

27 Организация места и труда в учебных мастерских, лабораториях, кабинетах.
Положения об учебных мастерских общеобразовательной школы, технический трудУтверждено приказом Министерства просвещения от 28 июля 1986г. № 169 Общие положения 1. Количество мастерских, их разновидность и площади в каждой школе принимаются в зависимости от количества и наполняемости классов. 2. Учебные мастерские оснащаются станочным и другим оборудованием, инструментами, приспособлениями, учебно-наглядными пособиями, техническими средствами обучения. Оборудование, не предусмотренное Типовыми перечнями, в том числе самодельное, устанавливается в мастерских с разрешения технической инспекции труда профсоюзов, что оформляются соответствующими актами. 3. В учебных мастерских оборудуются рабочие места учащихся индивидуального и коллективного пользования, рабочее место учителя Планировка мастерских, размещения в них рабочих мест, оборудования и мебели должны обеспечивать благоприятные и безопасные условия для организации учебно-воспитательного процесса, возможность контроля за действиями каждого учащегося.4. Рабочее место учащегося для индивидуального пользования – верстак или специальный стол с откидным, приставным или выдвижным сиденьем. Конструкция верстака (стола) должна обеспечивать его переналадку в соответствии с ростом учащихся или позволять применять подставки для ног. Рабочее место укомплектовывается постоянно применяемыми инструментами и приспособлениями, которые размещаются в укладках различной конструкции. Количество рабочих мест в мастерских определяется наполняемостью классов с учетом деления 5 -9 классов на подгруппы в соответствии с установленными нормами: в городских школах с числом учащихся 25 и более человек 5. Рабочее место учителя в мастерской располагается на возвышении - подиуме размером (примерно) 3600 * 2000 * 200 мм. Оно оборудуется столом, классной доской, устройством для аварийного обесточивания рабочих мест учащихся. В зоне рабочего места учителя рекомендуется размещать шкафы – секции для хранения учебно-наглядных пособий и инструментов. 7. Каждая учебная мастерская оснащается умывальниками со щетками и мылом в количестве 20% от числа учащихся, а также электросушилками для рук (полотенцами). В специально отведенных местах размещаются емкости для отходов, стружки, мусора, обтирочных материалов. В комплект оборудования мастерских входит носилки, универсальная аптечка первой помощи, около аптечки указывается адрес и телефон ближайшего лечебного учреждения , а также противопожарные средства, включая углекислотный огнетушитель. 8.Помещения мастерских оформляются стендами, таблицами и плакатами постоянного пользования, в том числе по безопасности труда и производственной санитарии, материаловедению, профессиональной ориентации и другими. В мастерских организуются постоянно действующие выставки изделий, изготовленных учащимися. 9. При выполнении конкретных видов работ рабочие места учащихся обеспечиваются инструкциями по безопасности труда.10. К занятиям технического труда допускаются учащиеся прошедшие медицинский осмотр, с 5 – го класса, с наличием и пользованием индивидуальной специальной одежды (халат, фартук, нарукавники, берет). 13. Использование учебных мастерских, их оборудование в целях, не предусмотренных настоящим Положением, запрещается. 14. Помещения учебных мастерских должны быть светлыми, теплыми и сухими. 15. Полы мастерских (деревянные, цементные) должны быть теплыми, гладкими, нескользящими, непылящими и удобными для очистки. 16. В холодный период года влажность и температура воздуха в учебных мастерских должна быть в пределах нормы (16-18 град. темпер. и 30-5о% влаж). 17. Стены и потолки должны быть гладкими и покрыты красками; (для потолков и стен – эмульсионные; для полов, стен, панелей – масляные). 