

Мікрометричні інструменти.
Мікрометр – використовується для вимірювання зовнішніх розмірів з точністю 0,01мм. При токарних роботах частіше всього використовують мікрометр гладкий для вимірювання зовнішніх розмірів заготовок та деталей, та різьбовий з вставками.
Для виконання відліку по мікрометру на гільзі 5 (див рис. мається повздовжня риска, біля якої перпендикулярними їй штрихами нанесені поділки. Кожна поділка відмічена штрихом, дорівнює 1мм.
Рис.
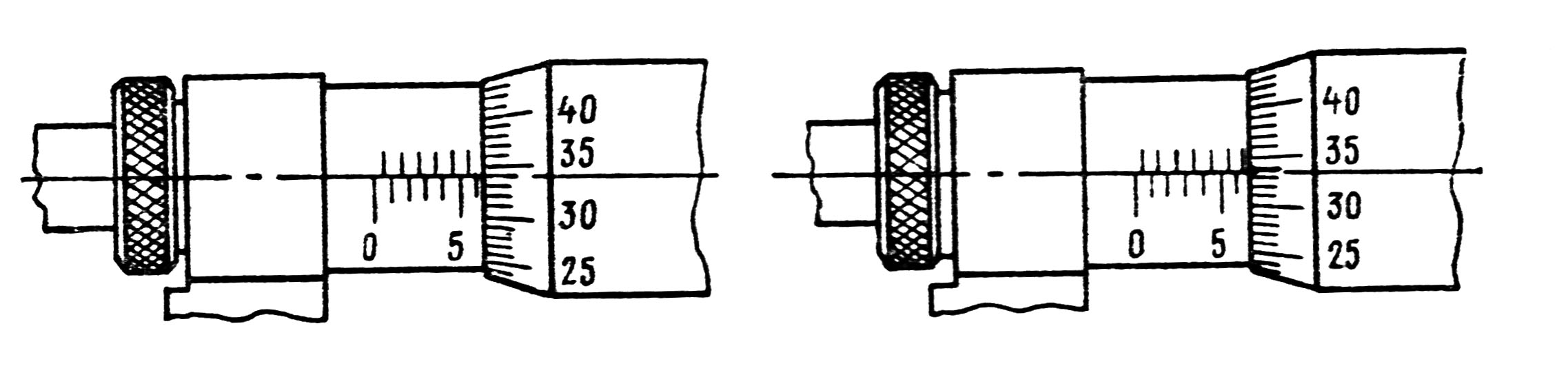
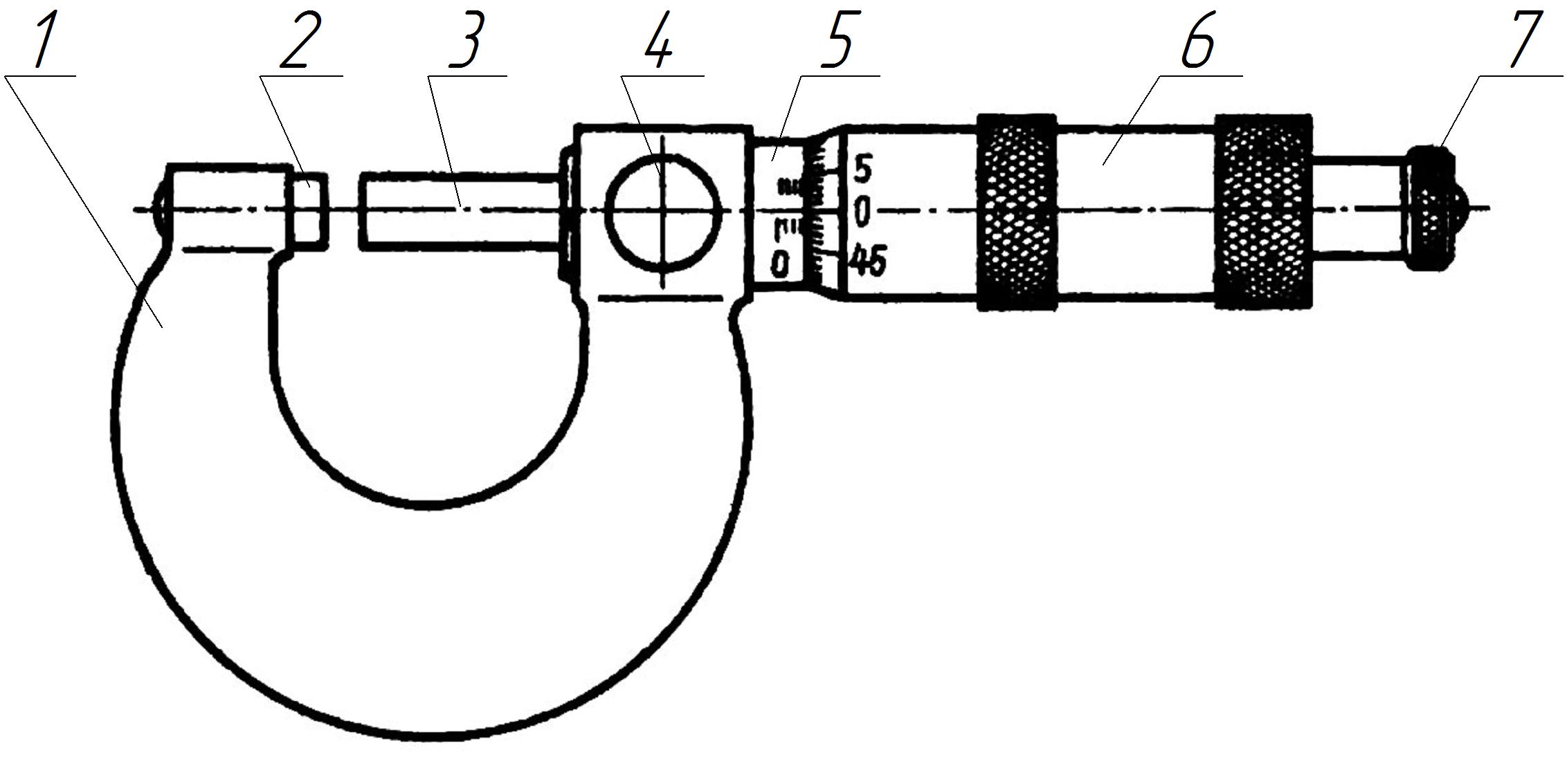
Рис. .
Штрихи нанесені зверху по іншу сторону повздовжньої риски, зміщені відносно першої шкали на 0,5мм.
Різьба на шпинделі мікрометра 3, має крок 0,5мм, тому за один оберт він переміщується на 0,5мм, тобто на одну малу ( між верхнім та нижнім штрихом) поділку. Лівий кінець барабана мікрометра 7 являє собою