выполняемые мной на токарном участке
2 Фрезерный участок
2.1 Типы фрезерных станков
2.2 Силы резания
2.3 Типы работ, выполняемых мной на фрезерном станке
2.4 Фрезы общего назначения
3 Слесарный участок
3.1 Типы слесарных работ
3.2 Слесарные инструменты и станки
3.3 Задание, выполняемое мной на слесарном участке
4 Сварочный участок
4.1 Оборудование и приспособления
4.2 Типы электродов и их покрытия
4.3 Зажигание и поддержание сварочной дуги, положение электрода относительно поверхности
4.4 Виды сварки
4.5 Индивидуальное задание
1 Токарный участок
1.1 Виды токарных станков, их классификация
Токарные станки составляют одну из подгрупп металлорежущего оборудования. Они предназначены для обработки тел путём снятия слоя материала(стружки). Именно на основе токарных станков создавались другие виды – шлифовальные, сверлильные.
Существуют следующие типы токарных станков:
Одно шпиндельные автоматы и полуавтоматы;
Многошпиндельные автоматы и полуавтоматы;
Карусельные станки;
Многорезцовые станки;
Револьверные станки;
Токарно-винторезные и лобовые станки;
Сверлильно-отрезные станки;
Специализированные станки (для фасонных изделий);
Разные токарные станки;
Различают пять степеней точности станков:
Нормальную –Н
Повышенную – П
Высокую – В
Особого высокую – А
Особую - С
Обозначение модели станка содержит 3-4 цифры и несколько букв.
Первая цифра – группа станка (все токарные станки – 1);
Вторая - тип станка;
Третья и четвертая цифры - размерный параметр станка (обычно высота центров: 2 или 20- высота центров 200 мм и 3 или 30 - высота 300 мм и т.д.).
Буквами обозначается точность станка( начиная с повышенной); конструктивные особенности ( М - магазин, Р - револьверная головка и др.); очередная модификация завода-изготовителя.
Буква Ф в конце означает, что станок имеет числовое программное управление:
Ф1 – станок с пред набором программы;
Ф2 – позиционная система ЧПУ;
Ф3 – контурная система ЧПУ;
Ф4 – обрабатывающий центр.
Приведём несколько примеров обозначения моделей токарных станков.
1K62:
1 – группа токарных станков;
К – модификация;
6 – токарно-винторезный станок;
2 – высота центров, см ;
1.2 Устройство токарно-винторезного станка и приспособления
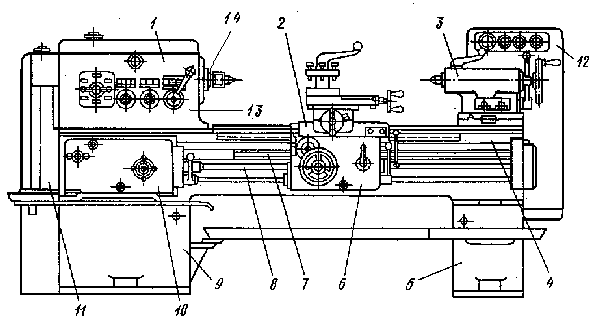
Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 – электро-пусковая аппаратура, 13 - коробка скоростей, 14 – шпиндель.
 Самоцентрирующийся
трех кулачковый патрон
Самоцентрирующийся
трех кулачковый патрон
Универсальность
металлорежущего станка расширяется
применением принадлежностей и
приспособлений. На токарном станке
основными из них являются: патроны,
центры, люнеты. Применяются и
вспомогательные приспособления:
сверлильный патрон, переходные
втулки, хомутики. Из патронов
наибольшее распространение получил
самоцентрирующийся трех кулачковый
патрон. Его конструкция обеспечивает
одновременное перемещение трех кулачков
в радиальном направлении, благодаря
чему заготовка устанавливается по оси
шпинделя.
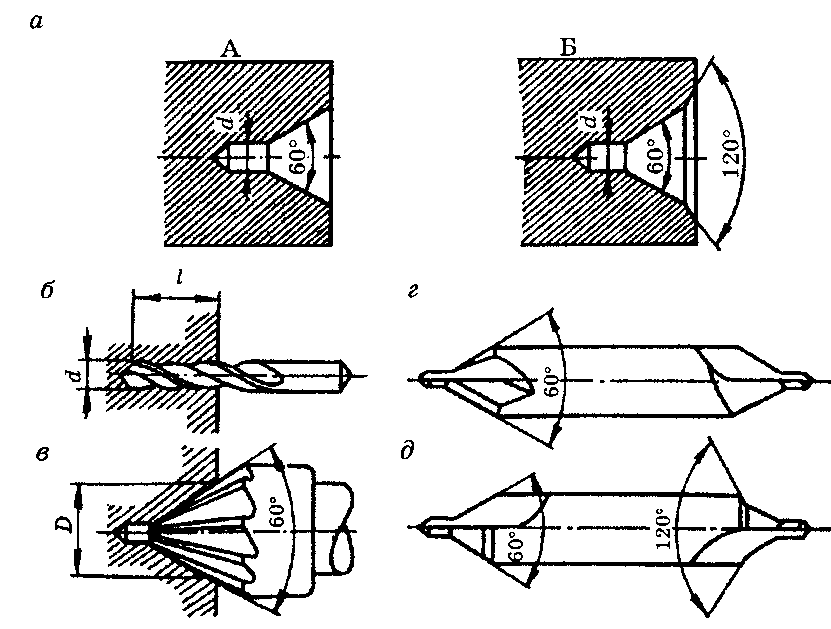 Центровые
отверстия (а) и инструмент (б)
— цилиндрическое
сверло, (в) — зенковка, (г,
д) —комбинированные
сверла.
Центровые
отверстия (а) и инструмент (б)
— цилиндрическое
сверло, (в) — зенковка, (г,
д) —комбинированные
сверла.
Центры устанавливаются в шпинделе станка и пиноли задней бабки. Центр, установленный в шпинделе, вращается вместе с заготовкой. Простой центр, установленный в пиноли задней бабки, не вращается, поэтому изнашивается сам и изнашивает центровое отверстие заготовки. Для предотвращения износа применяют вращающийся центр. Иногда используют: срезанный центр при подрезке торца; обратный центр при обтачивании заготовок небольшого диаметра (до 5 мм).