20. Учебные мастерские обеспечиваются медицинской аптечкой и противопожарными принадлежностями. 21.Окна и другие световые проемы запрещается загромождать изделиями, инструментом, материалами и другими предметами. 22. Стекла окон должны очищаться от пыли и грязи не менее двух раз в год. 23. При затемнении использовать искусственное общее или местное освещение (станочное оборудование). Искусственное освещение должно быть исправным и равномерно освещать все рабочие места учащихся. 24. Аварийное освещение необходимо для освещения выхода, необходимых аварийных проходов. 25. Учебные мастерские и вспомогательные помещения должны быть отапливываемыми и вентилируемыми. (естественная, механическая, смешанная). 28. Все учебное эксплуатируемое оборудование учебных мастерских должно быть в полной исправности и надежно закреплено. 29. Расположение оборудования (станков, верстаков, механизмов) должно соответствовать учебному процессу., нормам расстановки оборудования и условиям его работы. 35. Оборудование надлежит окрашивать в светлые тона одного цвета (зеленый, серый). Места, подлежащие ограждению, - в красный цвет, резко выделяющийся при снятом ограждении. 38. Пусковые приспособления должны обеспечивать быстроту и плавность включения с рабочего места, и лишены самопроизвольного включения оборудования. Вблизи рабочего места учителя должен быть рубильник (кнопка «стоп») отключения всего оборудования учебной мастерской. 39. Уборка стружек, обрезков, пыли, и грязи с оборудования производится только с помощью крючков, щеток – сметок и т.п. при выключенном оборудовании. Без применения данных приспособлений уборка запрещается. 41. Рабочее место учащегося должно быть организовано так, чтобы предупредить всякую возможность несчастного случая. 42. Рабочие места должны быть оборудованы специальными приспособлениями: тумбочками, выдвижными ящиками, шкафами, инструментальными полками или стеллажами для хранения инструмента, защитных очков, чертежей. Хранимые на стеллажах заготовки, инструмент и др. не должны выступать за пределы рабочей площади стеллажа. 44. Руководители учебных заведений, заведующие мастерскими, мастера, инструкторы и учителя трудового обучения обязаны: а) обеспечить учащихся исправным инструментом; б) следить за тем чтобы инструмент был правильно заточен, в) следить за правильным выполнением трудовых приемов. 46. Тиски на верстаках устанавливаются на расстоянии не менее 1 м между их осями, ширина верстака должна быть не менее 0,75м. Для защиты учащихся от отлетающих осколков должны быть установлены щиты ( из сетки с ячейками не более 3 мм) высотой не менее 1 м. 50.На хвостовики напильников, стамесок, долот, пил, отверток и др. должны быть прочно насажены ручки, стянутые металлическими кольцами, предотвращающими раскалывание. Длина ручек должна соответствовать размерам инструмента. Работа перечисленными инструментами без ручек или неисправными ручками запрещается. 57. Учебные мастерские должны быть полностью обеспечены средствами пожаротушения, пенными и углекислотными огнетушителями, сигналами и прочим оборудованием. 61. Хранение легковоспламеняющихся и огнеопасных материалов ( бензина, керосина, спирта, лака, масла и т.п.) должно производится в специальных помещениях, местах и устройствах, согласованных с пожарной инспекцией. 64.Электроустановки напряжением до 1000 В допускается применять в производственных помещениях при условии, что все электрооборудование имеет защищенное исполнение, не допускающее прикосновения к токоведущим частям. 65. Ремонт и производство работ с электроустановками выполняются лица прошедшие обучение и имеющие специальный допуск и квалификационную группу.
2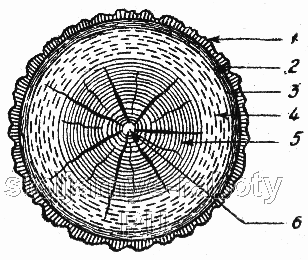
![]() 8
Древесина, как конструкционный материал.
Строение древесины. Изделия из древесины
и их графическое изображение. Сборка
изделий на гвоздях, шурупах, петлях и
клею. Конструирование изделий.
