

3. Электрическая эрозия электродов
Электрическая эрозия электродов определяется процессами, происходящими на границах между каналом разряда, с одной стороны, и анодом или катодом, с другой. Заряд в столбе переносится в основном электронами, поэтому ток разряда должен примерно равняться току электронов, выходящих с катода. Поскольку при ЭЭО разряд самостоятельный, то он сам для себя создает условия, необходимые для получения потока электронов с катода.
Эмиссия электронов с катода и поступление энергии на катод. Заметная термоэлектронная эмиссия возможна лишь для угольного и вольфрамового катодов, высокая температура испареия или плавления которых обеспечивает большое значение плотности электронного тока jт.э - около 109 А/м2. Электроны, преодолев потенциальный барьер, равный работе выхода вых.кат (Величины фвых приводятся в справочниках, в среднем вых. от 4 до 5 эВ.) и, вылетев с горячего катода, уносят с собой энергию, и тем самым с единицы поверхности отводится тепловая мощность jт.эвых.кат.
Удаление электронов с нагретого катода
при наложении электрического
поля Екат
называется термоавтоэлектронной
эмиссией. Поле сжимает облако
пространственного заряда электронов
и тем самым снижает
работу выхода на величину
![]() ,
где 0
- электрическая постоянная. Например,
при температуре катода кат
= 3000 К и Екат
= 108
В/м плотность тока jт.а.э
увеличивается примерно в 300 ... 400 раз
по сравнению с термоэлектронной эмиссией.
Термоавтоэлектронная эмиссия меньше
охлаждает катод, c единицы
поверхности которого уносится мощность,
равная jт.а.э
(вых.кат
-
,
где 0
- электрическая постоянная. Например,
при температуре катода кат
= 3000 К и Екат
= 108
В/м плотность тока jт.а.э
увеличивается примерно в 300 ... 400 раз
по сравнению с термоэлектронной эмиссией.
Термоавтоэлектронная эмиссия меньше
охлаждает катод, c единицы
поверхности которого уносится мощность,
равная jт.а.э
(вых.кат
-
![]() ).
).
При очень большом значении напряженности внешнего поля (109 В/м) уменьшается не только высота потенциального барьера, 10 и его толщина, что делает возможным тоннельный переход электронов из металла в окружающую среду. При такой автоэлект р о н н ой эмиссии электрону не сообщается работа выхода, охлаждения катода не наблюдается, плотность тока высокая. Часто происходят быстрые местные перемещения по катоду зоны термоавтоэлектронной или автоэлектронной эмиссии (катод с бегающим пятном).
Еще один возможный механизм ввода электронов в канал - это перезарядка положительных ионов у поверхности испаряющегося катода. Влетая в столб канала (из прикатодной зоны), атомы ионизуются здесь электронами, а под действием поля возникающие ионы движутся обратно на катод, на поверхности которого соединяются с электродами и снова превращаются в атомы, совершая затем много раз тот же самый цикл. Появление ионов у катода означает введение положительных зарядов в облако электронов, что способствует снижению высоты потенциального барьера и увеличению эмиссии всех видов.
Протекание разряда сопровождается поступлением потока энергии на ту часть катода (пятно), которая граничит с каналом. Этот поток слагается из следующих составляющих.
1. Кинетическая энергия ионов, приобретаемая при их ускорении напряжением икат (катодное падение потенциала), т. е. при движении из столба на катод. При ударе о катод ион выделяет энергию еuкат, а ток ионов на единице поверхности передает мощномсть, равную jионuкат = ионjкатuкат, где ион = jион/jкат – доля ионного тока, jион и jкат - плотности ионного тока и полного тока на катоде.
2. Потенциальная энергия ионов, которые, разряжаясь, отдают катоду энергию ионизации ион, а отходя от него и виде атома, уносят с собой энергию, равную работе выхода электрона. Ионный ток передает единичной поверхности катода мощность
3. Те п л о в а я э н е р г и я н е й тральных частиц плазмы с температурой к, отдающей мощность Рт на единичной площадке l,5kкnпов, где nпов - количество частиц, сталкивающихся с катодом на единице поверхности за 1 с, ппов пропорциональна давлению и канале разряда.
Потери энергии с поверхности катодного пятна объясняются эмиссией электронов, в общем случае мощность потерь с единичной площадки составит jкат(1 - ион) (вых.кат - .
