

1.3 Машина непрерывного литья заготовок и ее основное оборудование
Способ непрерывного литья заготовок, состоящий в непрерывной подаче жидкого металла в охлаждаемый кристаллизатор при непрерывном вытягивании затвердевающего слитка, получил широкое распространение.
Одноручьевая слябовая машина непрерывной разливки стали криволинейного типа была запущена в ноябре 2004 г. Слябовая МНЛЗ №2 установлена согласно проекту разработанного ОАО «Ленгипромез» /7/. Техническая характеристика МНЛЗ №2 представлена в таблице 3.
Конструкция слябовой МНЛЗ имеет шесть точек изгиба и четыре точки выпрямления, за счет чего осуществляется снижение деформации, возникающей при изгибе и выпрямлении непрерывно-литой заготовки.
Таблица 3 – Техническая характеристика МНЛЗ №2
Наименование |
Значение показателя |
Тип МНЛЗ |
1-ручьевая слябовая типа “вертикальная с изгибом” |
Радиус разливки, м |
10,5 |
Радиусы изгиба, мм |
R1=60000; R2=29000; R3=18000; R4=14000; R5=12000; R6=11000 |
Радиусы выпрямления, мм |
R7=10500; R8=12500; R9=16500; R10=33000 |
Максимальная скорость разливки, м/мин |
1,6 |
Скорость ввода затравки, м/мин |
4,0 |
Скорость вытягивания, м/мин |
0,25…2 |
Длина участка охлаждения, м |
30 |
Металлургическая длина машины, мм |
30305 |
Высота площадки разливки, м |
12,5 |
Время подготовки МНЛЗ к работе, мин |
55 |
Ширина заготовки, мм |
1200 |
Длина слябов, первичная, мм |
3900…5200 |
Длина слябов, вторичная, мм |
1300…2600 |
Установка оснащена резонансным кристаллизатором с гидравлическим приводом. Резонансный кристаллизатор представляет собой головную часть машины непрерывного литья заготовок. Используемый здесь кристаллизатор является резонансным кристаллизатором кассетной конструкции. С помощью данного резонансного кристаллизатора могут отливаться слябы шириной 1200 мм и толщиной 190 и 270 мм.
Промежуточный стенд резонансного кристаллизатора и роликовой секции под кристаллизатором, расположен на фундаменте машины непрерывного литья заготовок и служит для установки и позиционирования резонансного кристаллизатора, роликовой секции под кристаллизатором, держателей секций и привода качания.
Роликовая секция под кристаллизатором расположена внутри камеры охлаждения в промежуточном стенде под кристаллизатором и перед секцией №1. Она рассчитана на толщину слябов от 190 до 270 мм.
Роликовая проводка состоит из секций № 1 - 11 в криволинейной части и секций № 12 - 16 в прямолинейной части, которые расположены внутри камеры охлаждения. С целью максимального снижения растягивающего усилия на литую заготовку секции с 4 по 16 оснащены приводными роликами. С помощью этих роликов обеспечивается также транспортировка затравки через секции. В процессе разливки роликовые секции выполняет функции:
ведение головки затравки и затравки во время ввода и вывода затравки, а также заготовки во время разливки;
поддерживание корочки литой заготовки после выхода сляба из кристаллизатора или нижних роликов кристаллизатора чтобы предотвратить ее выпучивание
Затравка требуется в начале разливки, чтобы закрыть своей головкой кристаллизатор с нижней стороны. Для этого она вводится снизу с помощью приводов секций и проводится через секции до позиций снизу под кристаллизатором. Ввод в кристаллизатор осуществляется в толчковом режиме. После достижения позиции начала разливки в кристаллизаторе, головка затравки уплотняется в кристаллизаторе.
Устройство для отсоединения затравки имеет подъемное приспособление для отсоединения головки затравки от сляба. Оно расположено между последней секцией роликовой проводки и первым роликом рольганга.
С помощью газорезательной машины заготовка сначала режется на первичные слябы длиной от 3900 до 5200 мм. Резка осуществляется с помощью резаков, движущихся вместе со слябом, которые после разрезания сляба возвращаются в исходную позицию.
На рольганге вторичной порезки находятся два последовательно расположенных агрегата газовой резки, доставка слябов к каждому из которых осуществляется раздельно с помощью передаточного шлеппера. Такое расположение обеспечивает не только регулируемый процесс резки слябов, но и возможность накопления последующих слябов при сбоях на газорезательных машинах. С помощью вторичных газорезательных машин слябы могут быть разрезаны на длины от 1300 до 2600 мм.
После вторичной порезки слябы транспортируются дальше к оборудованию для снятия грата. Толкатель, опускающийся на сляб, проталкивает сляб через гратосниматель, который снимает грат с обеих кромок среза. Грат от огневой рези удаляется с помощью устройства для транспортировки грата, расположенного под гратоснимателем.
Маркировочное оборудование предназначено для маркировки слябов и расположено сбоку от столов – штабелеров (см. рисунок 3).
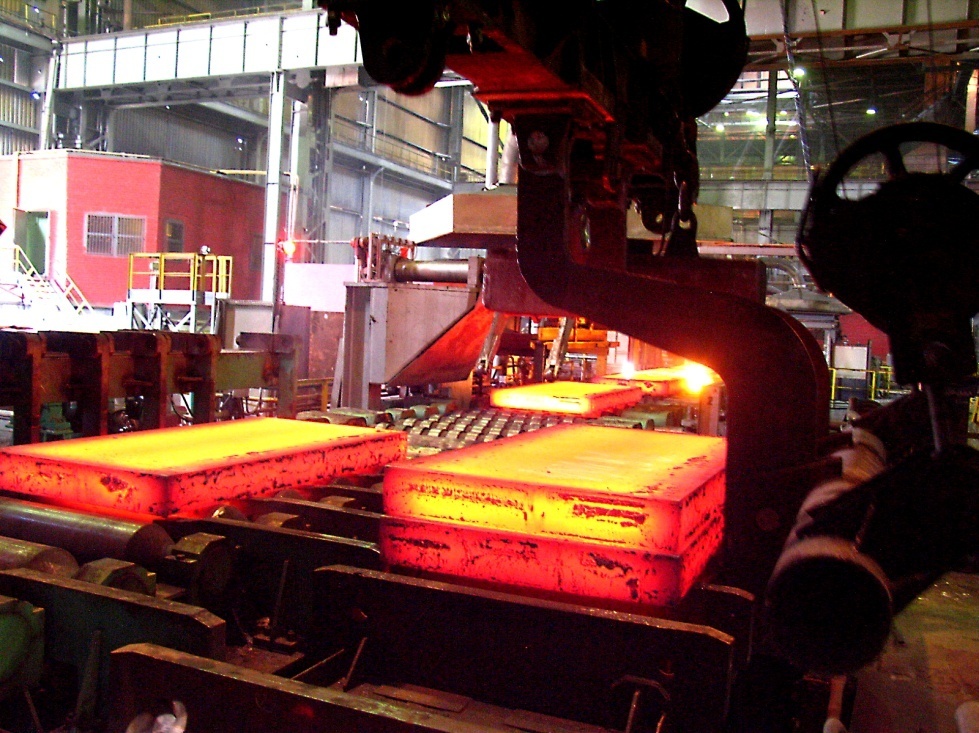
Рисунок 3 – Стол - штабелёр
Слябы вторичной порезки маркируются с торцевой стороны. Цифры или буквы набираются по отдельности и выбиваются на слябе с помощью колеса - клеймителя.