Технологическая документация. Древесина
как конструкционный материал. Первым
основным преимуществом древесины по
сравнению с другими конструкционными
материалами является постоянное
возобновление ее запасов. При создании
других конструкционных материалов
(стали, бетона, пластмассы и др.) расходуется
большое количество исходного сырья,
запасы которого не возобновляются, а
постоянно иссякают. Вторым преимуществом
древесины является малая плотность и
относительно высокие удельная прочность
и жесткость. Третьим преимуществом
древесины по сравнению с другими
конструкционными материалами является
более легкая обрабатываемость. Решающую
роль при выборе древесины для изготовления
многих изделий, конструкций играют
также ее малая тепло- и электропроводность,
высокая звукоизоляционность, биологическая
совместимость, высокие акустические
свойства, эстетичность, химическая
стойкость и т. д. Исследования
акустических свойств материалов
показали, что древесина является лучшим
и пока незаменимым для изготовления
дек музыкальных инструментов. Наличие
агрессивных сред в цехах химических
производств диктует необходимость
замены металлических и железобетонных
конструкций деревянными как более
устойчивыми в отношении химических
воздействий. Однако пороки, существенно
снижающие качество изделий, из древесины,
малые прочность и жесткость и направлениях,
перпендикулярных к волокнам, существенное
снижение механических характеристик
при увеличении влажности, ползучесть
даже при нормальной температуре порождают
в ряде случаев недоверие к древесине
как конструкционному материалу. Это
недоверие является большей частью
следствием относительно малой изученности
прочности и жесткости изделий из
древесины. Тщательные теоретические и
экспериментальные исследования этих
вопросов необходимы для выработки
рекомендаций рационального использования
древесины и изделиях и определения их
надежности и долговечности. Особое
внимание заслуживает использование
древесины в сочетании с другими
конструкционными материалами. В этом
случае можно использовать положительные
свойства древесины и компенсировать
ее недостатки. Применение различных
материалов (древесины, металла, пластмасс,
железобетона) в комплексе обеспечивает
наиболее эффективное использование
свойств, присущих каждому из них. Таким
образом, роль древесины как конструкционного
материала должна постоянно возрастать.1
— кора; 2 — луб; 3 — камбий; 4 — заболонь;
5 — ядро; 6 — сердцевина На поперечном
разрезе ствола (рисунок выше) показаны
его составные части. Кора состоит из
двух слоев: наружного, предохраняющего
растущее дерево от резких колебаний
температуры, и внутреннего — луба,
имеющего трубки, по которым движутся
питательные вещества от листьев или
хвои в камбиальный слой. Камбиальный
слой — мягкая сочная ткань, которая
получает из кроны дерева питательные
вещества для размножения своих клеток.
Основная масса новых клеток, выработанных
камбием, откладывается внутри ствола,
образуя самую ценную его часть —
древесину, и лишь незначительное
количество этих клеток идет на образование
коры. Таким образом, камбий является
жизненной артерией растущего дерева.
Возраст дерева легко определить
невооруженным глазом по количеству
годичных слоев на торцовом срезе комлевой
части ствола. Правда, не у всех пород
древесины ясно видны годичные слои.
Заболонь — наружная и наиболее
молодая по возрасту часть древесины,
по которой питательные вещества в виде
водных растворов солей движутся от
корней к ветвям, поэтому влажность
заболони свежесрубленного дерева всегда
выше, чем у следующего за ним слоя-ядра.
Ядро темнее заболони, с меньшей влажностью
и поэтому меньше подвержено гниению.
Сердцевина расположена в центре ствола
и проходит по всей его длине в виде
сердцевинной трубки диаметром до 0,5 см.
По качеству это самая худшая часть
древесины, состоящая из тонкостенных
клеток, которые образуют рыхлую ткань.
Все древесные породы разделяются на
хвойные и лиственные. К хвойным относятся
сосна, ель, лиственница, пихта и кедр, а
к лиственным — береза, дуб. бук, клен,
ясень, ольха, липа и др. Графическое
изображение древесины. Так штрихуют
детали на чертеже сделанные из древесины.
В деревообработке наиболее распространены
детали призматической формы и круглые
в поперечном сечении детали (имеющие
ось вращения), такие как цилиндры и
конусы. («Деталь» в переводе с французского
— «подробность».) Призматическую форму
имеют крышки столов и стульев, стенки
ящиков, бруски рамок. Цилиндрическую
или коническую форму имеют черенки для
лопат, ручки для киянок, совков и
напильников, круглые ножки столов и
стульев и другие изделия Многие из этих
изделий изготавливают и применяют и
школьных мастерских. Работу по изготовлению
и изделий начинают с выполнения эскизов,
технических рисунков и чертежей. Эскиз
является условным изображением детали,
выполненным от руки, но с обязательным
соблюдением пропорций элементов деталей.