Таким образом, на поверхность катода, поступает тепловой поток с удельной мощностью в Дж/(м2с)
qкат = jкат [ион (uкат + ион) - (вых.кат - (26)
Из уравнения (26) следует, что как износ катода-инструмента (на прямой полярности), так и съем с катода-заготовки (на обратной полярности) могут быть объяснены только наличием ионного тока и мощности Pт. В процессе ЭЭО устанавливаются такие значения величин ион, uкат и Eкaт, которые обеспечивают условия для самостоятельного разряда, т. е. создания необходимого потока электронов с катода.
Для увеличения qкат на катоде-заготовке требуется создать большое внешнее поле для автоэлектронной или термоавтоэлектронной эмиссии. Напротив, для снижения данного потока (на инструменте) необходим режим термоэлектронной эмиссии без заметного внешнего поля, а для катода следует применить тугоплавкий материал с большой работой выхода электрона.
Поступление энергии на анод. Электроны, ускоряясь в области анодного падения потенциала ит, из столба переходят в анод, который при определенных условиях может испускать также и положительные ионы, входящие в канал разряда. На анодное пятно, граничащее с каналом, поступает поток энергии, слагаемой из таких составляющих.
1. Кинетическая энергия еиан электрона, накопившего ее при ускорении в анодной области, на границах которой имеется напряжение иан. На единичную площадку анодного пятна благодаря этому приходится мощность, равная jан(1 - ион) uан (jан - плотность анодного тока).
Энергия, равная работе выхода электрона из анода вых.ан, что соответствует мощности на единичной поверхности jан(1 - ион) вых.ан
Тепловая энергия горячих нейтральных частиц, соответствующая мощности на единице поверхности Рт.
Т е п л о в а я и кинетическая энергия паров, вылетевших с катода. Установлено, что передаваемая ими удельная мощность Рпар растет с повышением температуры плавления материала катода и скорости пара, а также при сужении промежутка и уменьшении плотности вещества канала.
Удельные потери энергии на аноде равны jионвых.ион , где jион - плотность ионного тока; вых.ион - работа выхода положительных ионов, которая равна исп + ион – (вых.ан - (исп - энергия в эВ, достаточная для «испарения» одного атома; Еан - напряженность поля у анода).
В итоге удельный т е п л о в о й поток на аноде
qан
= jан[uан
+(вых.ан
-
![]() ]
- jанион[исп
+ ион
– (вых.ан
-
]
+Рт +Рнар
(27)
]
- jанион[исп
+ ион
– (вых.ан
-
]
+Рт +Рнар
(27)
В настоящее время отсутствуют надежные данные как теоретические, так и экспериментальные относительно свойств электродных процессов, в частности, о плотности теплового потока, также для реальных условий ЭЭО точно неизвестны uкат, uан, Eкат, Eан, j и ион.
С увеличением длительности импульса меняется роль отдельных слагаемых в формулах (26), (27) и, в частности, падает тепловая мощность, отдаваемая горячими частицами (уменьшается давление в канале), и снижается плотность тока вследствие расширения канала.
При очень коротких разрядах (10-7 с) ионы можно считать «холодными», поэтому вблизи электродов не успевают образоваться объемные заряды ионов, ускоряющее электрическое поле не появляется, а ионная составляющая тока мала. Оба электрода разогре-ваются нейтральными частицами плазмы, с катода возникает эмиссия, скорее всего, термо- или автоэлектронного типа, а на анод энергия передается электронами. Энергия преимущественно поступает на анод, в качестве которого следует использовать заготовку (прямая полярность). Вследствие небольших размеров канала разряда велики удельные потоки теплоты на анод, вещество которого преимущественно испаряется. Поскольку плотность вещества канала высокая, а испарение начинается с некоторой задержкой, требуемой для нагревания до температуры кипения, то передача энергии паровыми струями незначительна.
С ростом длительности разряда 10-6... 10-5 с) заметно падают плотность вещества и давление в канале, увеличивается электропроводность плазмы, а ионы «нагреваются». Поступающая теплота своевременно не успевает отводиться в глубь электрода, его вещество испаряется. Найдено, что скорость паровых струй (иногда называемых факелами) с катода - около 2000, с анода - 200 м/с. При коротких импульсах, когда зазор обычно мал, доля эрозии анода от катодного факела может быть достаточно заметной. Подобное взаимовлияние электродов особенность ЭЭО на коротких импульсах (в электроискровом режиме), обмен энергиями паровых струй приводит к некоторому выравниванию тепловых, потоков на аноде и катоде.
Чем выше длительность импульса, тем большую роль в распределении потоков па электродах играют ионы. Растет доля энергии, отдаваемая ионами катоду, особенно, если его вещество не тугоплавкое (например, сталь), а термоэлектронная эмиссия и, следовательно, охлаждение катода отсутствует. Благодаря ионному току па катоде нейтрализуется отрицательный объемный заряд электронов, что создает предпосылки для термоавтоэлектроннои и, быть может, автоэлектронной эмиссий.