конус, причому на поверхні конуса нанесено 50 поділок. Так як один повний оберт шпинделя 3 дає повздовжнє переміщення його на 0,5мм, то поворот барабана7 на одну поділку шкали нанесеній на його конічній частині, дає повздовжнє переміщення шпинделя на 0,5/50=1/100мм.
З приведеного опису будови мікрометра видно, що точність відліку по мікрометру дорівнює 0,01мм. Але оцінюючи на око інтервал між штрихами шкали барабана, можливо підвищити точність відліку до половини поділки 0,005мм. Враховуючи неминучі похибки, які можуть бути отримані внаслідок неправильного положення мікрометра під час вимірів та інших причин, похибку при вимірюванні мікрометром можна вважати у межах ± 0,01мм.
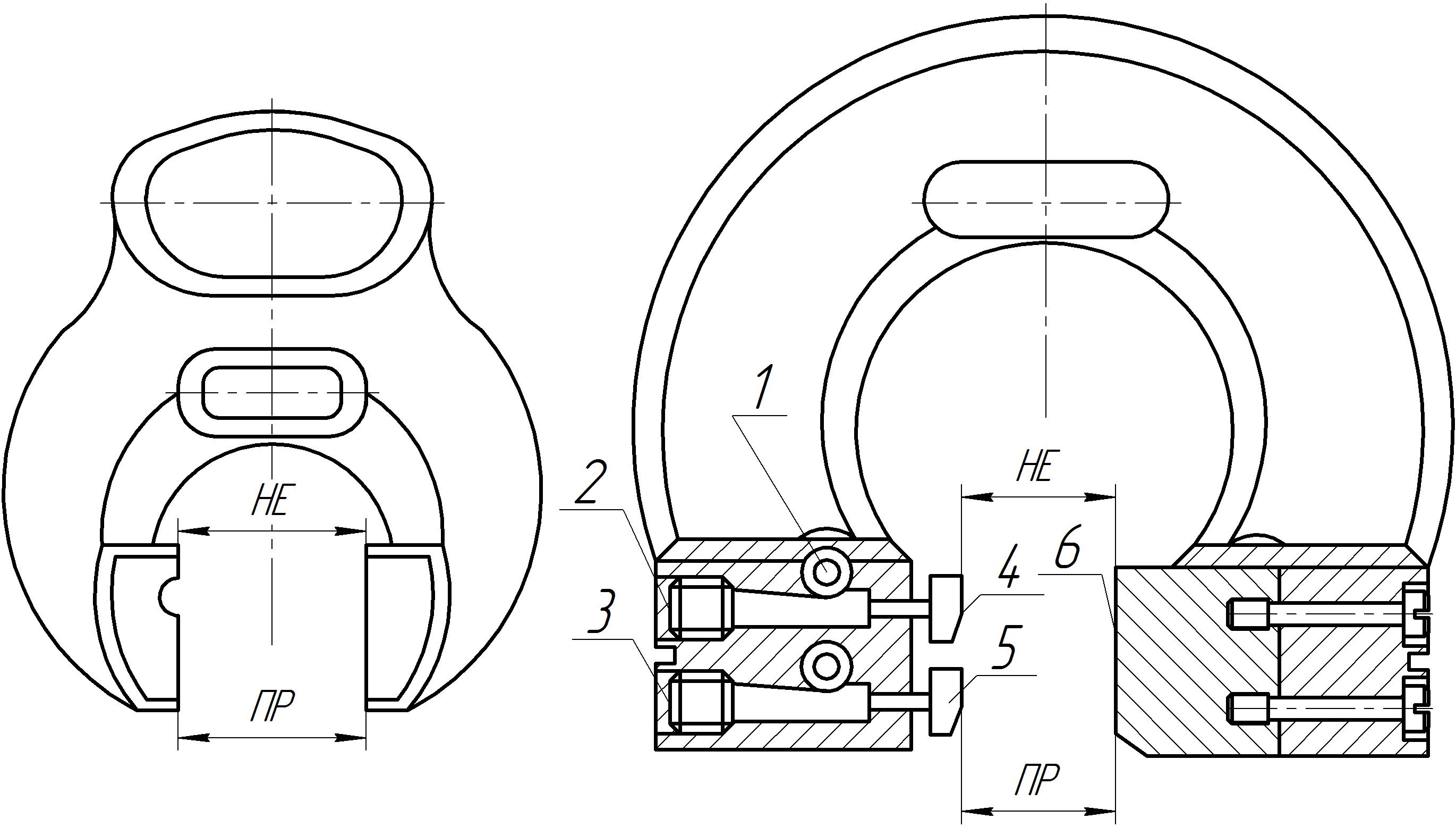
рис.27. Граничні скоби.
Вимірювання точних отворів можна проводити також за допомогою мікрометричних нутромірів.