Технический рисунок представляет собой
наглядное с трех сторон изображение
изделия. Технический рисунок является
первичной формой отражения творческих
идей при изготовлении изделия. Деталь
призматической формы на чертеже
изображают следующими видами: спереди,
сверху, слева (рис. 12). Вид спереди является
главным, так как дает наиболее полное
представление о детали. Под ним изображают
вид детали сверху, а с правой стороны
изображают вид детали слева. Размеры
детали вначале проставляют на главном
виде. И если их нельзя проставить на
этом виде, то недостающие размеры
проставляют на других видах. Основными
размерами детали являются ее габаритные
размеры: длина, ширина, высота
(толщина), а также размеры ее элементов
(отверстий, пазов, впадин) и их расположение
относительно сторон детали и между
собой. Многие изделия из древесины
состоят из соединенных между собой
нескольких деталей и представляют
сборочную единицу, например киянка,
стульчик, столик, полиса, откидной столик
(рис. 14). Изделие, состоящее из нескольких
деталей, изображают на сборочном чертеже.
Неподвижно крепят деревянные детали с
помощью гвоздей, шурупов, шипов, клея.
Подвижно, с взаимным перемещением,
соединены детали в мерной вилке, в
откидном столе, в рейсмусе.Соединение
деревянных деталей на гвоздях.
Изделия, к которым не предъявляются
высокие технические и эстетические
требования, собирают на гвоздях. Сборка
на гвоздях выполняется быстрее, чем
другие виды соединений. В зависимости
от назначения различают гвозди:
общестроительные, тарные, обойные,
кровельные, толевые, отделочные и др.
Форма поперечного сечения гвоздей
может быть круглой, треугольной и
квадратной. Более прочное соединение
дают гвозди с треугольным и квадратным
сечением, но их производство сложнее,
поэтому гвозди в основном изготавливают
из светлой низкоуглеродистой стальной
проволоки холодным штампованием.
Гвозди могут иметь плоскую, коническую,
полукруглую и фасонную головки. При
соединении деталей гвоздями следует
выполнять определённые правила.
Расположение осей гвоздей при соединении
элементов пластями и кромками должно
исключать раскалывания древесины или
появления трещин. Оси гвоздей
располагают так, чтобы: расстояние от
торца детали до оси гвоздя было не менее
15d (d - диаметр гвоздя); между осями гвоздей
вдоль волокон не менее 5d, поперёк волокон
- не менее 4d. Расположение и количество
гвоздей в соединении должны обеспечить
наибольшую эффективность скрепления.
Так, в угловом концевом соединении
минимум три гвоздя, в угловом срединном
минимум два гвоздя, при соединении
пластями или кромками оси гвоздей
располагают в шахматном порядке с
небольшим наклоном, гвозди вбитые в
торец забивают так, чтобы они пересекали
годичные слои. Сквозное соединение
более прочное, при этом гвозди загибают
с обратной стороны в виде скобки, вдоль
волокон. Для того чтобы скрыть головку
гвоздя, её расплющивают и забивают вдоль
волокон. Иногда используют тонкие гвозди
без головок в виде шпильки. Соединение
деревянных деталей на шурупах.
Шурупы обеспечивают более прочные и
плотные соединения по сравнению с
гвоздями. Шурупы применяют для соединения
деревянных деталей и для крепления
фурнитурных изделий (петли, ручки, замки
и т.п.). Шуруп представляет собой
стержень с винтовой нарезкой и заборным
конусом для лучшего ввинчивания в
древесину. В головке шурупа сделана
прорезь (шлиц) в виде прямого или
крестообразного углубления под отвёртку.
Шурупы выпускают с потайной, полупотайной,
полукруглой и шестигранной головкой.
Прочность соединения шурупами зависит
от плотности и влажности древесины,
направления волокон, размеров, количества
и расположения шурупов. Требования к
расположению шурупов такие же, как и у
гвоздей. В мягкую древесину шурупы
небольшого диаметра ввинчивают
отвёртками, предварительно наколов
центр шилом. При ввинчивании больших
шурупов в древесину твёрдых пород
предварительно высверливают отверстие
диаметром, равным примерно 0,7 диаметра
шурупа. Категорически запрещается
забивать шурупы. Склеивание древесины.
Склеивание - соединение древесины и
древесных материалов с помощью клеев.
Клей - вещество, обладающее свойством
при нанесении его на соединяемые
поверхности, при определённых условиях,
образовывать прочный слой, скрепляющий
эти поверхности. Технологический
процесс склеивания состоит из следующих
операций: Подготовка поверхностей
древесины. Подготовка клеевого раствора.