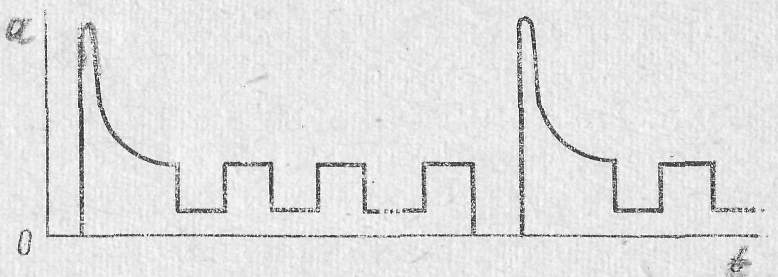
Кроме этого, при ЭЭО в органических жидкостях с ростом длительности импульса наблюдаются поверхностные химические реакции, в результате которых вокруг электродного пятна на аноде из газового пузыря осаждается защитная углеродная пленка. Оптимальные условия для этого создаются в частности при использовании так называемых гребенчатых импульсов напряжения и (рис. 1).
«Гнездование» последовательных разрядов, происходящих вблизи один от другого, позволяет нагреть большой участок поверхности электрода до температуры, обеспечивающей достаточную скорость осаждения.
Описанное явление вместе с перераспределением теплового потока на электроды приводит к тому, что эрозия анода становится меньше, чем катода и, например, при ЭЭО стали в масле на длинных импульсах (в электроимпульсном режиме) следует применить обратную полярность. Подбор электрического режима позволяет резко снизить износ анода-инструмента при высокой производительности. Разумеется, при ЭЭО в воде защитной пленки на ЭИ не возникает.
Другая особенность ЭЭО на длинных импульсах - падение удельных тепловых потоков, что объясняется большими размерами канала. Поэтому тепловые явления на электродах протекают менее интенсивно, в основном наблюдается плавление электродов, что ослабляет их взаимодействие паровыми струями.
В любом случае в течение разряда на поверхности анода и катода поступают некоторые количества теплоты Аан и Акат, которые представляют интегралы по времени и площади действия удельных потоков qан и qкат - Величины Aан и Aкат задаются энергией самого разряда Aи и соответствующими коэффициентами распределения ан и кат:
Ааи = анАи , Акат = катАи.
Указанные коэффициенты зависят от условий ЭЭО и теоретически пока не рассчитываются; в первом приближении ан кат 0,4
Энергиям Аан и Акат соответствуют усредненные по времени удельные тепловые потоки к поверхностям электродов qан и qкат:
qан = Аан/r2к.сри (28)
qкат = Акат/r2к.сри (29)
где rк.ср - средний радиус канала разряда за время и. Удельные потоки теплоты в конечном счете связаны с напряжением и током разряда, и при обработке на длинных импульсах можно принять, что u Uд, а qан ~ Imax, qкат ~ Imax.
Тепловые задачи для электродов. Для изучения тепловых процессов не представляет никакого интереса происхождение тепловых потоков. Для обоих электродов одинаковы способы решения так называемой тепловой задачи, которая сводится к отысканию распределения температуры в окрестности электродного пятна, где поверхностные «и с т о ч н и к и» вводят теплоту (qaн или qкат) из канала разряда в материал электрода.
В поверхностном слое могут возникать также объемные «источники» теплоты, точнее джоудевой теплоты, которая выделяется в электроде при большой местной плотности тока jэл, растекающегося в глубь пятна. Если обозначить эл удельную электропроводность материала электрода, то в единице объема мощность подобного «источника» qоб = j2эл/эл особенно большая, когда велика плотность тока например, в начале разряда или на тех катодах, где возникают мелкие электродные пятна. Для материалов с высоким электрическим сопротивлением (типа графита) учитывают объемный нагрев, но для электропроводных веществ (к примеру, медь) им пренебрегают.
Тепловые задачи формулируют в виде уравнения теплопроводности, численное решение которого не вызывает препятствий даже в самом общем случае. Однако для ЭЭО затруднения возникают в связи с неопределенностью исходных данных: неточно известны тепловые потоки, начальная конфигурация рассматриваемой поверхности электрода, тип теплового источника и пр. Для получения инженерных решений тепловую задачу упрощают, принимая тепловой источник стационарным, а свойства вещества - не зависящими от температуры. Средний по времени и по поверхности удельный поток оценивают по ,соотношениям типа (28), (29). Для простоты обычно рассматривают распространение теплоты только вдоль координаты z (рис. 11), перпендикулярной плоской поверхности электрода 1.