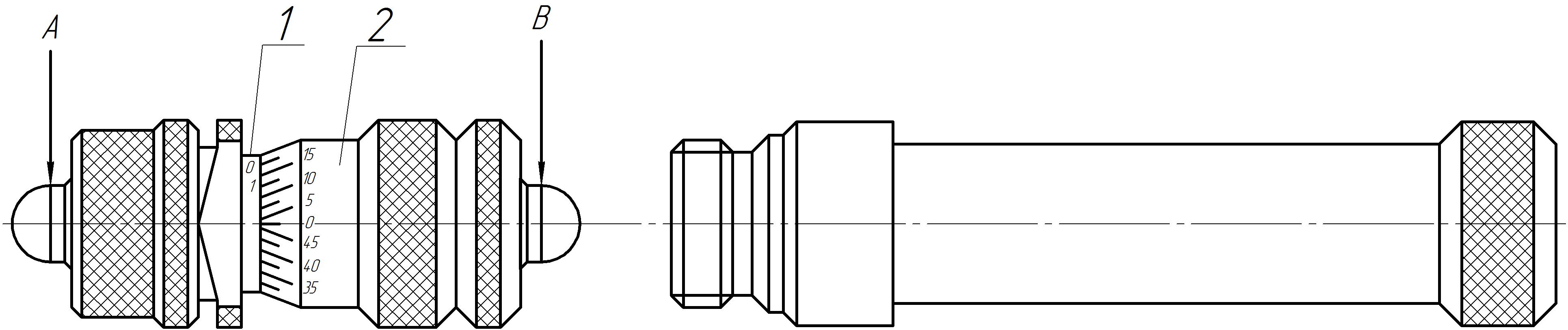
рис..28. Мікрометричний нутромір з допоміжним подовжувальним стержнем
Мікрометричний нутромір складається з стебла 1, яке має на одному кінці наконечник із сферичною поверхнею для вимірювання А. Переміщення гвинта яке відповідає його повним обертам, відраховується по шкалі стебла, а переміщення відповідне частинам оберту, по шкалі барабана 2 з сферичною вимірювальною поверхнею В, пов’язаною з мікрометричним гвинтом.
Для збільшення меж вимірювання мікрометричного нутроміру до кінця стебла можна приєднати подовжуванні стержні різної довжини.
Нутромір який ми розглядаємо має такий же мікрометричний гвинт як і мікрометр для зовнішніх вимірювань, тому з його допомогою можна проводити виміри з точністю до 0,01мм. Підрахунок розміру по мікрометричному нутроміру проводиться точно так як і при користуванні мікрометром.