Нанесение клеевого раствора на склеиваемые
поверхности. Выдержка до прессования.
Прессование и выдержка под давлением.
Выдержка после склеивания. Прочность
соединения зависит от качества
приготовления клеевого раствора,
подготовки поверхностей и режимов
склеивания. Совокупность правил,
которые определяют, как и при каких
условиях осуществляется процесс
склеивания, называется режимом склеивания.
Температура склеиваемой древесины
должна быть в пределах 15-25° С, оптимальная
температура воздуха в помещении - 20-30°
С. Влажность древесины порядка
6-15%, а фанеры и шпона - до 5-9%, относительная
влажность в помещении не выше 65%. Сила
нажатия должна обеспечить оптимальную
толщину клеевого шва. Толщина
клеевого шва, наибольшая прочность
соединения достигается при толщине шва
0,08 - 0,15 мм. В начале склеиваемые
поверхности строгают рубанком, а затем
прифуговывают друг к другу фуганком. С
поверхности убирают древесную пыль,
засмолки, масленные пятна. Клей наносят
на обе склеиваемые поверхности обычными
кистями, равномерно намазывая клей по
всей поверхности. Перед сжатием
склеиваемые поверхности выдерживают
для пропитывания древесины клеем и
испарения влаги из раствора. Основы
конструирования изделий их древесины.
1) необходимо с учетом утилитарных,
технико-экономических и эстетических
требований, предъявляемых к ней;
2) везде, где это возможно и целесообразно,
применять стандартные изотропные
(древесностружечные и древесноволокнистые
плиты) или переклейные материалы
(столярные плиты, фанера); 3) составные
части склеенных из древесины элементов
нужно подбирать так, чтобы неизбежные
деформации (возникающее в радиальном
и тангенциальном направлениях) этих
элементов были наименьшими; 4) нужно
предусматривать работу входящих в
изделие деталей и узлов так, чтобы
неизбежно возникающие деформации
древесины могли происходить свободно;
Технологическая документация.
Правила оформления технологических
документов строго регламентированы.
Основным документом, определяющим
технологический процесс изготовления
детали, является маршрутная карта (МК).
В ней содержится описание технологического
процесса изготовления или ремонта
изделия по всем операциям в технологической
последовательности и приводятся данные
об оборудовании, технологической
оснастке, материальных и трудовых
нормативах. В единичном и мелкосерийном
производстве часто нет необходимости
в подробном описании технологического
процесса, достаточно установить только
последовательность технологических
операций. Для этих целей предусмотрена
упрощенная форма МК. Для работ одного
вида, выполняемых в одном цехе (например,
ковка, штамповка и т. д.), вместо маршрутной
карты предусмотрена в качестве основного
документа карта технологического
процесса (КТП). Для серийного и
массового производства, где необходимо
разрабатывать технологический процесс
более подробно, установлена операционная
карта (ОК). Она содержит описание
технологической операции с указанием
переходов, режимов обработки, данные
об инструментах, приспособлениях и
другой технологической оснастке.
аряду с указанными основными
технологическими документами при
изготовлении изделий используются
карты эскизов, технологические инструкции
и другая документация. Карты эскизов
содержат эскизы, схемы и таблицы,
необходимые для выполнения технологического
процесса, операции или перехода.
Технологические инструкции представляют
собой описания приемов работы или
процессов изготовления либо ремонта
изделия, правила эксплуатации средств
технологической оснастки и другие
указания, связанные с процессом
изготовления изделия. Строгое
соблюдение разработанной технологии
изготовления изделий называется
технологической дисциплиной. Она
обязательна для всех работников,
участвующих в технологическом процессе
изготовления изделия.
8
Древесина, как конструкционный материал.
Строение древесины. Изделия из древесины
и их графическое изображение. Сборка
изделий на гвоздях, шурупах, петлях и
клею. Конструирование изделий.