Распределение температуры подчиняется уравнению теплопроводности
![]()
где эл - плотность вещества электрода; т - коэффициент теплопроводности; ст - теплоемкость, иногда заменяемая условной (приведенной) теплоемкостью, учитывающей плавление вещества.
Испарение вещества электрода определяется теплотой фазового превращения Lисп необходимой для испарения материала и связанной с точкой кипения исп.
Lисп 8,8104исп /Мэл (31)
где Мэл - средняя относительная молекулярная масса вещества.
Известно, что как исп так и Lисп растут с повышением давления.
В первом приближении в выражении (30) учитывают только поверхностный источник удельной мощности qэл (qкат или qан). (Действие объемных источников, например, может быть представлено равносильными дополнительными поверхностными источниками.)
Полагая, что на поверхности температура равна исп (граничное условие 1-го рода), найдем удельный тепловой поток в глубину электрода
![]()
Когда qэл > qотв, то вещество перегревается, и происходит взрывное испарение, которое начинается с момента tиcп после подачи тепловою потока
tисп > тстэл2исп(q2эл) (32)
Глубину лунки hл из которой за время действия потока (т. е. за длительность разряда и) вещество испарилось, можно найти согласно закону сохранения энергии: удельная теплота qэли, поступающая в течение разряда, расходуется на нагревание материала до температуры кипения, переход в парообразное состояние, сообщение пару кинетической энергии, а также теплоотвод в глубь электрода. Следовательно,
![]() (33)
(33)
где vп - скорость паровой струи.
Как следует из выражения (32), вещество испаряется при мощных тепловых потоках, т. е. при коротких разрядах, длительностью 10-7 ... 10-5 с. Для снижения износа катода-инструмента (т. е. для уменьшения глубины каждой лунки) его изготавливают из электропроводного материала с высокими значениями точки кипения, теплоемкости, теплоты фазового превращения и теплопроводности (например, медь). Подобные режимы ЭЭО - энергоемки.
Быстрый ввод большого количества теплоты может вызвать неравномерное тепловое расширение материала электродов и, в конце концов, создать силы, отрывающие твердые частицы от электрода (особенно из хрупкого материала), а также образовать трещины в поверхностном слое детали.
Взаимообмен энергиями паровых струй приводит к зависимости эрозии данного электрода от свойств материала противоположного электрода и к некоторому выравниванию qкат и qaн. Приняв qэл = qан = qкат, можно по формуле (33) найти отношение глубин лунок на аноде и катоде hл.ан/hл.кат, которое характеризует относительную эрозионную стойкость данной пары электродов; при правильном выборе материала инструмента и режима обработки это отношение на прямой полярности должно быть больше 1.
Процесс плавления поверхностного слоя электрода в том случае, если тепловой поток не вызывает взрывного испарения, может иметь два предельных режима: 1) во время разряда плавится .поверхностный слой электрода глубиной hл и весь жидкий металл из лунки выбрасывается сразу после прекращения импульса; 2) расплав удаляется непрерывно, и тепловой поток действует на постоянно обнажающийся твердый материал электрода.
В первом случае, пренебрегая испарением, вещества полагают, что на границе расплава и твердого материала температура равна точке плавления 0ПЛ. Решая уравнение (30), получают
hл = qэли/(2Нр эл) - Пр/(2Нрqэлэл) (34)
где Нр - энтальпия расплава, для начальной температуры электрода о и. при теплоте плавления, равной Lпл, Нр = ст(пл - о)+ Lпл; П - так называемый критерий Л. С, Палатника
П = стэлт2пл (35)
Глубина лунки определяется свойствами материала заготовки, и совокупности отражаемыми величиной П, которая в известной мере характеризует эрозионную (точнее тепловую) стойкость материала.
Легко получить решение и для второго предельного режима, считая, что источник теплоты движется вместе с границей расплава. Из закона сохранения энергии следует
hл = qэли/{эл[cт (пл - о) + Lпл + 0,5v2р]} (36)
где vр - скорость разлета частиц расплава (несколько сотен м/с).
Рассмотренные выше случаи идеализированные. Комбинируя в соответствующих пропорциях механизмы одновременного и непрерывного удаления материала из лунки и парообразное и жидкое состояния выбрасываемого вещества, можно представить любой реальный режим эрозии. Из них самый энергоемкий - режим испарения, плавление с непрерывным выбросом расплава - наиболее выгодный энергетически вид эрозии.
