

Шарнирно-рычажные механизмы
Ш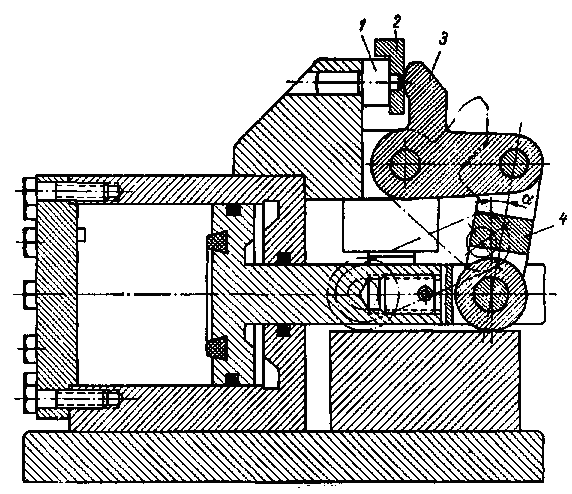 арнирно-рычажные
механизмы рекомендуются для повышения
усилия двигателя
от
3 до 7 раз. Большой выигрыш в силе они
обеспечивают при малых потерях на
трение. Так же, как рычажные, они не
обладают самотормозящим свойством.
арнирно-рычажные
механизмы рекомендуются для повышения
усилия двигателя
от
3 до 7 раз. Большой выигрыш в силе они
обеспечивают при малых потерях на
трение. Так же, как рычажные, они не
обладают самотормозящим свойством.
Эти механизмы незаменимы в тех случаях, когда требуется не только повысить усилие, но и далеко отвести зажимные кулачки.
На рисунке показано фрезерное приспособление с однорычажным шарнирным механизмом.
Рис. 15
Обрабатываемая деталь 2 устанавливается своим отверстием на посадочный палец 1. Зажим ее осуществляется Г-образным рычагом 3, работающим в паре с шарнирным звеном 4.
При обратном ходе поршня шток тянет за собой звено 4, которое откидывает рычаг 3, чем обеспечивает удобное положение для снятия и установки детали.
Недостатком шарнирных механизмов является то обстоятельство, что сила зажима у них непостоянна и резко меняется в зависимости от величины угла α наклона рычагов.
Для надежной работы механизма необходимо выполнить следующие условия: при закреплении полномерной детали угол α должен быть порядка 10°, а при зажиме детали с наименьшим размером - не менее 5°.
Малый запас рабочего хода зажимных звеньев позволяет применять этот механизм только для закрепления, деталей с обработанными поверхностями, разномерность по зажимному размеру которых не превышает 1 - 2 мм [3].
Цанговые патроны
Для крепления заготовок из калиброванного пруткового материала в условиях крупносерийного и массового производства широко применяются цанговые патроны.
К револьверным станкам и автоматам эти патроны в большинстве случаев поставляются заводами-изготовителями вместе со станком.
С применением в цехах пневматики цанговые патроны нашли не меньшее применение и на токарных станках, а так как каждое предприятие создавало свои конструкции, то за короткое время появилось большое количество патронов этого типа [3].
При выборе цанговых патронов для оснащения токарных станков необходимо учитывать, что и в условиях крупносерийного производства данный вид оборудования довольно часто переналаживается. Принимая во внимание это обстоятельство, следует для токарных «работ предпочесть патроны, которые могут быть быстро установлены и сняты и легко перестроены с одного размера на другой.
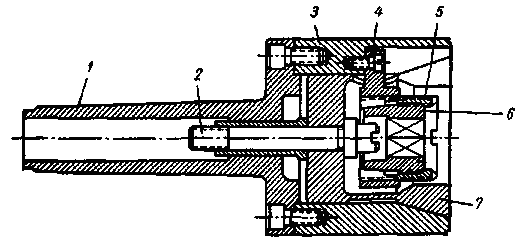
Рис. 16
На рис. 32 показан цанговый патрон. Он удобен тем, что устанавливается на шпинделе с помощью конусного хвостовика 1 и присоединяется к тяге пневматического цилиндра стержнем 2. Точно такое же присоединение имеют и разжимные токарные оправки, что облегчает переналадку станка.
Корпус патрона 3 расточен под сменную цангу 7 и имеет опорные площадки для крестовины 4 регулируемого упора.
Упор состоит из крестовины 4, имеющей три лапки (по числу прорезей в цанге), резьбовой втулки 5 и конусной пробки 6. Упор настраивается на требуемый размер ввертыванием втулки 5, положение которой стопорится путем завинчивания конусной пробки 6. В отдельных случаях вместо регулируемого упора могут быть применены специальные упоры, поддерживающие конец детали и дающие ей направление.
Сменные цанги выполняются с посадочным отверстием под размер обрабатываемой заготовки, а для деталей с небольшими размерами цанги имеют сменные вкладыши.