Технологическая документация. Древесина
как конструкционный материал. Первым
основным преимуществом древесины по
сравнению с другими конструкционными
материалами является постоянное
возобновление ее запасов. При создании
других конструкционных материалов
(стали, бетона, пластмассы и др.) расходуется
большое количество исходного сырья,
запасы которого не возобновляются, а
постоянно иссякают. Вторым преимуществом
древесины является малая плотность и
относительно высокие удельная прочность
и жесткость. Третьим преимуществом
древесины по сравнению с другими
конструкционными материалами является
более легкая обрабатываемость. Решающую
роль при выборе древесины для изготовления
многих изделий, конструкций играют
также ее малая тепло- и электропроводность,
высокая звукоизоляционность, биологическая
совместимость, высокие акустические
свойства, эстетичность, химическая
стойкость и т. д. Исследования
акустических свойств материалов
показали, что древесина является лучшим
и пока незаменимым для изготовления
дек музыкальных инструментов. Наличие
агрессивных сред в цехах химических
производств диктует необходимость
замены металлических и железобетонных
конструкций деревянными как более
устойчивыми в отношении химических
воздействий. Однако пороки, существенно
снижающие качество изделий, из древесины,
малые прочность и жесткость и направлениях,
перпендикулярных к волокнам, существенное
снижение механических характеристик
при увеличении влажности, ползучесть
даже при нормальной температуре порождают
в ряде случаев недоверие к древесине
как конструкционному материалу. Это
недоверие является большей частью
следствием относительно малой изученности
прочности и жесткости изделий из
древесины. Тщательные теоретические и
экспериментальные исследования этих
вопросов необходимы для выработки
рекомендаций рационального использования
древесины и изделиях и определения их
надежности и долговечности. Особое
внимание заслуживает использование
древесины в сочетании с другими
конструкционными материалами. В этом
случае можно использовать положительные
свойства древесины и компенсировать
ее недостатки. Применение различных
материалов (древесины, металла, пластмасс,
железобетона) в комплексе обеспечивает
наиболее эффективное использование
свойств, присущих каждому из них. Таким
образом, роль древесины как конструкционного
материала должна постоянно возрастать.1
— кора; 2 — луб; 3 — камбий; 4 — заболонь;
5 — ядро; 6 — сердцевина На поперечном
разрезе ствола (рисунок выше) показаны
его составные части. Кора состоит из
двух слоев: наружного, предохраняющего
растущее дерево от резких колебаний
температуры, и внутреннего — луба,
имеющего трубки, по которым движутся
питательные вещества от листьев или
хвои в камбиальный слой. Камбиальный
слой — мягкая сочная ткань, которая
получает из кроны дерева питательные
вещества для размножения своих клеток.
Основная масса новых клеток, выработанных
камбием, откладывается внутри ствола,
образуя самую ценную его часть —
древесину, и лишь незначительное
количество этих клеток идет на образование
коры. Таким образом, камбий является
жизненной артерией растущего дерева.
Возраст дерева легко определить
невооруженным глазом по количеству
годичных слоев на торцовом срезе комлевой
части ствола. Правда, не у всех пород
древесины ясно видны годичные слои.
Заболонь — наружная и наиболее
молодая по возрасту часть древесины,
по которой питательные вещества в виде
водных растворов солей движутся от
корней к ветвям, поэтому влажность
заболони свежесрубленного дерева всегда
выше, чем у следующего за ним слоя-ядра.
Ядро темнее заболони, с меньшей влажностью
и поэтому меньше подвержено гниению.
Сердцевина расположена в центре ствола
и проходит по всей его длине в виде
сердцевинной трубки диаметром до 0,5 см.
По качеству это самая худшая часть
древесины, состоящая из тонкостенных
клеток, которые образуют рыхлую ткань.
Все древесные породы разделяются на
хвойные и лиственные. К хвойным относятся
сосна, ель, лиственница, пихта и кедр, а
к лиственным — береза, дуб. бук, клен,
ясень, ольха, липа и др. Графическое
изображение древесины. Так штрихуют
детали на чертеже сделанные из древесины.
В деревообработке наиболее распространены
детали призматической формы и круглые
в поперечном сечении детали (имеющие
ось вращения), такие как цилиндры и
конусы. («Деталь» в переводе с французского
— «подробность».) Призматическую форму
имеют крышки столов и стульев, стенки
ящиков, бруски рамок. Цилиндрическую
или коническую форму имеют черенки для
лопат, ручки для киянок, совков и
напильников, круглые ножки столов и
стульев и другие изделия Многие из этих
изделий изготавливают и применяют и
школьных мастерских. Работу по изготовлению
и изделий начинают с выполнения эскизов,
технических рисунков и чертежей. Эскиз
является условным изображением детали,
выполненным от руки, но с обязательным
соблюдением пропорций элементов деталей.