При неизменной тепловой энергии на единицу поверхности qэли = const глубина лунки hл оказывается наибольшей для определенного потока qэл. Удельный поток qэл обеспечивающий максимальную величину hл, должен быть оптимальным, чтобы избежать преобладания двух явлений, снижающих hл. Первое - значительный перегрев и испарение поверхностного слоя, что наблюдается при высоком значении qэл (и малой длительности импульса и). Втрое - отвод теплоты в глубь электрода, что происходит, когда qэл мал, а и велико. При некоторых допущениях условие qэли = const соответствует постоянству энергии разрядов Аи, значит, если поддерживать неизменной Аи, то при определенной длительности импульса и глубина лунки hл (и производительность) окажется наибольшей (рис. 12).

Если для хрупкого скола или испарения причины выброса материала из лунки более или менее ясны, то иначе обстоит дело при плавлении: ведь переход в жидкое состояние еще не означает отделения расплава от заготовки. Выброс расплава из лупки производится механической силой, для объяснения происхождения которой известно несколько гипотез. В одной из них предположено, что металл из лупки выбрасывается, когда давление рп в газовом пузыре минимально: при быстром падении рп для нового значения давления расплав оказывается перегретым (температура испарения падает) и в нем образуются очаги бурного кипения. Расчетами обоснована также гипотеза, согласно которой сила, выбрасывающая расплав, может порождаться отдачей паровой струи.
Среди застывших частиц много полых. Средний радиус rч частиц, вылетевших из лунки, зависит от поверхностного натяжения и вязкости расплава, а также от величины и времени действия теплового потока.

Распределение частиц Nч по радиусам rч асимметричное (рис. 13), максимум смещен в сторону меньших размеров; с ростом энергии разряда (Аи">Аи') увеличивается средний радиус, и r"ч.ср > r’ч.ср.
В условиях ЭЭО возникают тепловые задачи и более сложного вида, в том числе и для ЭИ, покрытого тонким защитным слоем углерода (пирографита). Этот слой (толщиной около 30 мкм) повышает стойкость медного ЭИ в 20 и более раз, потому что, во-первых, сам углерод обладает высокой температурой испарения, а во-вторых, металлическая подложка с большой теплопроводностью быстро отводит теплоту от защитного слоя в глубину ЭИ.
Тепловые процессы на электродах определяют производительность, износ инструмента и качество поверхности детали.
Диаметр лунки dл несколько больше диаметра электродного пятна, но в первом приближении может считаться равным диаметру канала в конце разряда, т. е. dл ~ и1/2. С ростом длительности импульса увеличивается dл; он становится в 5 ... 30 раз больше глубины лунки. Часто считают, что средняя лунка имеет круглую форму, тогда ее объем (шарового сегмента)
Vзi 0,4hл/dл (37)
Если учесть приведенные выше соотношения, то окажется, что в первом приближении глубина и объем средней лунки растут с увеличением энергии разряда при постоянных остальных условиях обработки.
Износ может быть оценен отношением глубин лунок на ЭИ и ЭЗ. Различают такие понятия относительного износа: объемный, линейный и массовый. В технологии, например, местный линейный износ подсчитывают так
лин.м = wин/wз, (38)
где wин и w3 - усредненные местные линейные скорости эрозии на ЭИ и ЭЗ.
Шероховатость поверхности детали оценивают, полагая, что в плане на ЭЗ 1 (рис. 14, а) лунки 2 последовательно «накладываются» друг на друга. Вещество в геометрической модели формообразования должно «удаляться» одной лункой (т. е. не дважды и не трижды).


Такое требование соблюдается при определенных расстояниях l1, l2, l3 между центрами лунок (рис. 14, б). Если считать, что дно лунки круглое радиусом rл и глубиной hл, а расстояние между центрами лунок равно rл, то окажется, что высота бугорков в месте пересечения лунок hб1 = hб2 = hб3 = hб. Наконец, из геометрических расчетов следует
Rz max = hб hл/3 (39)
Следовательно, высота микронеровностей определяется теми же условиями обработки, что и глубина лунки. Получение низкой шероховатости поверхности возможно при уменьшении энергии разряда и, следовательно, снижении производительности.
Наконец, соответственно типу воздействий вблизи обработанной поверхности детали обнаруживаются следующие области:
I) плавления и механических воздействий;
2) химического взаимодействия материала заготовки с веществом инструмента или рабочей средой (например, науглероживание при ЭЭО в органических средах);
3) остаточных напряжений и
4) термически измененного слоя.
Более глубокие области не меняют своих свойств. Глубина лунки, высота микронеровностей и глубина термически измененного слоя hт связаны линейно, поскольку они примерно одинаково зависят от теплового режима:
hт = khhл, (40)
где kh - коэффициент, для данного материала зависящий от температуры структурных изменений.