Вимірюючи отвори мікрометричним нутроміром, необхідно уважно слідкувати за тим, щоб він був встановлений точно перпендикулярно до вісі вимірюваного отвору. Вимір необхідно проводити по двох взаємопенпердикулярних діаметрах.
Для перевірки діаметрів точних отворів у деталях, які виготовляються в умовах взаємозаміняємості, використовують різні граничні калібри-пробки, граничні штихмаси. Отвори невеликих діаметрів перевіряють граничними калібрами- пробками. При перевірці отворів великих діаметрів використовують так звані неповні граничні калібри
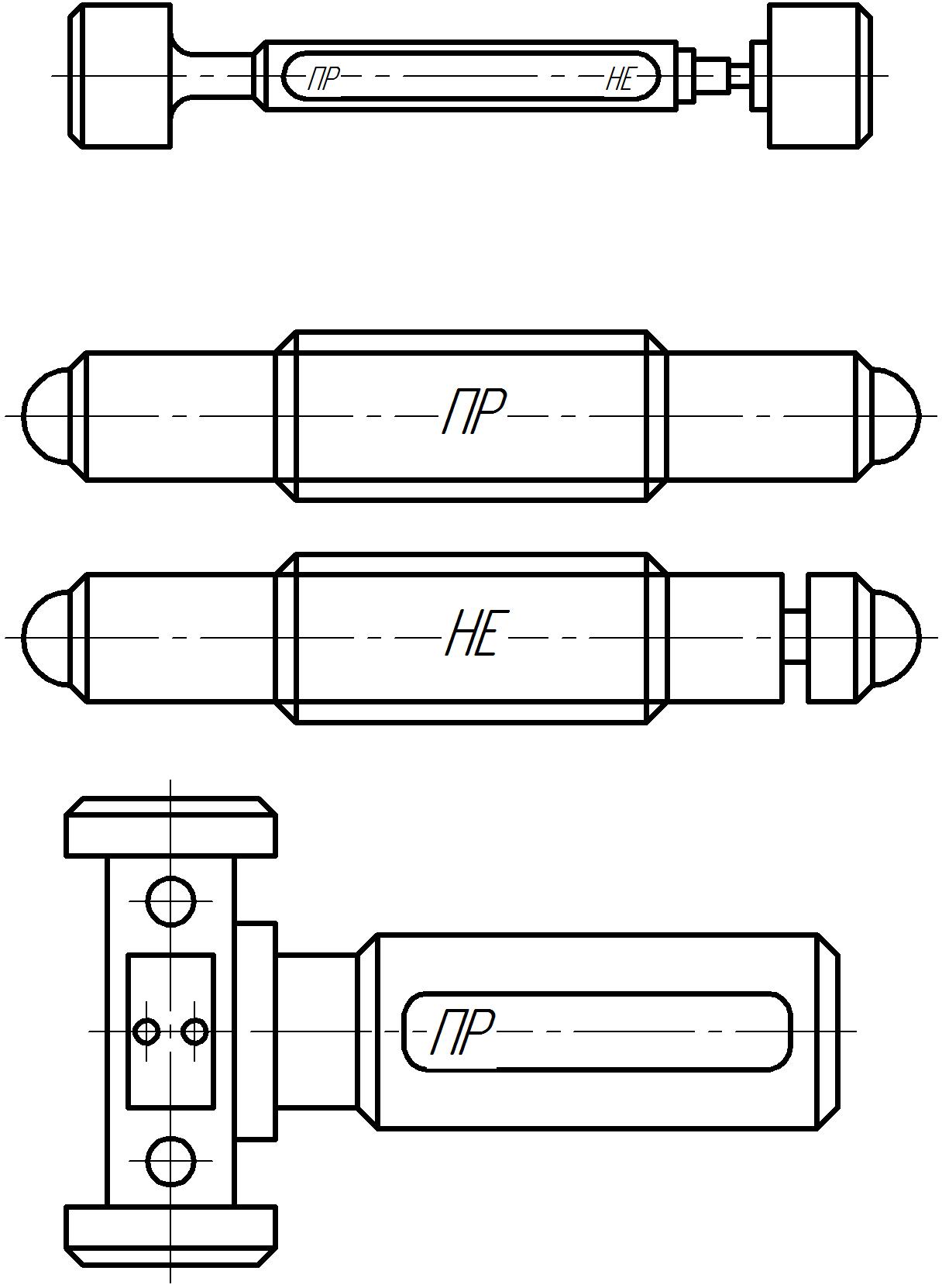
рис.29. Граничні калібри пробки.
чи граничні штихмаси, у яких один з інструментів роблять прохідним, а інший-непрохідний.