Технический рисунок представляет собой
наглядное с трех сторон изображение
изделия. Технический рисунок является
первичной формой отражения творческих
идей при изготовлении изделия. Деталь
призматической формы на чертеже
изображают следующими видами: спереди,
сверху, слева (рис. 12). Вид спереди является
главным, так как дает наиболее полное
представление о детали. Под ним изображают
вид детали сверху, а с правой стороны
изображают вид детали слева. Размеры
детали вначале проставляют на главном
виде. И если их нельзя проставить на
этом виде, то недостающие размеры
проставляют на других видах. Основными
размерами детали являются ее габаритные
размеры: длина, ширина, высота
(толщина), а также размеры ее элементов
(отверстий, пазов, впадин) и их расположение
относительно сторон детали и между
собой. Многие изделия из древесины
состоят из соединенных между собой
нескольких деталей и представляют
сборочную единицу, например киянка,
стульчик, столик, полиса, откидной столик
(рис. 14). Изделие, состоящее из нескольких
деталей, изображают на сборочном чертеже.
Неподвижно крепят деревянные детали с
помощью гвоздей, шурупов, шипов, клея.
Подвижно, с взаимным перемещением,
соединены детали в мерной вилке, в
откидном столе, в рейсмусе.Соединение
деревянных деталей на гвоздях.
Изделия, к которым не предъявляются
высокие технические и эстетические
требования, собирают на гвоздях. Сборка
на гвоздях выполняется быстрее, чем
другие виды соединений. В зависимости
от назначения различают гвозди:
общестроительные, тарные, обойные,
кровельные, толевые, отделочные и др.
Форма поперечного сечения гвоздей
может быть круглой, треугольной и
квадратной. Более прочное соединение
дают гвозди с треугольным и квадратным
сечением, но их производство сложнее,
поэтому гвозди в основном изготавливают
из светлой низкоуглеродистой стальной
проволоки холодным штампованием.
Гвозди могут иметь плоскую, коническую,
полукруглую и фасонную головки. При
соединении деталей гвоздями следует
выполнять определённые правила.
Расположение осей гвоздей при соединении
элементов пластями и кромками должно
исключать раскалывания древесины или
появления трещин. Оси гвоздей
располагают так, чтобы: расстояние от
торца детали до оси гвоздя было не менее
15d (d - диаметр гвоздя); между осями гвоздей
вдоль волокон не менее 5d, поперёк волокон
- не менее 4d. Расположение и количество
гвоздей в соединении должны обеспечить
наибольшую эффективность скрепления.
Так, в угловом концевом соединении
минимум три гвоздя, в угловом срединном
минимум два гвоздя, при соединении
пластями или кромками оси гвоздей
располагают в шахматном порядке с
небольшим наклоном, гвозди вбитые в
торец забивают так, чтобы они пересекали
годичные слои. Сквозное соединение
более прочное, при этом гвозди загибают
с обратной стороны в виде скобки, вдоль
волокон. Для того чтобы скрыть головку
гвоздя, её расплющивают и забивают вдоль
волокон. Иногда используют тонкие гвозди
без головок в виде шпильки. Соединение
деревянных деталей на шурупах.
Шурупы обеспечивают более прочные и
плотные соединения по сравнению с
гвоздями. Шурупы применяют для соединения
деревянных деталей и для крепления
фурнитурных изделий (петли, ручки, замки
и т.п.). Шуруп представляет собой
стержень с винтовой нарезкой и заборным
конусом для лучшего ввинчивания в
древесину. В головке шурупа сделана
прорезь (шлиц) в виде прямого или
крестообразного углубления под отвёртку.
Шурупы выпускают с потайной, полупотайной,
полукруглой и шестигранной головкой.
Прочность соединения шурупами зависит
от плотности и влажности древесины,
направления волокон, размеров, количества
и расположения шурупов. Требования к
расположению шурупов такие же, как и у
гвоздей. В мягкую древесину шурупы
небольшого диаметра ввинчивают
отвёртками, предварительно наколов
центр шилом. При ввинчивании больших
шурупов в древесину твёрдых пород
предварительно высверливают отверстие
диаметром, равным примерно 0,7 диаметра
шурупа. Категорически запрещается
забивать шурупы. Склеивание древесины.
