

Зміст
Вступ _
1. Експлуатація трансформаторних підстанцій: _
1.1 Трансформаторні підстанції споживачів ; _
1.2 Щоглові підстанції напругою 10/04 кВ; _
1.3 Комплектні трансформаторні підстанції ; _
1.4 Об'ємні трансформаторні підстанції; _
1.5 Закриті трансформаторні підстанції; _
1.6 Монтаж трансформаторних підстанцій; _
1.7 Експлуатація трансформаторних підстанцій; _
1.8 Обслуговування комплектних трансформаторних підстанцій; _
2. Технологія ручного дугового зварювання вуглецевих сталей в різних просторових положеннях: _
2.1 Ручне дугове зварювання; _
2.2 Способи запалювання дуги при ручному дуговому зварюванні; _
2.3 Переміщення електрода при ручному зварюванні; _
2.4 Техніка ручного зварювання в різних просторових положеннях; _
2.5 Технічна карта; _
3. Економічна частина: _
3.1 Заходи з економії електроенергії; _
4. Охорона праці: _
4.1 Перша допомога потерпілому при ураженні електричним струмом; _
4.2 Охорона праці при ручному дуговому зварюванні ; _
Список використаної літератури : _
2.2 Способи запалювання дуги при ручному дуговому зварюванні
Дуга запалюється короткочасним дотиком кінця електрода до зварюваного виробу. В результаті протікання струму короткого замикання та наявності контактного опору торець електрода швидко нагрівається до високої температури, при якій після відриву електрода відбувається іонізація газового проміжку і виникає зварювальна дуга. Для надійного запалювання дуги зварник повинен відводити електрод від виробу на висоту 4-5 мм, так як при більшій відстані між кінцем електрода і виробом дуга не виникає.
Зазвичай запалювання дуги здійснюється або прямим відривом електрода після короткого замикання (А на малюнку нижче), або ковзаючим рухом кінця електрода (Б на малюнку нижче).
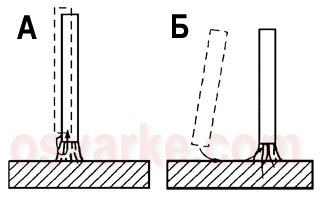
Малюнок 2.2.1. Запалювання дуги при ручному дуговому зварюванні
Ведення дуги проводиться таким чином, щоб забезпечити проплавлення зварюваних кромок і отримати необхідну якість наплавленого металу при хорошому формуванні. Це досягається шляхом підтримання постійності довжини дуги і відповідного переміщення кінця електрода.
2.3 Переміщення електрода при ручному зварюванні
У процесі зварювання електроду повідомляється рух у трьох напрямках:
Перший рух - поступальний, спрямована по осі електрода. Цим рухом підтримується постійна довжина дуги в залежності від швидкості плавлення електрода. Довжина дуги при ручному зварюванні в залежності від умов зварювання і марки електрода повинна бути в межах (0,5-1,2)dэл. Надмірне зменшення довжини дуги погіршує формування шва і може призвести до короткого замикання. Надмірне збільшення довжини дуги призводить до зниження глибини провару, збільшення розбризкування електродного металу та погіршення якості шва як за формою, так і за механічними властивостями, а при зварюванні електродами з покриттям основного виду - і до пороутворенню.
Другий рух - переміщення електрода уздовж осі валика для утворення шва. Швидкість цього руху встановлюється в залежності від сили струму, діаметру електрода, швидкості його плавлення, виду шва та інших факторів. При відсутності поперечних рухів електрода виходить вузький шов (нитковий валик) шириною приблизно 1,5 діаметра електрода. Такі шви застосовують при зварюванні тонких аркушів, накладення першого (кореневого) шару багатошарового шва, зварювання за способом опирання і в інших випадках.
Третій рух - переміщення електрода поперек шва для одержання необхідних ширини шва і глибини проплавлення. Поперечні коливальні рухи кінця електрода визначаються формою оброблення, розмірами і положенням шва, властивостями матеріалу, що зварюється, навиком зварювальника (див. малюнок нижче). Ширина швів, одержуваних з поперечними коливаннями, зазвичай становить 1,5-5 діаметрів електроду.
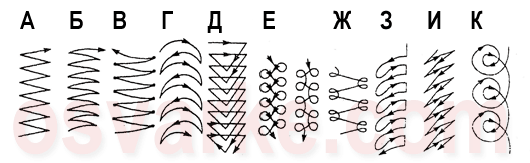
Малюнок 2.3.1. Основні види траєкторій поперечних рухів кінця електрода при слабкому (А, Б), посиленому (Е-Ж) прогріві зварюваних кромок, посиленому прогріві однієї крайки (З, І), прогрівання кореня шва (К).