Склеивание - соединение древесины и
древесных материалов с помощью клеев.
Клей - вещество, обладающее свойством
при нанесении его на соединяемые
поверхности, при определённых условиях,
образовывать прочный слой, скрепляющий
эти поверхности. Технологический
процесс склеивания состоит из следующих
операций: Подготовка поверхностей
древесины. Подготовка клеевого раствора.
Нанесение клеевого раствора на склеиваемые
поверхности. Выдержка до прессования.
Прессование и выдержка под давлением.
Выдержка после склеивания. Прочность
соединения зависит от качества
приготовления клеевого раствора,
подготовки поверхностей и режимов
склеивания. Совокупность правил,
которые определяют, как и при каких
условиях осуществляется процесс
склеивания, называется режимом склеивания.
Температура склеиваемой древесины
должна быть в пределах 15-25° С, оптимальная
температура воздуха в помещении - 20-30°
С. Влажность древесины порядка
6-15%, а фанеры и шпона - до 5-9%, относительная
влажность в помещении не выше 65%. Сила
нажатия должна обеспечить оптимальную
толщину клеевого шва. Толщина
клеевого шва, наибольшая прочность
соединения достигается при толщине шва
0,08 - 0,15 мм. В начале склеиваемые
поверхности строгают рубанком, а затем
прифуговывают друг к другу фуганком. С
поверхности убирают древесную пыль,
засмолки, масленные пятна. Клей наносят
на обе склеиваемые поверхности обычными
кистями, равномерно намазывая клей по
всей поверхности. Перед сжатием
склеиваемые поверхности выдерживают
для пропитывания древесины клеем и
испарения влаги из раствора. Основы
конструирования изделий их древесины.
1) необходимо с учетом утилитарных,
технико-экономических и эстетических
требований, предъявляемых к ней;
2) везде, где это возможно и целесообразно,
применять стандартные изотропные
(древесностружечные и древесноволокнистые
плиты) или переклейные материалы
(столярные плиты, фанера); 3) составные
части склеенных из древесины элементов
нужно подбирать так, чтобы неизбежные
деформации (возникающее в радиальном
и тангенциальном направлениях) этих
элементов были наименьшими; 4) нужно
предусматривать работу входящих в
изделие деталей и узлов так, чтобы
неизбежно возникающие деформации
древесины могли происходить свободно;
Технологическая документация.
Правила оформления технологических
документов строго регламентированы.
Основным документом, определяющим
технологический процесс изготовления
детали, является маршрутная карта (МК).
В ней содержится описание технологического
процесса изготовления или ремонта
изделия по всем операциям в технологической
последовательности и приводятся данные
об оборудовании, технологической
оснастке, материальных и трудовых
нормативах. В единичном и мелкосерийном
производстве часто нет необходимости
в подробном описании технологического
процесса, достаточно установить только
последовательность технологических
операций. Для этих целей предусмотрена
упрощенная форма МК. Для работ одного
вида, выполняемых в одном цехе (например,
ковка, штамповка и т. д.), вместо маршрутной
карты предусмотрена в качестве основного
документа карта технологического
процесса (КТП). Для серийного и
массового производства, где необходимо
разрабатывать технологический процесс
более подробно, установлена операционная
карта (ОК). Она содержит описание
технологической операции с указанием
переходов, режимов обработки, данные
об инструментах, приспособлениях и
другой технологической оснастке.
аряду с указанными основными
технологическими документами при
изготовлении изделий используются
карты эскизов, технологические инструкции
и другая документация. Карты эскизов
содержат эскизы, схемы и таблицы,
необходимые для выполнения технологического
процесса, операции или перехода.
Технологические инструкции представляют
собой описания приемов работы или
процессов изготовления либо ремонта
изделия, правила эксплуатации средств
технологической оснастки и другие
указания, связанные с процессом
изготовления изделия. Строгое
соблюдение разработанной технологии
изготовления изделий называется
технологической дисциплиной. Она
обязательна для всех работников,
участвующих в технологическом процессе
изготовления изделия.